| Titel: | Die Backsteinmaschinen auf der Ausstellung der Royal Agricultural Society in Leeds im Juli 1861; mitgetheilt von M. Eyth. |
| Fundstelle: | Band 162, Jahrgang 1861, Nr. XXX., S. 93 |
| Download: | XML |
XXX.
Die Backsteinmaschinen auf der Ausstellung der
Royal Agricultural Society in Leeds im Juli 1861;
mitgetheilt von M.
Eyth.
Mit Abbildungen auf Tab.
II.
Eyth, über die Backsteinmaschinen auf der landwirtschaftlichen
Anstellung in Leeds.
Die fast ausschließliche Verwendung von Backsteinen als Baumaterial in dem größeren
Theile Englands mußte hier früher, als in anderen Ländern, auf eine mehr
fabrikmäßige Darstellung derselben führen. Wenn es in Verwunderung setzen kann, daß
trotzdem erst in neuerer und neuester Zeit wirklich Nennenswerthes und die Aufgabe praktisch
Lösendes auf diesem Gebiete geleistet wurde, so ist nicht zu übersehen, daß die
Fabrication mehr, als manche andere, an die Entwickelung der Dampfkraft, einer
großen, billigen und leicht transportablen Kraft gebunden ist, und daß zur
Vervollkommnung der schweren Maschinen, die in Anwendung kommen, eine Reihe
kostspieliger Experimente erforderlich war, wie sie nur die Verhältnisse der neueren
Zeit ermöglichen.
Seit der großen Ausstellung in London 1851 wurden von einzelnen Firmen Englands
fortwährend Veränderungen in der Anordnung ihrer Maschinen gemacht und fast jede
Ausstellung, namentlich aber die jährlichen Ausstellungen der Royal Agricultural Society of England, brachte Neues auf diesem Gebiete.
So waren auch auf der dießjährigen in Leeds abgehaltenen drei verschiedene Systeme
vollständig vertreten, und nur die weltbekannte Fabrik von Clayton, Shuttleworth und Comp. fehlte, um ein
vollständiges Bild des gegenwärtigen Standes der Backsteinfabrication zu geben.
Die Art der Darstellung unterscheidet sich in den drei uns vorliegenden Fällen
wesentlich, so daß sogar das erhaltene Product ein principiell verschiedenes ist.
Während Ward und Burman durch
ausschließliche Darstellung gepreßter Backsteine ein solides und sehr compactes
Baumaterial zu erhalten suchen, stellt Whitehead seine
durchbohrten und hohlen Backsteine dar, welche, leichter und gleichförmiger
gebrannt, trotz des geringeren Gewichts eine größere absolute Festigkeit besitzen.
Besonders schwere Backsteine dagegen machen Bradley und
Craven aus absolut trockenem Lehm durch bloßes
Pressen, und haben dabei den entschiedenen Vorzug, vor dem Brennen nicht erst das
nur zum Formen der Steine nöthige Wasser verdampfen zu müssen und, was wichtiger
ist, selbst den unreinsten Lehm mit bestem Erfolge verwenden zu können.
Backsteinmaschine von Ward und
Burman.
Gehen wir zur Betrachtung der verschiedenen, vor uns liegenden Mechanismen über, so
bilden die Maschinen von Ward und Burman zu Stratford-on-Avon den natürlichen Uebergang vom
Backsteinhandwerk zur Backsteinfabrik. Sie sind die billigsten, einfachsten, aber
auch wenigst vollkommenen und nur zur Darstellung von Backsteinen geeignet, für
welche der Lehm in der alten Weise von Hand oder durch irgend welche neueren
Maschinen (Quetschwalzen, Thonschneider) vorbereitet seyn muß.
