| Titel: | Ueber Drehwerkzeuge, mit Berücksichtigung einiger Anwendungen des Copir- oder Uebertragungsprincipes bei der Fabrication hölzerner Artikel; von John Anderson, Maschinen-Inspector im Arsenal zu Woolwich. |
| Fundstelle: | Band 153, Jahrgang 1859, Nr. LXXXVII., S. 326 |
| Download: | XML |
LXXXVII.
Ueber Drehwerkzeuge, mit Berücksichtigung einiger
Anwendungen des Copir- oder Uebertragungsprincipes bei der Fabrication hölzerner
Artikel; von John Anderson,
Maschinen-Inspector im Arsenal zu Woolwich.
Aus dem Mechanics' Magazine, März 1859, S. 189 und
205.
Mit Abbildungen auf Tab.
V.
Anderson, über Drehwerkzeuge, mit Anwendung des Copir- oder
Uebertragungsprincipes.
Während einer kurzen Geschäftsreise, welche der Verfasser im Jahr 1854 in den
Vereinigten Staaten machte, erstaunte er über die vielen dort gebräuchlichen
einfachen und sinnreichen Anwendungen des Copirprincips auf die gewöhnliche
Holzdrehbank, wogegen in England gemeiniglich die Herstellung derartiger hölzerner
Artikel von der Aufmerksamkeit des Arbeiters oder von den, zu speciellen Zwecken
construirten Maschinen abhängig gemacht wird. So kann z.B. durch Hinzufügung einiger
sehr einfachen Theile die gewöhnliche Hand-Holzdrehbank zur Vervielfältigung
von Gegenständen derart eingerichtet werden, daß die Operationen bedeutend
beschleunigt werden und der Arbeiter befähigt wird, ohne die zeitraubende Anwendung
von Meßinstrumenten, Zirkeln, Lehren etc., ein Stück nach Form und Größe genau wie
das andere herzustellen.
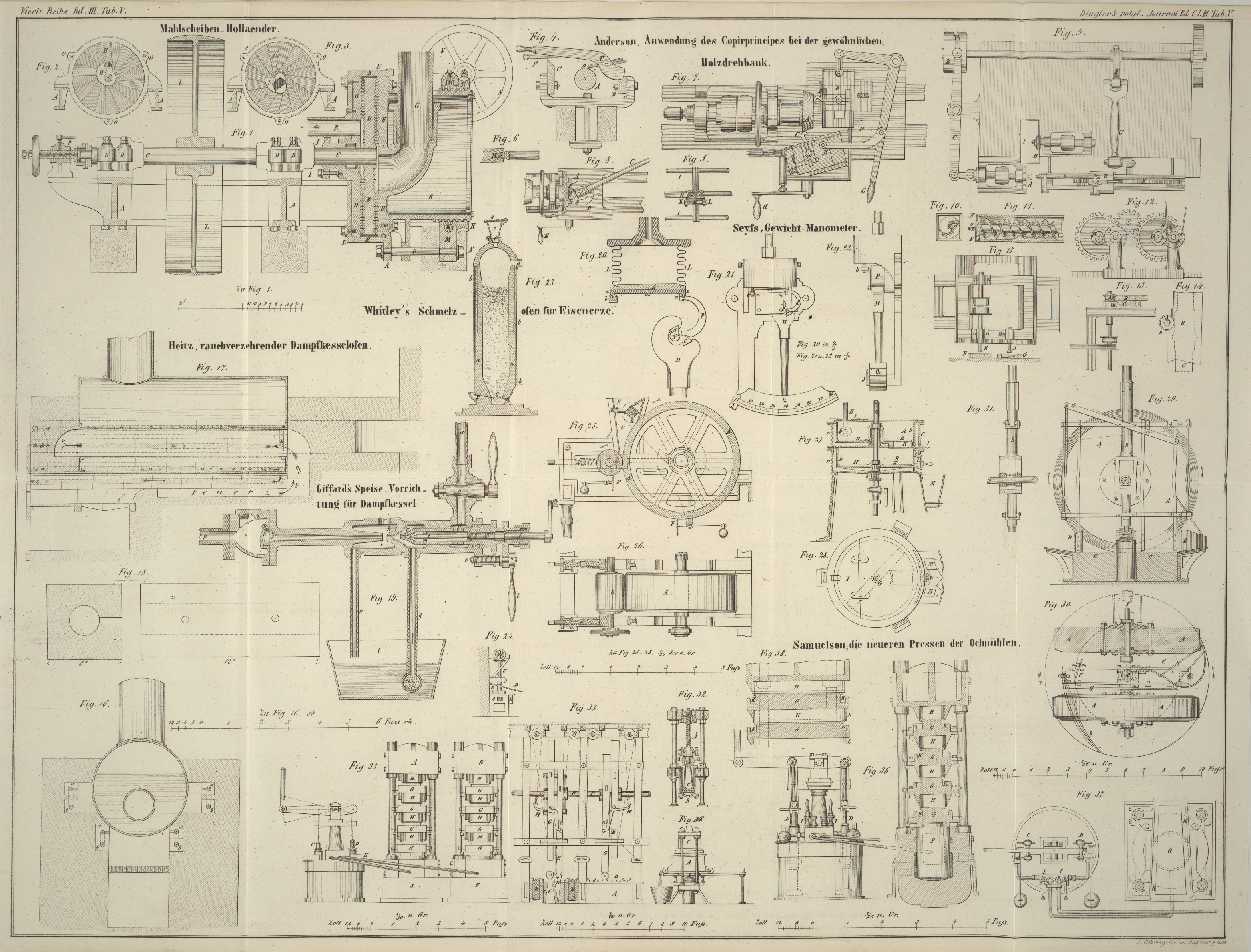
Eine einfache Anordnung einer Copirdrehbank ist in Fig. 4
