| Titel: | Ueber ein in Frankreich gebräuchliches Verfahren zum Schweißen des Gußeisens behufs Wiederherstellung gebrochener Kaliberwalzen etc.; vom Ober-Bergingenieur Meugy. |
| Fundstelle: | Band 160, Jahrgang 1861, Nr. XV., S. 41 |
| Download: | XML |
XV.
Ueber ein in Frankreich gebräuchliches Verfahren
zum Schweißen des Gußeisens behufs Wiederherstellung gebrochener Kaliberwalzen etc.; vom
Ober-Bergingenieur Meugy.
Aus den Annales des mines, 1860, t. XVIII p.
59.
Mit einer Abbildung auf Tab. I.
Meugy, über ein in Frankreich gebräuchliches Verfahren zum
Schweißen des Gußeisens.
Ich sah im Eisenhüttenwerk zu Tamaris, bei Alais, ein sinnreiches Verfahren anwenden,
welches vor einiger Zeit von einem belgischen Arbeiter zum Schweißen des Gußeißens
erdacht wurde. Dieses Verfahren gestattet z.B. eine zufällig gebrochene Blechwalze oder
Transmissionswelle vollkommen wieder herzustellen.Ein Verfahren zu diesem Zweck wurde im Jahr 1858 von P. Emich, Oberwerkführer der Maschinenwerkstätte zu Prevali, erfunden
und in Oesterreich patentirt, bis jetzt aber nicht veröffentlicht; man sehe
polytechn. Journal Bd. CLI S.
154.A. d. Red.
Es besteht darin, das gebrochene Stück mittelst eines Kohksfeuers stark zu erhitzen,
dann in einer auf dasselbe gestellten Form recht heißes Gußeisen zu verbreiten,
welches man so lange nach Außen austreten läßt, bis die zu schweißende Oberfläche
flüssig zu werden beginnt. Alsdann schließt man das Ausgußloch mit einem Thonstöpsel
und läßt mit Gußeisen die Form sich anfüllen, welche so groß seyn muß, daß die
frühere Gestalt des zu schweißenden Stückes auf dessen Umfange wieder hergestellt
werden kann.
Bei der Operation, welcher ich beiwohnte, sollte eine gebrochene Schneidewalze
wiederhergestellt werden, welcher eine Rippe und ein Zapfen fehlten. Als ich im
Hüttenwerk ankam, brannte das Kohksfeuer lebhaft in einem viereckigen Rost, welcher
das obere Ende der vertical in die Erde eingegrabenen Walze umgab und beiläufig 100
Kilogr. Kohks enthielt. Dieses erste Erhitzen dauert anderthalb Stunden.
Nachdem der Zweck erreicht ist, zerstört man diese Kohlenpfanne, indem man das
Brennmaterial rasch entfernt, es auf den Boden der Hütte wirft und durch
wiederholtes Begießen mit Wasser ablöscht.
Man entblößt so das obere Ende der Walze, welches zum Rothglühen erhitzt ist, und
beeilt sich, es mit einem Kasten zu umgeben, in welchen man rasch Formsand
einpreßt.