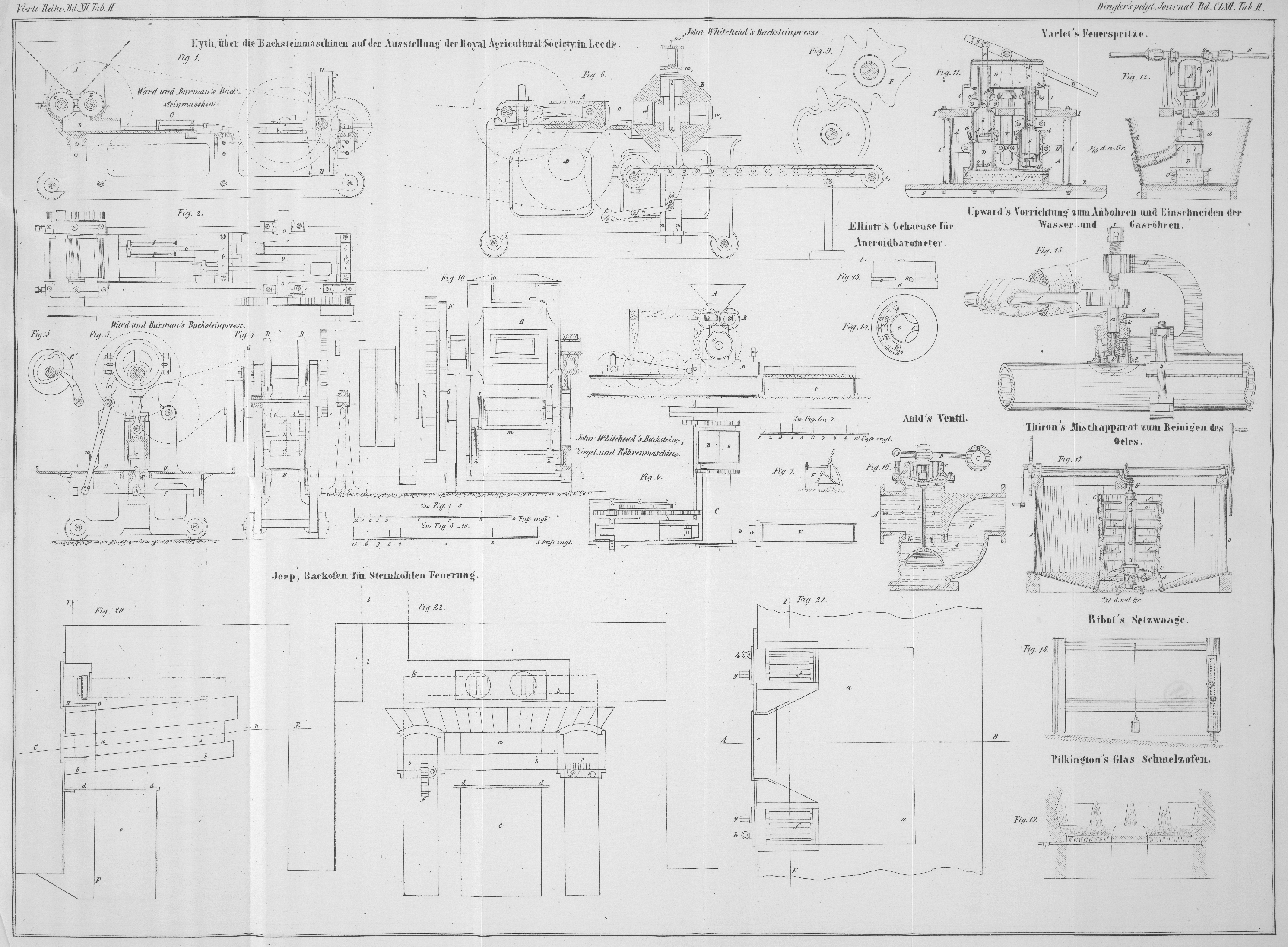
Die in Fig. 1
und 2
dargestellte Thonmaschine erfordert zwei Jungen zur
Bedienung und wird durch eine Locomobile in Bewegung gesetzt. Der Eine der Arbeiter
hat den Lehm in die Zarge A aufzugeben, welche sich nach unten öffnet
und die Lehmmasse zwischen 2 grobgeriffelte Walzen E, E
fallen läßt, durch deren Bewegung dieselbe nach unten geführt wird. Die verschiedene
Geschwindigkeit (1 : 1 1/2) der durch 2 Stirnräder verbundenen Walzen bezweckt ein
nochmaliges Kneten und Mischen der Masse. Doch sind die Walzen nicht stark genug und
liegen nicht so nahe aneinander, um förmlich als Quetschwalzen zu dienen und etwaige
Steine zu zermalmen; diese müssen schon vorher durch Sieben oder Quetschen entfernt
seyn. Der unter den Walzen befindliche gußeiserne Kasten B, welcher sich auf die angegebene Weise immer vollständig mit Lehm
gefüllt erhält, hat gegen rechts (s. Fig. 1) zwei viereckige
Oeffnungen. Der Querschnitt derselben entspricht genau der Größe der aus starkem
Blech kastenartig zusammengefügten Schlitten C, welche
auf dem sich nach außen fortsetzenden Boden des Lehmbehälters geradlinig geführt
hin- und herschleifen. Die Bewegung dieser Schlitten ist durch eine fest mit
denselben verbundene Zugstange vermittelt, welche zwischen zwei Führungslagern G u. G eine gußeiserne
Schleife trägt. In diesen Schleifen bewegen sich die Kurbellager einer
doppeltgekröpften Welle O, O, so daß bei deren Drehung
die beiden Schlitten abwechslungsweise in den Lehmbehälter hinein- und heraustreten.