dargestellt. An der Stirn der Bank und parallel mit dem Holzstück A, welches bearbeitet werden soll, ist ein gerades Stück
B von hartem Holze befestigt, welches auf der oberen
geraden Fläche leicht ausgehöhlt ist. Auf der entgegengesetzten Seite der Drehbank
ist ein ähnliches Holzstück C angebracht, dessen obere
scharfe Seite jedoch nicht gerade ist, sondern dieselbe unregelmäßige Form wie der
verlangte Artikel hat. Der Hohlmeißel oder das Drehinstrument D, anstatt durch die Hand des Drehers auf einer Vorlage gehalten zu
werden, ist in einem Holzstück E so befestigt, daß die
Anordnung Aehnlichkeit, mit einem Zimmermannshobel hat. Das eine Ende von E wird nun in der Höhlung der Führung B, an der Vorderseite der Bank, und das andere auf der
Linie des unregelmäßig geformten Stückes C entlang
geführt. Damit der Arbeiter das Holz nach und nach auf den verlangten Durchmesser
abzudrehen vermag, ohne durch das Aufnehmen zu großer Späne das Einhaken und Brechen
des Stahles zu riskiren, steckt man einen kleinen, mit einem Ring versehenen
Holzkeil F, welcher durch den kleinen Finger der rechten
Hand geführt wird, zwischen den Stahlhalter E und das unregelmäßig
geformte Holzstück C an der Rückseite der Drehbank,
welcher nach und nach im Verlaufe der Operation zurückgezogen wird. Für den letzten
Schnitt, den Schlichtschnitt, wird ein anderer Stahl in E eingesetzt und derselbe mit leichtem Schnitt die Bahnen B und C entlang geführt. So
wird ohne Anstrengung eine dem Modell stets gleiche Arbeit hergestellt, und zwar in
weniger als der halben Zeit, welche bei dem gewöhnlichen Verfahren erforderlich
ist.
