| Titel: | Die neueste Construction des Bessemer'schen Apparats und die Anwendung seines Frischverfahrens zur Erzeugung von Halbstahl für Eisenbahnschienen etc.; von W. Fairbairn. |
| Fundstelle: | Band 161, Jahrgang 1861, Nr. XXXIX., S. 127 |
| Download: | XML |
XXXIX.
Die neueste Construction des Bessemer'schen Apparats und die Anwendung seines
Frischverfahrens zur Erzeugung von Halbstahl für Eisenbahnschienen etc.; von W. Fairbairn.
Mit Abbildungen auf Tab.
II.
Fairbairn, über die neueste Construction des Bessemer'schen
Apparats etc.
Das Folgende ist dem kürzlich erschienenen Werke Fairbairn's über die EisenfabricationIron: its history, properties, and processes of
manufacture; by William Fairbairn, C. E., L. L. D., etc. –
Edinburgh: Adam and Charles Black. entnommen.
„Bei seinen ersten Versuchen vermochte Bessemer
mittelst seines Frischverfahrens kein gutes Schmiedeeisen zu erzielen. Die
Schwierigkeit bestand darin, den Schwefel und Phosphor auszuscheiden, welche das meiste
Roheisen enthält. Wasserdampf, Wasserstoffgas, Eisen- und Mangansilicate
wurden zur Erreichung dieses Zweckes versucht, aber nur mit theilweisem Erfolg,
und die Anwendung eines von Schwefel und Phosphor möglichst freien Roheisens hat
sich bis jetzt als das beste Auskunftsmittel erwiesen, um gutes hämmerbares
Eisen mittelst des neuen Verfahrens zu erzeugen.
In der Form des sogenannten Ofens (der Retorte) und an den zur Erleichterung der
Operation dienenden Vorrichtungen sind mehrere wichtige Verbesserungen gemacht
worden. Bei der früheren Construction traten die Windformen am Boden der Retorte
ein, daher man vor dem Einfüllen der Charge geschmolzenen Roheisens das Gebläse
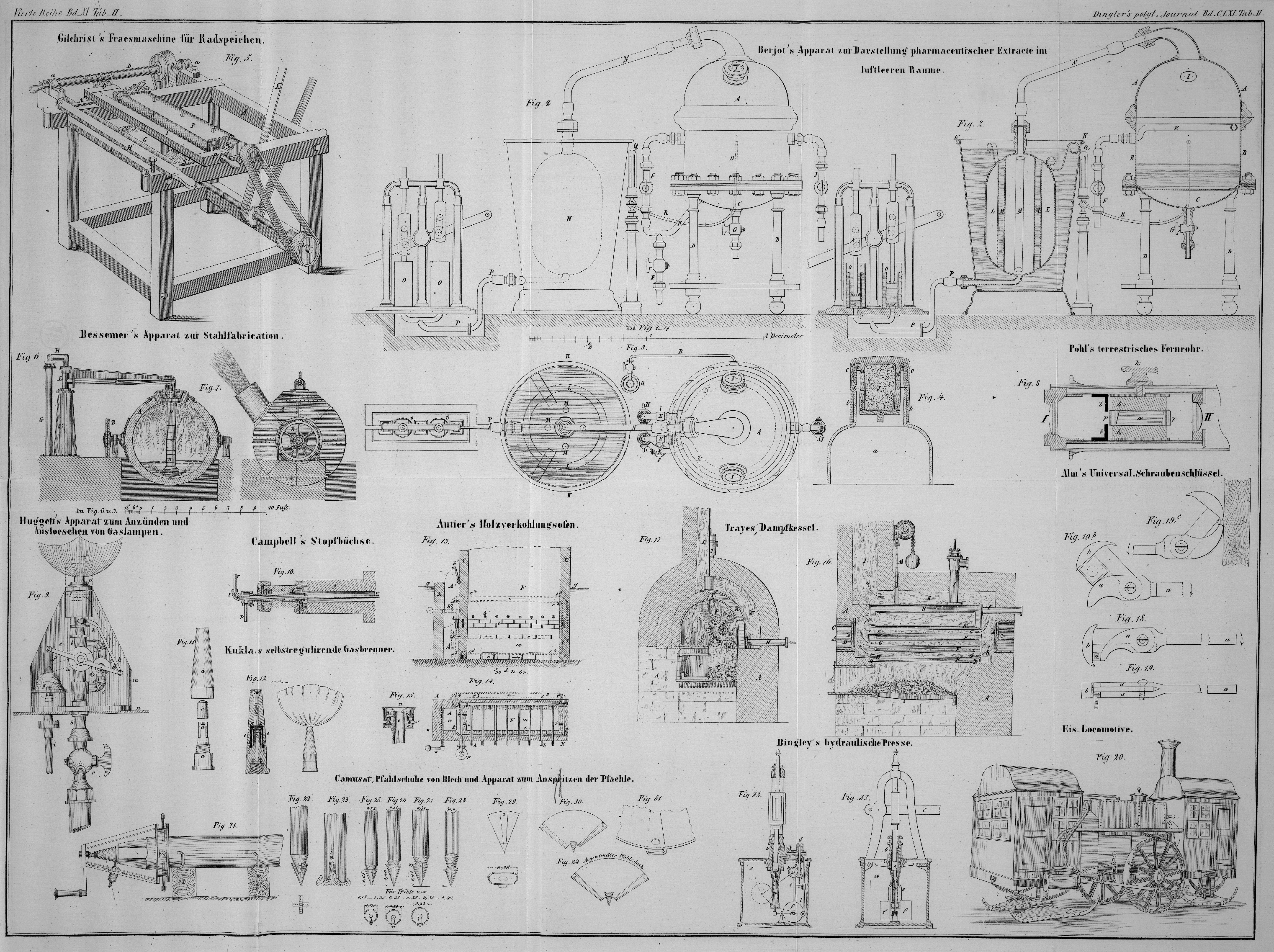
anlassen mußte. Die Figuren 6 und 7 zeigen
die Form des Apparates, wie er gegenwärtig construirt ist, im senkrechten
Durchschnitt und im Aufriß. Die aus Kesselblech angefertigte und mit feuerfestem
Thon oder Lehm gefütterte Retorte A hat die
Kugelgestalt und ruht auf Zapfen; auf einem derselben ist eine Scheibe B aufgesteckt, um die ein Drahtseil geht, welches an
eine hydraulische Hebevorrichtung befestigt ist. Der Wind wird in die Retorte
von oben nach unten mittelst einer einzigen Form D
eingeführt, welche durch einen kleinen hydraulischen Krahn E emporgehoben oder hinabgelassen werden kann. Das
Windrohr G steht senkrecht über der Hüttensohle. Die
Form besteht aus kreisförmigen Ziegeln, welche in der Mitte ein Loch haben,