Die Mündung der Schlitten gegen den Lehmbehälter hin ist offen und die Blechwände
hier messerartig zugeschärft. In denselben befindet sich ein kolbenartig beweglicher
Deckel, der einestheils durch die Wände des Schlittens, anderntheils durch 2
angenietete Stängchen geführt ist, welche den hinteren Boden des Schlittens
durchbrechen und überdieß durch ein auf der Hauptzugstange aufgekeiltes Querstück
außerhalb gehalten sind, so daß die Bewegung der Platten im Schlitten eine frei hin-
und hergehende seyn kann. – Die Länge der Stängchen F, welche unter Umständen, wenn der Schlitten sich nach rechts bewegt an
das Führungslager G anstoßen, bedingt es, daß bei der
Bewegung des Schlittens nach rechts die Platte sich relativ nach vorn schiebt, bis
sie, im äußersten Falle, bis an die Mündung desselben tritt. – Der ganze
Mechanismus ist auf 2 gußeisernen Seitenwänden aufgebaut, welche durch Traversen und
Stehbolzen verbunden sind. Das Gestell ist mit Hülfe von kleinen Rädchen leicht
transportabel. Die Bewegung wird durch die Locomobile mittelst Riemen einem
Vorgelege mitgetheilt, das dieselbe durch Stirnräder auf die gekröpfte, die
Schlitten bewegende Welle überträgt und zugleich mit Hülfe eines weiteren Riemens
die Zuführungswalzen in Bewegung setzt.
Die Wirkung des Apparats ist nun einfach die folgende: Während sich der Kasten B fortwährend mit Lehm füllt, bewegen sich die Schlitten
C vor- und rückwärts und stechen dabei in die der
Bewegung sich entgegendrängenden Massen hinein. Dadurch wird das bewegliche
Blättchen im Schlitten
bis zu dessen festem Boden zurückgeschoben, worauf derselbe, vollständig mit Lehm
gefüllt, wieder aus B heraus tritt. Ist er etwa 1'' von der Mündung des Lehmbehälters entfernt, so stoßen
die Stängchen F an dem Lager G an, die Plättchen bleiben stehen und während der Schlitten fortwährend
von links nach rechts geht, schiebt sich die ausgestochene Lehmmasse mit demselben
heraus und wird von dem zweiten Arbeiter weggenommen.
Das so erhaltene Stück hat nur auf 4 Seiten die Form eines leidlichen Backsteins.
Hinten und vorn ist sie roh abgebrochen; die vollständige Darstellung des gepreßten
und wohlgeformten Steins erfolgt deßhalb erst in der in Fig. 3–5 abgebildeten
Backsteinpresse.