Nach einem dem vorigen ähnlichen Plane, aber mit veränderter Anordnung, dreht man in
Amerika lange Holzstücke von geringem Durchmesser ab, wie Fig. 5 zeigt. Das zu
bearbeitende Holz G wird zuerst mittelst Kreissäge in
quadratische Stücke von der erforderlichen Länge geschnitten; diese werden sodann
zwischen die Spitzen einer Drehbank gespannt, ohne die Kanten zu brechen. Der
Stahlhalter oder Drehapparat H läuft auf zwei parallelen
Stangen I, I, welche an Docke und Spitzenbock der
Drehbank befestigt sind. Dieser Stahlhalter besteht aus einem metallenen Rohr H, mit zwei Messern K und
L an jedem Ende; das vordere Messer K ist dazu bestimmt, die Ecken des zu drehenden
Holzstückes bis auf den inneren Durchmesser von H
fortzunehmen, damit dasselbe, ohne zu vibriren, ähnlich wie in der Brille der alten
deutschen Drehbank geführt wird; der hinter der Brille sitzende zweite oder
Schlichtstahl L dreht nun die Stange auf den verlangten
Durchmesser. Um die ganze Vorrichtung selbstthätig zu machen, damit der Arbeiter den
Stahlhalter nicht vorzuschieben braucht, wird das vordere Messer K so gestellt, daß die damit erzeugte Dicke des Holzes
knapp in die Röhre H hineinpaßt; dieselbe ist im Innern
mit einem Gewinde versehen, welches, sich auf das Holz aufschneidend, den ganzen
Stahlhalter nun selbstwirkend gegen den Schnitt führt. Der Schraubengang, welcher
sich auf das Holz aufschneidet, wird durch den Schlichtstahl hinter der Röhre H wieder entfernt, und ist nach Beendigung der Arbeit
nicht mehr zu sehen.
Beim Drehen langer und schwacher Stangen von unregelmäßiger Form ist der zweite Stahl
L nicht im Support festgestellt, sondern wird in
einem besonderen Stahlhalter, dessen anderes Ende auf dem Support aufruht, geführt,
während das hintere Ende auf einer längs des Bettes befestigten Stange, welche die
verlangte unregelmäßige Form hat, läuft. Durch Steigen und Fallen auf den Linien
dieses Modelles wird nun der Schnitt stärker oder schwächer, und dadurch die Seite
des bearbeiteten Holzes in die verlangte Gestalt gebracht.
Die Holzdreher in Amerika bedienen sich einer Spitze, welche so bedeutende Vorzüge
vor der bei uns gebräuchlichen Form hat, daß sie allgemein empfohlen zu werden
verdient; in den Werkstätten des Arsenals zu Woolwich wird sie bereits mit dem besten Erfolg
angewendet. Statt des gewöhnlichen scharfen Körners, ist diese Spitze, Fig. 6, an dem
vordern Ende mit einer conischen Höhlung M versehen,
welche, eine concentrische scharfe Schneide bildend, sich leicht in das Holz,
dasselbe centrirend, eindrückt. Bei dieser Form hält die Spitze nicht nur das Oel
besser zurück, sondern es wird überdieß das Verlaufen des zu drehenden Stückes,
sowie das Zersplittern desselben, verhütet.
Die Methode, nach welcher im Arsenal zu Woolwich die für Geschosse erforderlichen
hölzernen Kugelspiegel gedreht werden, ist ebenfalls eine erfolgreiche Anwendung des
Copirprincipes. Bisher wurden diese Gegenstände durch den Holzdreher auf gewöhnliche
Weise, mittelst Röhre, Schlichtstahl und Lehre hergestellt, wobei ein geschickter
Arbeiter höchstens fünfzig Stück derselben per Tag
fertig machen konnte; nach der neuen Methode wird das Holz mittelst Bandsäge aus der
Pfoste in kreisrunde Stücke geschnitten und der Arbeitslohn per 100 Stück derselben beträgt durchschnittlich 7 Pence. Der so erhaltene
Holzteller wird auf einer Bohrmaschine gebohrt, um auf der Planscheibe einer
Drehbank aufgeschraubt werden zu können. Durch den ersten Drehproceß ist nun die
äußere Oberfläche zu bearbeiten, und zu diesem Zweck wird das Holz auf der
Centrumschraube der Planscheibe festgeschraubt, wie in A, Fig.
7, ersichtlich. Die Hohlstähle B und C sind in verschiedenen Supports D und E befestigt, jedoch auf einem Aufsatz
F mit einander verbunden, und wirken beide
gleichzeitig durch die Bewegung eines einfachen Handhebels G. Der Aufsatz F läuft in gewöhnlicher Weise
auf dem Bett der Drehbank, und wird durch Getriebe und Zahnstange mittelst der
linken Hand des Arbeiters durch den Handhebel H bewegt.
