| Titel: | Verfahren zur Anfertigung der kupfernen Siederöhren für Dampfkessel, von Samuel Walker in Birmingham. |
| Fundstelle: | Band 152, Jahrgang 1859, Nr. XXXVIII., S. 169 |
| Download: | XML |
XXXVIII.
Verfahren zur Anfertigung der kupfernen
Siederöhren für Dampfkessel, von Samuel Walker in Birmingham.
Aus dem Repertory of Patent-Inventions, Decbr.
1858, S. 445.
Mit Abbildungen auf Tab.
III.
Walker's Verfahren zur Anfertigung der kupfernen Siederöhren für
Dampfkessel.
Zur Anfertigung der bei den Dampfkesseln von Locomotiven, Schiffsdampfmaschinen und
stationären Dampfmaschinen in Anwendung kommenden Siederöhren nehme ich einen
Streifen von Kupferblech und bringe, nachdem ich das eine Ende desselben in die Höhe gebogen,
einen Dorn darauf. Das umgebogene Ende des Streifens stecke ich nebst dem Ende des
Dorns durch einen Ring oder eine Platte mit einem Loch. Dieses Loch befindet sich an
der Vorderseite eines Walzenpaares, das mit Kalibern von der Dimension der zu
ziehenden Röhre versehen ist. Die Walzen ergreifen das Ende des Streifens nebst Dorn
und ziehen es durch das erwähnte Loch; dadurch wird der Streifen über dem Dorn zu
einer Röhre umgebogen. Die Walzen selbst bewerkstelligen vermöge ihres Druckes die
Abschrägung und das Uebereinandergreifen der Ränder und erleichtern dadurch das
nachfolgende Zusammenlöthen.
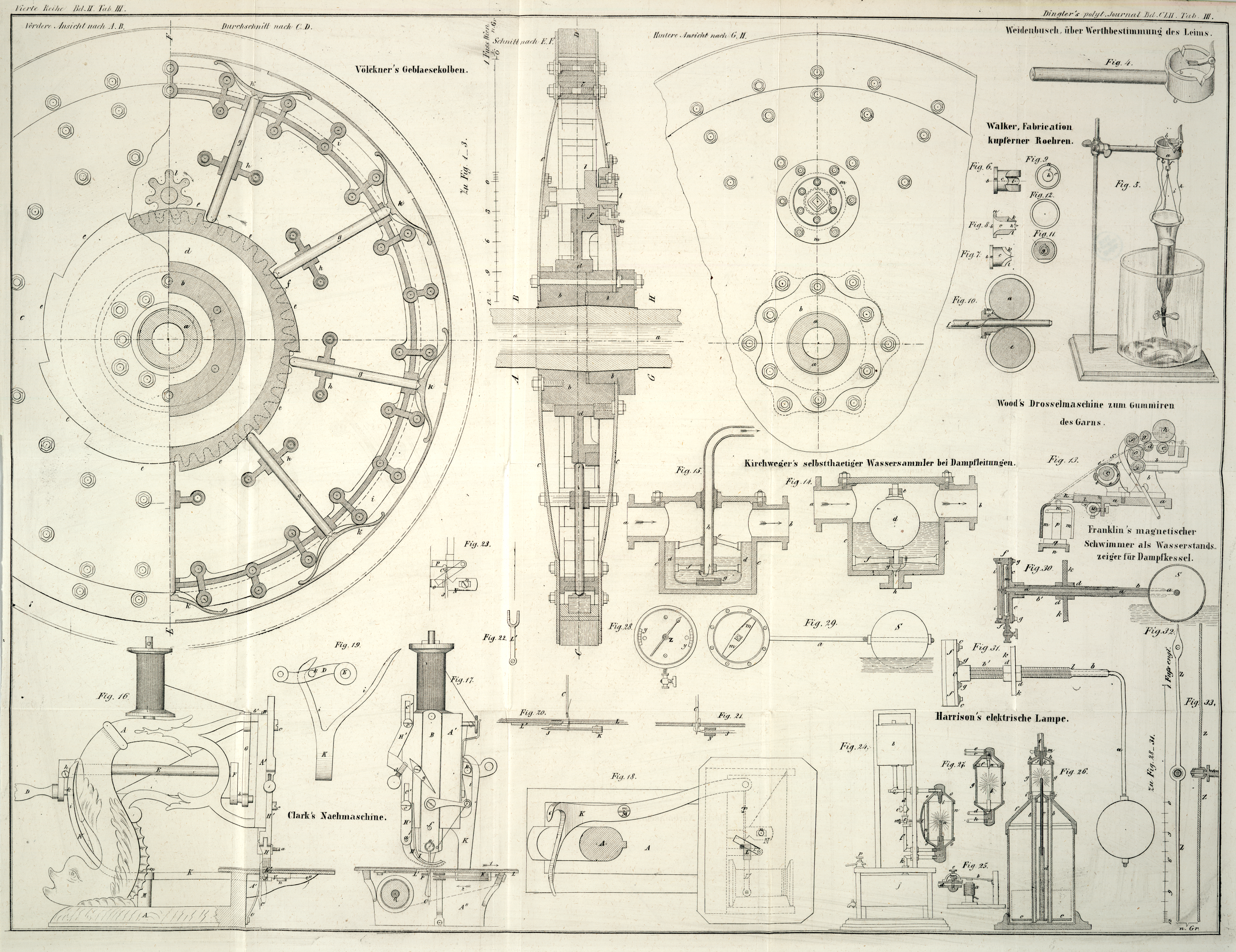
Fig. 6 stellt
das Loch zum Umbiegen im Grundriß,
Fig. 7 in der
Seitenansicht,
Fig. 8 im
Längendurchschnitt nach der Linie a in Fig. 6,
Fig. 9 in der
Frontansicht dar.
Fig. 10 zeigt
den senkrechten Durchschnitt eines Walzenpaares, das vor sich ein Loch zum Umbiegen
des Metallstreifens hat.
Fig. 11 ist
ein Querschnitt durch dieses Loch.
In den Figuren
10 und 11 ist eine Metallschiene eben im Durchgang durch das Loch c begriffen. Die durch das letztere gebildete Röhre geht
unmittelbar darauf durch das Kaliber der Walzen d, e. f
ist der Metallstreifen, aus welchem die Röhre gebildet wird, g der Dorn, um welchen dieselbe gebogen wird. Das vor den Walzen
befindliche Loch c zum Umbiegen des Streifens wird durch
eine an dem Walzengestell befestigte Platte m, gegen die
sich die Flantsche n des Loches legt, an seiner Stelle
erhalten. Der zusammengezogene Theil h des Loches c ist nicht ganz cylindrisch, sondern wie in Fig. 9
gestaltet, d.h. derselbe hat bei i einen größeren
Halbmesser als an der andern Stelle der Oeffnung, damit die Ränder der Röhre, wie
der Durchschnitt Fig. 11 zeigt, über einander greifen können. Indem nun die noch nicht
ganz cylindrische Röhre, welche die Gestalt Fig. 11 angenommen hat,
durch das Kaliber der Walze d, e geht, nimmt sie
vollends die cylindrische Gestalt an, wobei die übereinander greifenden Ränder, wie
Fig. 12
zeigt, aufeinander gepreßt werden.
Das Verlöthen der Röhrenfuge kann auf gewöhnliche Weise mittelst Hartloth
bewerkstelligt werden. Ich gebe jedoch einem Loth aus 16 Gewichtstheilen Kupfer, 16
Theilen Zink, 1 1/2 Theilen Wismuth und 2 Thln. Blei den Vorzug.
Tafeln