Auf der sich langsam drehenden Welle A sind 2 Excenter
B, B aufgekeilt, deren kurze, starke Stängchen ein
geradlinig geführtes schmiedeeisernes Kästchen D in
verticaler Richtung auf- und abziehen. Direct unter demselben steht ein gußeiserner
Tisch F, welcher zur Auflage des noch ungepreßten
Backsteins dient, und der genau so groß ist, daß sich das Kästchen D in seiner unteren Stellung über seinen Rand
hereinschiebt. In dem Kasten befindet sich, ganz ähnlich wie in den Schlitten der
oben beschriebenen Maschine, eine bewegliche durch das Stängchen O geführte Platte C, welche,
wenn der Kasten seine höchste Stelle erreicht hat, durch das Querstück e, e, an welches die Stange C stößt, bis zur Mündung des Kastens herabgedrückt wird, wenn aber der
Kasten nach unten geht, bis zu dessen oberem Boden zurücktreten kann. Zu beachten
ist, daß die verstählten Köpfe der kleinen Excenterstangen nicht vermittelst der
Zapfen, welche hinreichend Spiel haben, sondern direct beim Herabgehen auf die
Rückseite des Kastens pressen. – Auf beiden Seiten des Preßtisches und des
beweglichen Kastens befinden sich gußeiserne Tischplatten, von welchen die
linksliegende zur Aufnahme der zu bearbeitenden, die rechtsliegende für die
gepreßten Backsteine bestimmt ist. Von den ersteren wird je 1 Stück, wie es von der
Lehmschneidemaschine kommt, bei O niedergelegt, direct
vor das über die Tischplatte laufende Flacheisen m,
welches mit dem geradlinig geführten Gestänge p sowie
mit dem Tischplättchen n in starrer Verbindung ist.
Dieses ganze, bewegliche System von Flacheisenstäben m, p,
n wird durch den Hebel q und die entsprechenden
Gelenkstücke in Bewegung gesetzt, indem derselbe auf einer Welle aufgekeilt ist, auf
der auch das Hebelchen r sitzt. Ein an Letzterem
befestigter Zapfen greift nämlich in eine Nuth ein, welche auf der am Ende der Welle
A aufgekeilten Scheibe G
eingegossen ist. Die Form dieser Nuth und die Stellung der Scheibe zu den Excentern
ist durch die im Folgenden zu beschreibende Bewegung des Flacheisens m und des Tischplättchens
n bestimmt. – Das Gestell der Maschine besteht
ebenfalls aus zwei Seitenwänden, die durch Stehbolzen und mit dem Tische fest
verbunden sind, und zur Erleichterung des Transports auf Rädchen ruhen. – Die
Hauptachse und damit der ganze Apparat wird durch eine Stirnradübersetzung und ein
mit fester und loser Riemenscheibe versehenes Vorgelege von der Locomobile aus in
Bewegung gesetzt.
Die bei O niedergelegte Lehmmasse wird nun im Augenblick,
wenn die Excenter und damit der Preßkasten seine höchste Stellung erreicht hat,
durch das Plättchen m, das sich gerade zu bewegen
anfängt, auf den Preßtisch F geschoben. Die Form der
Grube in der Gußscheibe G ist der Art, daß sich die
Stange p und damit m und n, sobald der Backstein auf dem Preßtisch liegt, wieder
um etliche Zoll zurückschiebt und dann stehen bleibt. Jetzt bewegt sich der
Preßkasten abwärts und schneidet mit den unten zugeschärften Kanten die
hervorstehenden Theile der noch etwas unförmlichen Lehmmasse ab. Dann, über die
Kanten des Preßtisches hereintretend, ertheilt er dem Backstein die erforderliche
Pressung, worauf sich die Excenter wieder nach oben bewegen. Auch der Backstein, der
fest in der Form klebt, geht mit nach oben, bis das Stängchen e anstoßt, die Platte O somit stehen bleibt
und sich der Backstein langsam aus der Form herausstreift. Mittlerweile hat sich
aber die Stange p wieder in Bewegung gesetzt und geht
von rechts nach links, bis sich das Tischplättchen n in
der in Fig. 3
gezeichneten Lage befindet. Hier hält das Gestänge einen Moment, während dessen der
vollständig aus dem Preßkasten getretene Backstein auf den Tisch n niederfällt, und der Arbeiter einen neuen Lehmkörper
bei O niederlegt. Durch die nun wieder aufs Neue
beginnende Bewegung des ganzen Mechanismus wird der fertige Backstein nach O' hingeführt, wo er von einem Jungen abgenommen wird,
während sich der nächste auf den Preßtisch legt.