Nachdem man den Kasten ganz gefüllt, den Sand mit einem Schaber abgeebnet und
mittelst eines Blasebalges die zu schweißende Oberfläche gereinigt hat, stellt man
auf den Kasten eine vorher ganz hergerichtete Form, deren innerer Hohlraum die
Gestalt eines abgestumpften Kegels hat, dessen Basen etwas größere Durchmesser als
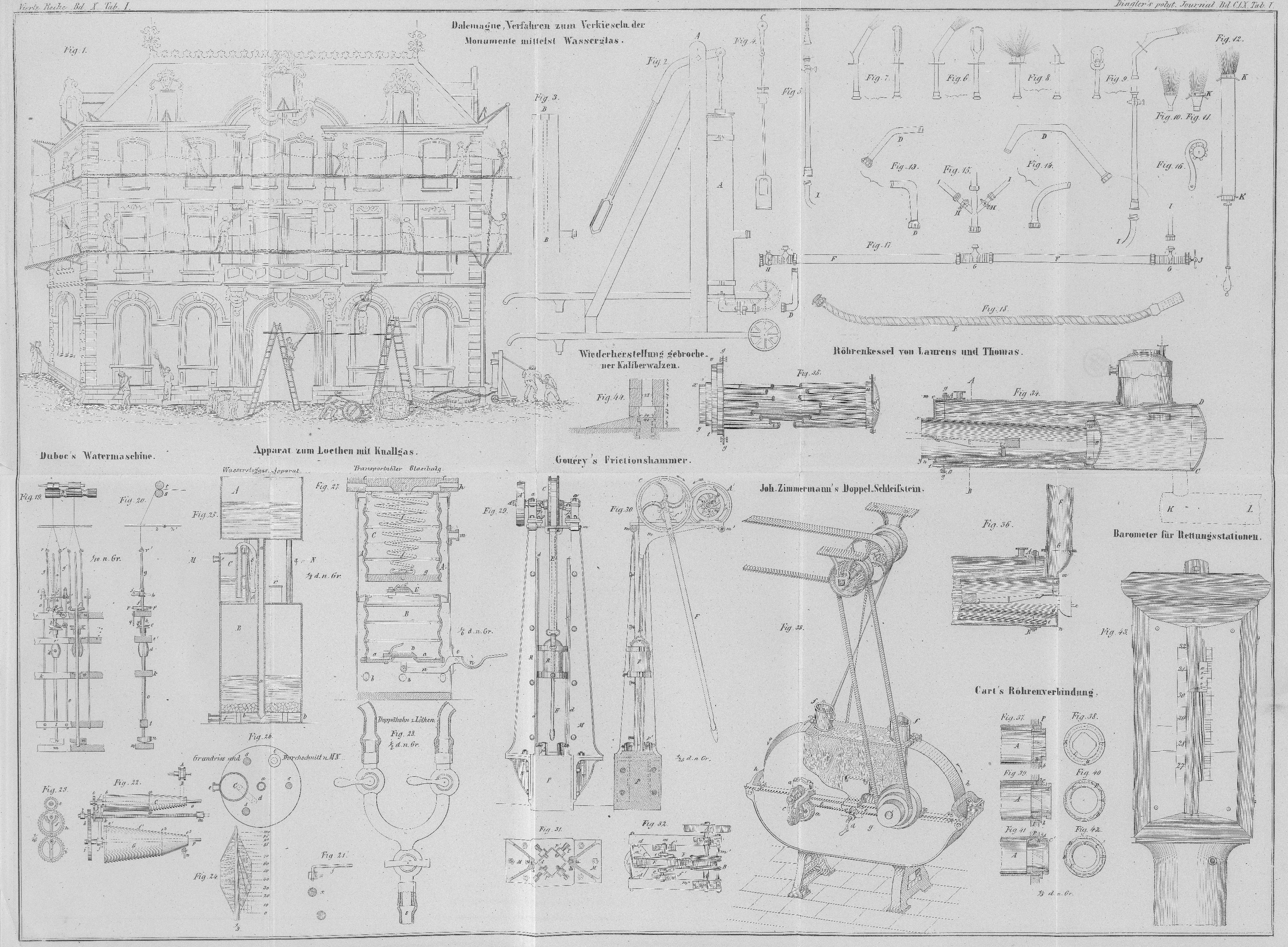
diejenigen der anzugießenden Verlängerung haben; man sehe Fig. 44.
Diese Form ist mit einem Stichloch oder einer Ausflußmündung versehen, welches mit
einer äußern Nuth in Verbindung steht, die in Rinnen ausmündet, welche das
(eingegossene und wieder ausfließende) Gußeisen aufzunehmen haben; letzteres hat
nämlich vorerst nur den Zweck, den obern Theil der Walze bis zur Erweichung und zum
Schmelzen zu erhitzen.
Man schafft also mittelst des Krahns eine große kesselförmige Gießpfanne herbei,
welche 500 bis 600 Kilogr. Gußeisen enthält, und gießt sie von einiger Höhe aus.
Funken, durch Eisentröpfchen gebildet die sich an der Luft oxydiren, umsprühen als
Garbe die Form, und das Gußeisen läuft aus und füllt die äußeren Rinnen, wo man es
später in Gestalt von Gänzen sammelt.