Die Dimensionen des Kugelspiegels werden durch das Anhalten des Supports in seiner
Bewegung und durch die Stellungen der Messer bestimmt.
Die nächste und letzte Operation ist die Herstellung der Aushöhlung des Kugelspiegels
zur Aufnahme des Geschosses. Hierzu wird eine einfache Drehbank, wie Fig. 8 zeigt, angewendet.
Das Holzstück A wird in einer passend großen
Universalplanscheibe angebracht. Der Durchschnitt der verlangten Höhlung ist ein
Kreisabschnitt; der Drehstahl B wird daher in einem
Stahlhalter befestigt, welcher vermittelst des Hebels C
um seine Achse gedreht werden kann, und so gestellt ist, daß seine Schneide den
Radius des entsprechenden Kreisabschnittes beschreibt. Der Stahlhalter dreht sich im
Aufsatz D, und letzterer schiebt sich auf dem
Drehbankbett, wie vorher schon beschrieben wurde. Die Tiefe der verlangten Höhlung
wird durch die Entfernung des Stahlhalters von der Planscheibe bestimmt, und der
Arbeiter regiert bei Ausführung der Operation mit seiner linken Hand den Handhebel E, welcher durch Getriebe und Zahnstange den Support
gegen die Planscheibe vorschiebt, während die andere Hand des Arbeiters den
Stahlhalter C dreht, und dadurch mit dem Drehstahl den
verlangten Kreisbogen beschreibt.
Um Kugelspiegel von anderen Formen zu machen, werden nur die verschiedenen
Stahlhalter auf dem Aufsatz entsprechend angeordnet. Der Gewinn an Arbeitslöhnen
beträgt bei Benützung dieser Methode über 4/5 der früheren Kosten.
Der conische Pfropf zu den Kugeln der Minié-Büchsen wird von Buchsbaumholz durch selbstthätige
Maschinen angefertigt. Hierbei ist die conische Form des Pfropfes in einer
rotirenden Fräse enthalten, welche am vorderen Ende der Spindel einer Drehbank
befestigt, sich mit großer Geschwindigkeit dreht; das Holz, durch Kreissägen in
lange, quadratische Stangen geschnitten, wird auf der Vorlage der Drehbank befestigt
und gegen die Fräse gedrückt, wodurch man am Ende der Stange einen Conus erhält,
welcher durch eine Kreissäge abgeschnitten, den Pfropf von verlangter Größe und
Gestalt liefert.
Von den zu diesem Zweck gebräuchlichen Maschinerien zeigt Fig. 9 eine der besten
Constructionen.
Im Spindelbock ist die Fräse A angebracht und die Spindel
hat bei ihrer rotirenden Bewegung gleichzeitig eine traversirende, welche von der
Nuth in der Scheibe B ausgehend, durch den Hebel C übertragen wird. Die zu bearbeitende Holzstange D ist auf der Vorlage E
befestigt. Die Spindel mit der Fräse traversirt nun gegen das äußere Ende und wird
wieder zurückgezogen, nachdem die verlangte conische Form hergestellt ist.
Die zweite Operation ist das Abschneiden des Pfropfes. Zur Ausführung derselben sind
das Bett und die Vorlage E, welche die Holzstange D tragen, auf einem Schlitten befestigt, der durch das
Excentricum F und die Zugstange G verbunden, eine rechtwinkelige Bewegung gegen den Spindelkasten macht.
Wenn das Ende der Stange seine conische Form erhalten hat und die Spindel
zurückgezogen ist, traversirt der Schlitten mit der Vorlage E gegen die Circularsäge H. Der fertige Pfropf
fällt in einen Kasten I, wonach der Schlitten wieder
zurückgeht und das Holz in das Centrum der Spindel bringt. Eine intermittirend
selbstthätig wirkende Vorrichtung K rückt nun die
Vorlage mit dem Holz wieder in die frühere Stellung und die beschriebene Operation
beginnt von Neuem.