Die gekröpfte Welle der Lehmschneidemaschine macht 6 bis 7 Touren per Minute; die Excenterwelle der Presse macht 14. Es
berechnet sich somit die Leistungsfähigkeit beider Maschinen bei gehöriger Bedienung
auf circa 800 Backsteine per
Stunde oder 8000 per Tag. Eine 3–4pferdige
Locomobile setzt die Maschinen leicht in Bewegung; außerdem erfordern sie aber 4
Jungen zu ihrer speciellen Bedienung und Leute und die nöthigen Apparate zur
Darstellung eines guten Lehms. Nicht schwierig wäre es und mit geringen Kosten
verbunden, die Lehmschneide und die Preßmaschine der Art zu combiniren, daß die auf
der einen Maschine zugeschnittenen Lehmmassen von selbst unter die Presse liefen,
wodurch wenigstens zwei Paar Hände erspart würden.
Der Preis beider Maschinen zusammen beträgt 120 Pfd. Sterl.
Die dargestellten Backsteine sind schön, scharfkantig und durchaus gleichförmig. Die
Pressung, welche der Masse ertheilt wird, kann, je nach der Beschaffenheit des
Lehms, durch Heben oder Senken des Preßtisches verändert werden. Nur tritt dann der
große Uebelstand ein, daß die Steine eine andere Stärke bekommen. Ueberhaupt halten
diese Maschinen kaum einen Vergleich mit den im Folgenden zu beschreibenden aus, und
sind nur da zu empfehlen wo Geldverhältniß die Anschaffung der bedeutend theureren
Apparate anderer Fabriken unmöglich machen.
Backstein-, Ziegel- und Röhren-Maschine von John
Whitehead.
Die Maschinen von John Whitehead zu Preston in Lancashire,
die schon auf den Weltausstellungen von London und Paris Preise davon trugen, sind
in ihrem Princip wohl hinlänglich bekannt, so, daß wir uns darauf beschränken
können, nur andeutend die reiche Ausstellung der verschiedenartigen Geräthe dieser
Firma zu berühren. Das wirklich Neue wird sich hierbei leicht hervorheben
lassen.
In Fig. 6 und
7 ist das
allgemeine Arrangement der vollständigen Ziegel-,
Backstein- und Thonröhren-Fabrik skizzirt, wie sie auf dem Ausstellungsplatz in Leeds im Gang war.
– Von der Zarge A geht der Lehm direct, wie er
aus der Grube kömmt, durch die Quetschwalzen B, die dazu
dienen. Steine zu zermalmen und die Schollen zu zerbrechen und fällt von hieraus,
mit Wasser gemischt, in den horizontal liegenden Thonschneider. Die Walzen haben
2' Länge und 2' Durchm.,
erfordern 3–4 Pferdekräfte und sind im Stande stündlich 80–100 Ctr.
Lehm zu verarbeiten. – Wesentlich nun ist die horizontale Lage des
Thonschneiders C, über dessen einem Ende das
Quetschwalzwerk steht. Der Zweck dieser Einrichtung ist, die Zarge möglichst tief
stellen zu können, um das Rohmaterial so wenig als möglich in die Höhe schaffen zu
müssen, was bei den gewöhnlichen, senkrechten Thonschneidern immer einen mißlichen
Umstand bildet. Der horizontale Schaft des Thonschneiders macht nur 4 Touren; die
6'' breiten, spiralförmig gestellten Schaufeln,
welche mit der Ebene in der sie sich drehen einen Winkel kleiner als 30°
bilden, und mit je 6 kleinen senkrecht zu ihrer Fläche stehenden Messern versehen
sind, wälzen die ganze Lehmmasse, dieselbe zerschneidend, knetend und mischend, dem
andern Ende des Cylinders zu. An diesem Ende stehen die Schaufeln ganz senkrecht zu
der Ebene, in der sie sich drehen, und drücken den Lehm durch die nach unten gehende
Oeffnung des Cylinders fortwährend in die Preßmulde C.
