| Titel: | Maschine zur Anfertigung inwendig und auswendig verzinnter Bleiröhren, von E. F. Sebille in Nantes. |
| Fundstelle: | Band 152, Jahrgang 1859, Nr. CXII., S. 428 |
| Download: | XML |
CXII.
Maschine zur Anfertigung inwendig und auswendig
verzinnter Bleiröhren, von E. F.
Sebille in Nantes.Patentirt am 28. Januar 1858 für
J. H.
Johnson in London.
Aus dem Practical Mechanic's Journal, Januar 1859, S.
261.
Mit einer Abbildung auf Tab. VII.
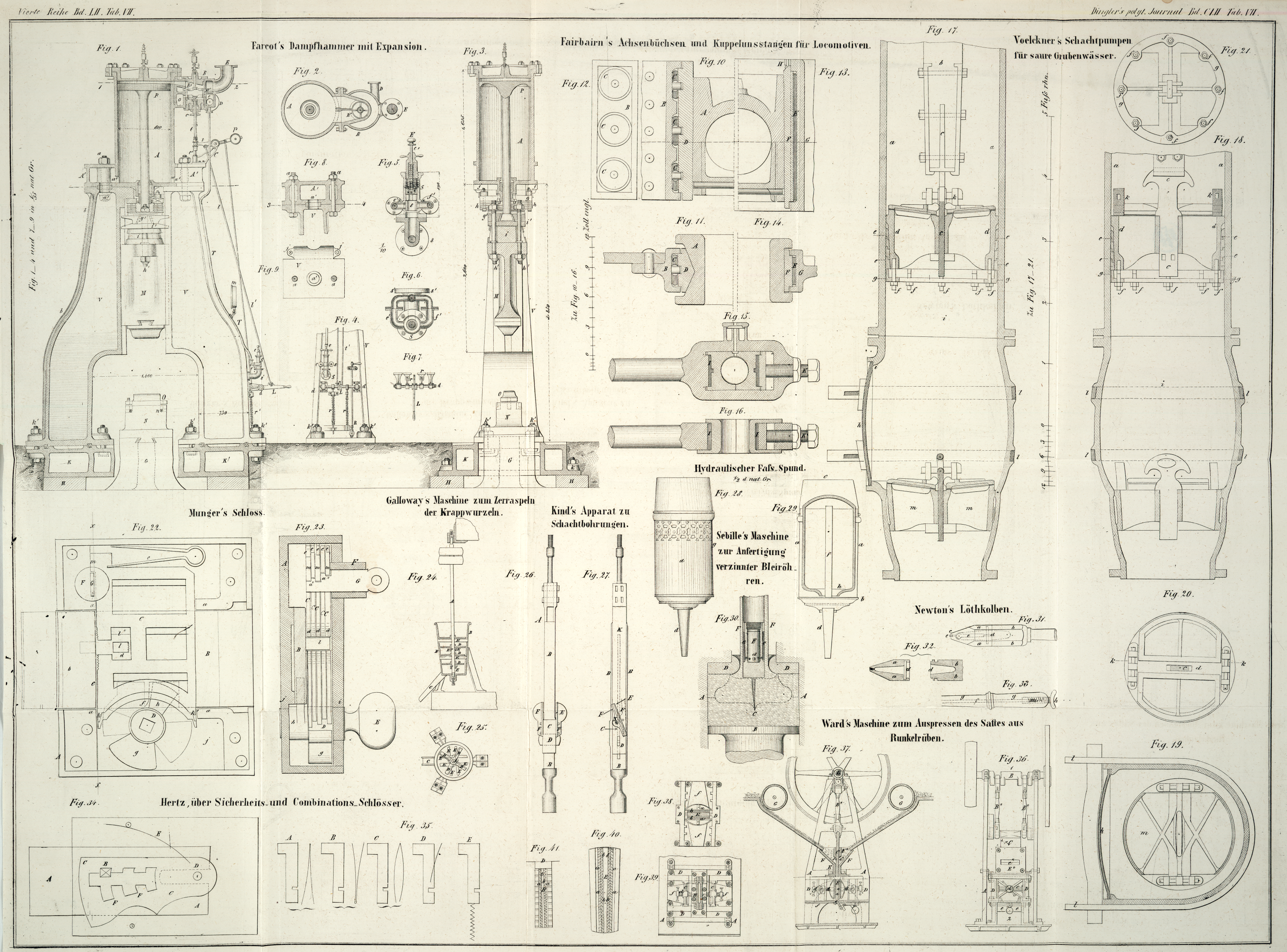
Sebille's Maschine zur Anfertigung inwendig und auswendig
verzinnter Bleiröhren.