Der Aufseher, welcher die Operation leitet, untersucht nach kurzen Unterbrechungen
die Oberfläche des zu schweißenden Stückes mit einer Eisenstange, und erkennt an der
Höhe des sich anhängenden Ringes, ob die Oberfläche der Walze zu schmelzen beginnt;
wenn die Probe, welche er am Ende seines Stabes herauszieht, ihm anzeigt daß der
alte Guß auf beiläufig 3 Centimeter Tiefe zum Schmelzen gekommen ist, was nach vier
bis fünf Minuten erreicht wird, wenn man 300 bis 400 Kil. Gußeisen eingegossen hat,
so hält er den Zeitpunkt für geeignet, um das Ausfließen des Gußeisens nach Außen
einzustellen. Hierzu verschließt er die Ausflußmündung mit einem Thonstöpsel,
während man fortfährt Gußeisen in die Form zu gießen, bis dieselbe gefüllt ist.
Hernach schafft man mit dem Krahn eine zweite Form herbei, deren innerer
cylindrischer Hohlraum dem Zapfen der Walze entspricht. Der diese Form enthaltende
Kasten wird auf dem vorhergehenden mittelst hölzerner Nägel, die in entsprechende
Löcher eintreten, vollkommen passend angebracht; nachdem man die Fuge mit ein wenig
Thon lutirt hat, gießt man neuerdings Gußeisen in diese Form.
Endlich wird eine letzte, ebenfalls cylindrische Form aufgesetzt; das Gußeisen, womit
man sie füllt, bildet einen Gießkopf, welchen man zuletzt abschneidet, der aber
durch seinen Druck die Schweißung vervollständigt, indem er den neuen Guß mii dem
alten inniger verbindet.
Das beschriebene Verfahren muß übrigens rasch ausgeführt werden; die ganze Operation
darf nicht über eine Viertelstunde dauern, ohne die Zeit zu rechnen während welcher
das Kohksfeuer brennt (1 1/2 Stunden); um sie auszuführen, sind zehn Arbeiter
hinreichend.
Man hat hernach bloß noch erkalten zu lassen und die geschweißte Walze auf die
Drehdank zu bringen, um die Kaliber einzuschneiden und ihr die geeignete Gestalt zu
geben.
Die Vortheile, welche dieses Verfahren in ökonomischer Hinsicht gewährt, sind
einleuchtend.
Eine Blechwalze von 1100 Kil. Gewicht kommt ganz fertig auf 616 Francs zu stehen; als
Brucheisen ist sie aber nur noch 132 Frcs. werth, man hat also einen Verlust von 484
Fr.
Um die durch Schweißen zu repariren, hat man folgende Auslagen:
Fr.
1)
100 Kil. Kohks, zu 3 Francs
3,00
2)
Handarbeit (10 Arbeiter während 2 Stunden, zu 0,35 Fr. die Stunde)
7,00
3)
Formen (1 Tagelohn für einen Arbeiter zu 5,50 Fr. und 1 Tagelohnfür
einen Handlanger zu 2 Fr.)
7,50
4)
350 Kil. Gußeisen um die Oberfläche des zu schweißenden
Stückesflüssig zu machen (2 Fr. per 100
Kil. für Kohks und Handarbeit).Dieses Gußeisen kann in den Kupolofen
zurückgegeben werden.
7,00
5)
Abgang dieses umgeschmolzenen Gußeisens (5 Proc., also 17,5 Kil.zu 12
Fr. die 100 Kil.)
2,10
6)
Es wurden beiläufig 500 Kil. Gußeisen angegossen. Auf der Walzemüssen
300 Kil. verbleiben, welche beim Abdrehen einen Aufwandvon 28 Fr. per 100 Kil. veranlassen, also
84,00
7)
Die 200 Kil. Gießkopf, welche umgeschmolzen werden müssen,kosten auch
2 Fr. per 100 Kil. für Kohks und
Handarbeit
4,00
8)
Dazu kommt noch der Abgang beim Umschmelzen (5 Proc., also10 Kil. à 12 Fr. die 100 Kil.)
1,20
––––––
Im Ganzen
115,80
Wie man sieht, beträgt beim Repariren der Walze mittelst dieses Verfahrens der
Verlust nur noch 115,8 Fr., also in runder Zahl 116 Fr., die Anwendung desselben in
fraglichem Falle gewährte also eine Ersparniß von 484–116 oder 368 Fr.
Tafeln