– Diese Preßmulde hat nach vorn und hinten Oeffnungen. Von hinten tritt, durch Kurbel und
Kurbelstange in langsame Bewegung versetzt, ein viereckiger Kolben pluntscherartig
in die Mulde ein und aus, und preßt dadurch den in der Mulde befindlichen Lehm
stoßweise nach vorn, während, beim Zurücktreten, der entstehende leere Raum alsbald
von dem vom Thonschneider herabdringenden Lehm ausgefüllt wird. Die vordere Oeffnung
dient zur Befestigung des Mundstücks, das, je nach dem herzustellenden Product,
Oeffnungen entsprechend dem Querschnitt eines Backsteins, einer Anzahl Ziegel oder
Röhren hat. Whitehead vermeidet mit vollem Recht bei
seinen Maschinen, wenn irgend möglich, Schrauben.
Textabbildung Bd. 162, S. 98
So sind auch diese Mundstücke nur durch Knacken in der unten
skizzirten Weise festgehalten – eine Verbindung, die dem Zweck vollständig
entspricht, trotzdem sie sehr leicht löslich ist. Ehe die nach vorn sich bewegende
Lehmmasse das Mundstück erreicht, wird sie an den Wänden von unter einigem Druck aus
dem Behälter m eindringenden Wasser bespült, wodurch
sich der Lehm beim Hervortreten aus der Form leicht von dem Metall loslöst und glatt
und sauber heraustritt. Vor der Mündung steht ein Tisch, der aus einer Anzahl
beweglicher, mit Filz überzogenen Rollen von 1 1/2'
Länge und 2'' engl. Durchmesser besteht. Diese Rollen
lagern in 2 in der Längenrichtung laufenden Flacheisenschienen, und dienen der aus
dem Mundstück hervortretenden Lehmmasse als Lager, auf dem sie sich mit Leichtigkeit
fortwälzen kann, was freilich nicht immer ganz ohne Beschädigung des Products
abgeht. Längs dieses Tisches befindet sich ein Rahmen, dessen unterer Schenkel unter
den Rollen, der obere über denselben liegt. Dieser Rahmen ist um eine Achse drehbar,
die sich am Boden direct unter dem Tisch befindet, und kann mittelst eines
Handgriffs von der einen zur andern Seite des Tisches bewegt werden. Zwischen den in
der Längenrichtung laufenden Rahmenschenkeln sind in Distanzen, welche nur durch die
Größe der Rollen bedingt sind, sonst aber je nach dem darzustellenden Producte
gewählt werden, Saiten ausgespannt. Durch die oben beschriebene Bewegung des Rahmens
von einer Seite des Tisches zur andern im Augenblick des Stillstands des
ausgepreßten Lehmkörpers, d.h. des Rückgangs der Kurbel, wird derselbe durch die Saiten
in die entsprechende Anzahl Backsteine, Röhren etc. zerschnitten.
Die Productionsfähigkeit der Maschine berechnet sich folgendermaßen: Die Kurbel,
welche den Schlitten oder Kolben in der Preßmulde bewegt, hat 16'' Radus und macht 3 Hube pr. Minute. Dieß würde einem Lehmkörper von 3. 2. 16 = 96'' pr. Minute entsprechen. Da aber der Querschnitt des
Kolbens größer ist, als der Querschnitt des Mundstücks, so wird der Lehmkörper
beträchtlich länger und zwar bei gewöhnlichen Backsteinen pr. Hub 6', pr. Minute also 18'. Da nun die Whitehead'schen
Backsteine eine Stärke von 4'' (Länge 12'', Breite 6'') haben, so
gibt jeder laufende Fuß 3 Backsteine und in 10 Arbeitstunden werden
10. 3. 18. 60 = 32400
Backsteine geliefert.
Das Auspressen aus den Mundstücken, sowie namentlich das Zerschneiden des Lehmkörpers
mittelst der Saiten, erfordert selbstverständlich einen sehr weichen und vollständig
steinfreien Lehm, wie er bei nicht sehr günstiger, natürlicher Beschaffenheit durch
die einfachen Quetschwalzen nicht geliefert werden kann. In solchen Fällen wendet
Whitehead den ganzen Apparat zum Sieben an, indem er
nach Entfernung der gewöhnlichen Mundstücke und des Rollentisches, vor der Oeffnung
ein aus schmiedeeisernen, rostartig gelegten Stäben bestehendes Sieb befestigt,
durch das der Lehm durchgetrieben wird, ehe er zur Fabrication von Röhren etc.
verwendet werden kann.