Fig. 30
stellt den Verzinnungsapparat des Erfinders in Anwendung auf eine Presse zur
Anfertigung endloser Bleiröhren im Verticaldurchschnitte und zwar bei eben
begonnener Procedur dar. Einen Haupttheil bildet, wie bei den gewöhnlichen Maschinen
zur Anfertigung endloser Bleiröhren, ein Cylinder A,
worin ein Kolben B auf das geschmolzene Metall C drückt und dasselbe durch die Oeffnung der Formplatte
D treibt, in deren Mitte ein solider Dorn angebracht
ist. Letzterer läßt zwischen seiner äußeren Fläche und den Rändern der Oeffnung der
Platte D einen ringförmigen Raum, dessen Weite der
Metalldicke der anzufertigenden Röhre entspricht. Soll der Dorn zur Verzinnung von
weiten Röhren dienen, so hat er die Gestalt eines hohlen Cylinders E und ist an ein Querstück befestigt, welches im Innern
des Cylinders angeordnet ist und sich gegen die untere Fläche der Ziehplatte D lehnt. Dieses Querstück besteht aus vier Armen, welche
da, wo das Metall durch die Form fließt, sehr dünn sind, um demselben so wenig wie
möglich Widerstand darzubieten.
Nachdem die Röhre F durch die Form D ein wenig herausgetreten ist, wobei sie den Dorn vollständig umgibt,
gießt man eine Quantität mit der nöthigen Harzdecke geschmolzenen Zinnes in die
Röhre. Dasselbe füllt nun den hohlen Dorn aus und steigt je nach der erforderlichen
Quantität bis über das obere Ende des Dorns. Letzterer ist bei d durchlöchert; durch diese Löcher fließt das Zum und
tritt in den ringförmigen Raum zwischen dem Dorn und der Röhre F Eben so schnell, als die Röhre durch die Form
hervortritt, überzieht sie sich inwendig mit Zinn. Der an dem oberen Ende des Dorns
befindliche Hals vertritt bei der steigenden Röhre die Stelle eines Löthkolbens und
drückt das Zinn in die Poren der Bleiröhre. Oberhalb dieses Halses tritt die innere
Fläche der Röhre abermals in das Zinnbad.
Bei der Verzinnung von dünneren Röhren kann man sich eines soliden Dorns bedienen.
Das geschmolzene Zinn nimmt alsdann den ringförmigen Raum ein, welcher dadurch
gebildet wird, daß man dem Dorn in seiner Mitte einen kleineren Durchmesser gibt.
Ein auf das obere Ende des Dorns geschraubter Ring dient zur Adjustirung des Dorns.
Dieser Ring wird indessen nach erfolgter Adjustirung abgeschraubt. Bei der
Anfertigung von Röhren von großem Durchmesser würde der Dorn, wenn er unbeweglich
wäre, dem Durchgang des Metalls durch die Form einen zu großen Widerstand darbieten.
Um dieses zu vermeiden, ist der Dorn mit seinem unteren Ende an den Kolben B befestigt, während sein oberes Ende zur Aufnahme des
Zinnes eingerichtet ist und dem letzteren gestattet sich gegen die innere Röhrenwand
zu legen. Dieser Theil des Dorns ist daher ein wenig erweitert, so daß er als
Löthkolben und Glätteisen dient, indem er gegen das Innere der Röhre drückt. Die
Operation des Verzinnens geht ganz auf dieselbe Weise, wie oben beschrieben wurde,
vor sich, nur daß der Dorn mit dem Preßkolben in die Höhe steigt.
Sollen die Bleiröhren zugleich von Außen verzinnt werden, so wird an der Form D noch ein äußerer Cylinder angebracht, welcher die
Röhre F, da wo sie aus der Form tritt, umschließt.
Dieser Cylinder dient als Behälter zur Aufnahme des den äußeren Ueberzug der Röhre
bildenden Zinnes. Auf diese Weise erfolgt die Verzinnung der Röhre inwendig und
auswendig zu gleicher Zeit und zwar eben so schnell als die Röhre emporsteigt.
Dieser innere und äußere Zinnüberzug ertheilt der Röhre einen gewissen Grad von
Starrheit, ohne ihr jedoch die Biegsamkeit zu benehmen.
Tafeln