Bei einigen der früheren Maschinen machte die Säge eine Traversbewegung gegen das
Holz zur Abschneidung des Pfropfes; bei dieser Anordnung wurden Späne und Pfropfe unter einander
gemischt, die Arbeit für die Ausscheidung derselben kostete aber mehr als die
Anfertigung der Pfropfe; bei der neuen Anordnung werden die Späne und die Pfropfe
sofort von einander getrennt und der Arbeitslohn ist daher auf mehr als die Hälfte
vermindert.
Eine Modification des Copirprincipes wird bei einer Maschine zur Herstellung
quadratischer Löcher in Holz angewendet; diese Maschine, bei welcher ein
Centrumschneckenbohrer in einem quadratischen Stemmeisen wirkt, ist in den Figuren 10 und
11
dargestellt. Der Meißel N bildet eine quadratische
Büchse von denselben Dimensionen wie das verlangte Loch, und jede Seite desselben
ist eine nach Innen abgeschärfte Schneide. Im Innern dieses Meißels, und mit ihm
verbunden, dreht sich der Bohrer O, dessen Schneide mit
denen des Meißels vorgeht. Bei Anwendung dieser Vorrichtung wird der quadratische
Meißel in das Holz mit der nöthigen Pressung eingedrückt; der Bohrer schneidet
beiläufig 7/8 der Fläche der verlangten Höhlung heraus; der Meißel macht das runde
Loch quadratisch, und indem er mit seinen abgeschärften Schneiden die Späne gegen
den laufenden Bohrer drückt, werden dieselben durch die aufsteigende Bewegung des
Schraubenganges aus dem Loch emporgehoben.
Die Blanchard-Drehbank enthält eine Modification
des Copirprincipes, welche zur Herstellung unzähliger unregelmäßiger Formen
anwendbar ist; man benutzt diese Maschinerie zum Drehen, resp. Copiren von
Gewehrkolben, Räderspeichen, Schuhleisten, Büsten und ähnlichen Artikeln. Sie ist
mit zwei parallel neben einander stehenden Drehbänken zu vergleichen, wie Fig. 12 zeigt.
Die eine Drehbank enthält das Modell F, die andere das
rohe Material G, aus welchem das dem Modell gleiche
Stück geformt werden soll, und beide Drehbänke haben dieselbe Bewegung. Die Vorlage,
welche den Drehstahl H hält, trägt auch ein stumpfes
Instrument I, welches die Linie des Modelles F verfolgt und vermittelst eines Gewichtes oder einer
Feder mit demselben fortwährend in Berührung erhalten wird. Gewöhnlich wird das
Drehwerkzeug H als ein auf seiner Peripherie mit
Schneiden besetztes Rad construirt, welches in der Minute bis 2000 Umdrehungen
macht. Das Führungsinstrument (tracer) I ist eine Scheibe von derselben äußern Form und Größe,
und kann sich frei auf seiner Achse bewegen. Die Function der Maschine besteht im
Uebertragen der Bewegung des Führungsinstruments I auf
die Schneidscheibe H, wodurch die unregelmäßige
Oberfläche des Modelles F copirt wird. Das mit dem sich
drehenden Modell in Berührung befindliche Führungsstück wird, um seine Achse
laufend, auf der unregelmäßigen Oberfläche von jenem hin und her geschoben, und da
das Material G in der zweiten Drehbank dieselbe Bewegung hat
wie das Modell, ferner die Messerscheibe dieselbe Form und Größe wie die
Führungsscheibe, so muß nothwendig dieselbe Gestalt aus dem Material hergestellt
werden; der Schlitten, welcher die Schneid- und Führungsscheibe trägt,
erzeugt, indem er sich in bekannter Weise hin und her schiebt, die verlangte Copie
des Modelles, wobei ein Arbeiter mehrere Maschinen gleichzeitig zu bedienen im
Stande ist.
Die Blanchard-Drehbänke, welche in den Werkstätten
zu Woolwich angewendet werden, sind mit verschiedenen Modificationen der
Schlittenbewegungen versehen; bei einigen stehen, wie oben beschrieben,
Führungs- und Arbeitsscheibe auf einem Schlitten; bei anderen sind dieselben
pendelartig aufgehängt; bei einer andern Anordnung endlich, welche bei weitem
vorzuziehen ist, stehen Führungs- und Schneidscheibe, mit einander verbunden,
auf einem schwingenden Gestell, dessen Drehpunkt dem Fußboden nahe liegt. Bei den
zwei letzteren Constructionen ist die Reibung bedeutend vermindert und eine zartere
und genauere Uebertragung, resp. Nachahmung der Oberfläche des Modelles durch die
Führungsscheibe ermöglicht, als sie bei der Schlittenführung erzielt werden
kann.