durch das eine Eisenstange geht, mittelst deren sie fest zusammengehalten wird.
Um das geschmolzene Metall aus dem kugelförmigen Behälter in die kesselförmige
Gießpfanne auszugießen, dreht man ihn auf seinen Zapfen, bis die Mündung tief
genug herabgekommen ist. Nach beendigtem Proceß wird die Gießpfanne an den Arm
eines hydraulischen Krahns gehängt, mittelst dessen sie über jede der in einem
Kreise angeordneten Zainformen hingeführt werden kann. Das Metall lauft durch
ein Loch im Boden der Pfanne aus, welches mit einem conischen Thonpfropf
verschlossen wird, sobald eine Zainform gefüllt ist. Die kugelförmige Retorte
hat 7 Fuß äußern Durchmesser.
In der Periode des Processes, welche unmittelbar auf das Kochen folgt, ist
sämmtliches Roheisen in Gußstahl von gewöhnlicher Qualität verwandelt. Durch die
Fortsetzung des Processes geht der so erzeugte harte Stahl zuerst in weichen
Stahl, dann in stahlartiges Eisen, endlich in sehr weiches Eisen über.
Wenn man den Proceß in der geeigneten Periode unterbricht, so erhält man Halbstahl (semi-steel), dessen Härte zwischen derjenigen des gewöhnlichen
Gußstahls und des weichen hämmerbaren Eisens beiläufig in der Mitte liegt. Diese
Stahlsorte besitzt eine viel größere absolute Festigkeit als weiches Eisen,
dabei ist sie elastischer als dieses, ferner viel härter, und wird also nicht so
leicht abgenutzt wie weiches Eisen; überdieß ist sie nicht so spröde wie
gewöhnlicher Gußstahl und daher leichter zu bearbeiten. Wegen dieser
Eigenschaften eignet sich der Halbstahl ganz besonders für Zwecke, welche
Leichtigkeit des Materials in Verbindung mit Festigkeit desselben erheischen,
oder wo das Metall der Abnützung widerstehen soll, z.B. für Eisenbahnschienen,
welche wegen ihrer Weichheit und blätterigen Textur bald zerstört werden. Die
Kosten des Halbstahls werden um einen Bruchtheil geringer seyn als diejenigen
des Schmiedeeisens, weil der Metallverlust in Folge von Oxydation im
Umwandlungsbehälter um beiläufig 2 1/2 Proc. geringer ist als bei der Erzeugung
von Schmiedeeisen; da jedoch der Halbstahl ein wenig schwieriger zu walzen ist,
so darf man wohl annehmen, daß er sich auf gleichen Preis mit dem Stabeisen
stellt. Die absolute Festigkeit desselben ist aber um einige 30 bis 40 Proc.
größer als diejenige des Stabeisens, weßhalb von ihm für die meisten Zwecke ein
viel geringeres Gewicht angewandt werden kann, und in diesem Sinne kann man
sagen, daß wir im Halbstahl gegenwärtig das wohlfeilste Metall
besitzen.“
Tafeln