Ein mit Messern versehenes Rad, ähnlich dem bei der Blanchard-Drehbank gebräuchlichen, wurde mit großem Vortheil zur
Herstellung verschiedener Curven mittelst eines einzigen Instrumentes angewendet.
Dieß geschieht nach dem Princip, daß, wenn ein Stück Holz unter eine solche
Messerscheibe, parallel mit der Achse derselben, gebracht wird, eine Nuth geformt
wird, welche mit der Kreislinie des Umfanges der Messerscheibe correspondirt; wird
aber das Holz der Fläche des Schneidrades entlang geführt, so erzeugt es eine flache
Oberfläche. Curven zwischen beiden Extremen erlangt man, wenn der Apparat in die
verschiedenen, den Curven entsprechenden Winkel gestellt wird.
Bei der Fabrication von Futtern zu Degenscheiden nach dem Copirprincip wird das Holz
zuerst in rohe Form mittelst der endlosen Bandsäge gebracht. Die nächste Operation
ist die Bildung einer Seite der äußeren Oberfläche; zur Ausführung derselben wird
das rohe Holzstück in einen hölzernen Halter gelegt, der einer Längenbewegung fähig
ist und in einer Curve geführt wird, welche diejenige der Schneide ist; diese
Bewegung wird unter einem Schneidrade gemacht, welches die Querform der Scheibe hat;
die zwei verbundenen Bewegungen erzeugen die verlangte Form. Die andere Seite wird
ganz in derselben Weise hergestellt, wobei die fertige Hälfte in einem Halter von
der genauen Form liegt, um beide Seiten vollkommen zu einander passend zu erhalten.
Durch diese zwei Operationen wird das Aeußere fertig gemacht. Die dritte Operation
hat zum Zweck, das Behältniß für die Klinge auszuschneiden: das äußerlich fertig
geformte Holz wird in
einen Halter gelegt, in welchen es genau paßt, und diesen Halter läßt man in der
geeigneten Curve unter einer umlaufenden Schneide sich bewegen. Nachher wird das
Futter in einen vierten Halter gelegt, in welchem durch ein Fräsrad das obere Ende,
welches den starken Theil der Klinge aufzunehmen hat, erweitert wird, und
schließlich wird mittelst eines auf- und absteigenden Circularmessers die
Spitze nach genauer Form und Länge abgeschnitten. Bei dieser Fabricationsmethode
sind zwei Knaben im Stande täglich 500 Stück Scheiden herzustellen, und zwar viel
genauer als es bisher durch Handarbeit möglich war.
Dieselbe Verbindung von Bewegungen wird häufig in anderer Weise benützt, um
Gegenstände von unregelmäßigen Längenseiten herzustellen. Die Fräse von der
erforderlichen Form wird am oberen Ende einer rotirenden verticalen Spindel
befestigt, wie bei A, Fig. 13 und 14, zu sehen
ist. Das zu bearbeitende Holz B ist auf einem Stücke C, dessen Seiten nach der herzustellenden Form
geschnitten sind, befestigt. Indem nun die Schablone C
gegen den die Spindel umschließenden Ring D fest
angedrückt und an demselben entlang geführt wird, empfängt das Holz B, auf welches dieselbe Bewegung übertragen wird, die
combinirte Form von C und A.
In der Gewehrfabrik zu Enfield werden die Gewehrschäfte nur mit Maschinen erzeugt und
dadurch so genau übereinstimmend angefertigt, wie es durch Handarbeit gar nicht
möglich wäre; man kann jetzt mit den Maschinen in Enfield per Woche 1000 bis 1200 Schäfte derart fertig machen, daß die einzige mit
denselben vorzunehmende Handarbeit das äußere Glätten, resp. Poliren ist. Wir können
nicht in die Details sämmtlicher hieher gehörenden Maschinen eingehen (zur
Anfertigung eines Gewehrschaftes sind circa 12 Maschinen
erforderlich, wovon jede verschieden angeordnet ist und zu einer andern Operation
dient); das Hauptprincip ist aber bei allen dasselbe.
Die Herstellung der Höhlungen im Schaft geschieht mittelst einer Fräse oder eines
Bohrers E, Fig. 15, welcher in der
erforderlichen Form hergestellt ist und per Minute circa 6000 Umdrehungen macht. Derselbe muß sehr scharf
erhalten werden, damit er, das Holz mag seitwärts gegen ihn, oder er gegen das Holz
gedrückt werden, in allen Fällen einen reinen, glatten Schnitt herstellt. Um den
Bohrer der verlangten Höhlung entsprechend zu führen, wird neben dem zu
bearbeitenden Schafte F ein gehärtetes stählernes Modell
G befestigt; und auf dem Support, welcher den Bohrer
E trägt, befindet sich gleichzeitig ein dem Bohrer
in der äußern Form ganz gleiches aber stumpfes Instrument H. Da nun H mit G
dieselben horizontalen und verticalen Bewegungen ausführt, so folgt, daß, wenn H in Berührung mit dem Modell G gebracht wird, der Bohrer E das Holz
angreifen und, in demselben sich Raum bohrend, dieselben Linien beschreiben wird wie
der Führungsstift H im Modell.
Zum Ausschneiden des Holzes für das Einlassen des Gewehrschlosses werden Fräsen oder
Bohrer von verschiedener Stärke angewendet, wobei ein stählernes Modell, wie
vorbeschrieben, zur Führung dient. Die Maschine ist für jede der verschiedenen
Fräsen mit einem Führungsstift gleichen Durchmessers versehen und so construirt, daß
jede Fräse nach Belieben zur Wirksamkeit gebracht werden kann. Beim Beginn bringt
man die größten Fräsen zur Arbeit, und leitet den dazu gehörigen Führungsstift
überall im Modell hin, wo er sich führen läßt; hierauf kommen die kleineren Fräsen
zur Arbeit und so fort, bis zum Schluß ein sehr zarter Bohrer diejenigen Theile
wegnimmt, welche für seine Vorgänger zu klein waren. So wird die ganze Operation mit
der größten Genauigkeit durchgeführt, und zwar sammt dem Aufspannen eines Schaftes
in beiläufig einer Minute.
Bei Betrachtung dieser Methode drängt sich die Frage auf, wie diese Genauigkeit
eingehalten werden kann, da selbstverständlich die arbeitenden Bohrer sich ungleich
mehr abnützen als die Führungsstifte, zur Erzielung einer genauen Arbeit aber ein
übereinstimmender Durchmesser beider eine Hauptbedingung ist? Man wendet zum
Compensiren dieser Abnützung ein Verfahren an, welches außerordentlich einfach und
sinnreich ist. Die conischen Löcher in den Bohrspindeln, welche zur Aufnahme der
Fräsen bestimmt sind, werden etwas excentrisch gebohrt, und genau so excentrisch
sind die Zapfen an den Fräsen. Beide, Bohrspindel sowohl als Zapfen, werden an ihrem
Umfange graduirt, und die Fräse wird, wenn sie neu ist, so gesetzt, daß sie genau
centrisch läuft, also ihren eigenen Durchmesser bohrt, resp. dem Führungsstift
gleich ist. Wenn nun durch Nachschärfen der Durchmesser der Fräse kleiner wird als
der Kopf des Führungsstiftes, so stellt man sie nach und nach so weit excentrisch,
daß sie nach jedem Schärfen wieder dem verlangten Durchmesser entspricht; eine
ungenaue Arbeit ist hierbei nicht zu befürchten, weil die große Geschwindigkeit des
Werkzeugs dessen Excentricität unfühlbar macht.Wir
verweisen auf die Abhandlung des Verfassers „über die Anwendung
von Maschinen bei der Anfertigung von Kriegsmaterial in
England“ im polytechn. Journal Bd. CXLV S. 81.A. d. Red.
C. V.
Tafeln