Bei sehr steinigem Lehm empfiehlt Whitehead sein doppeltes
Quetschwalzenwerk, das das Sieben ganz unnöthig machen soll. Es liegen hierbei 2
Paar Quetschwalzen senkrecht übereinander, von denen sich die oberen von der Länge
von 2 1/2' und dem Durchmesser von 20'' mit gleicher, die unteren mit verschiedener
Geschwindigkeit drehen, indem eine Walze 2 mal schneller läuft, als die andere. Die
sehr solid construirte Mühle kostet 75 Pfd. Sterl. und wiegt 106 Ctr.
Die ganze, oben beschriebene Mühle mit Ausnahme des Rollentisches und der
Quetschwalzen, sowie der verschiedenen Mundstücke, welche besonders bezahlt werden,
kostet 180 Pfd. Sterl.
Ein gewöhnlicher senkrechter Thonschneider, von einem Pferd in Bewegung gesetzt
(Cylinder 24'' Durchm., 54''
hoch; Schaft 3 Umdrehungen), kostet 14 Pfd. Sterl.
Ein verticaler Thonschneider mit siebartig durchbrochener Cylinderwand, durch welche
während des Mischens der Thon getrieben werden soll, und der somit zugleich den
Proceß des Siebens zu vollziehen hat, war nicht in Thätigkeit, und scheint zum mindesten nicht bei
jeder Art von Lehm angewendet werden zu können.
Statt die Bewegung des Kolbens in der Preßmulde durch eine Maschine zu vermitteln,
hatte Whitehead früher immer seine ganz nach demselben
Princip construirten Maschinen von Hand mittelst eines Schwungrads und einer
einfachen Uebersetzung in Bewegung gesetzt. Hiebei wurde die Preßmulde, die nicht in
directer Verbindung mit dem Thonschneider war, zuerst durch Arbeiter mit Lehm
gefüllt, hierauf der abnehmbare Deckel derselben geschlossen und dann der Kolben
vorwärts getrieben. Für kleinere Fabriken ist diese Anordnung noch immer sehr zu
empfehlen. Die Preßmulde hat 26'' Länge, 9'' Tiefe und 16 1/2'' Weite.
Sie macht, gehörig bedient, pr. Tag 6000 Röhren von 2'' Durchm. und 13 1/2''
Länge. Preis 21 Pfd. Sterl.
Doppeltwirkende Maschinen für Handbetrieb nach dem gleichen Princip mit einem
Treibrad, 2 Preßmulden und Rollentischen versehen, produciren pr. Tag ca. 8–9000 2zöllige Röhren. Der
Apparat wiegt 18 Ctr. und kostet 28 Pfd. Sterl.
Durch das Verschrauben verschiedener Mundstücke können selbstverständlich die
verschiedensten Arten von Ziegel- und Backsteinen, sowie cylindrische Röhren von
jedem Querschnitt, selbst von einem solchen, der größer ist als die Weite der
Preßmulde, hergestellt werden. Besonders bekannt ist Whitehead in dieser Hinsicht durch seine durchbohrten Backsteine. Das zu ihrer Darstellung angewendete Mundstück
ist mit Messingstiften versehen, welche an Querstäbchen im Grund der Mündung
befestigt, in der Richtung des sich herausschiebenden Lehmkörpers nach vorn
verlaufen und bündig mit dem Ende des Mundstücks abgeschnitten sind.
Auf diese Weise erhält der Lehmkörper und damit jeder einzelne Backstein 18 Löcher
von 5'' Weite. Die Whitehead'schen Backsteine sind größer als die gewöhnlichen englischen. Sie
haben 12'', 6'' und 4'', während letztere 10'',
5'' und 3'' haben.
Trotzdem sind sie, in Folge der Durchbohrung, ebenso leicht. Der Hauptvortheil aber
ist, daß sie durch die Löcher viel rascher und gleichförmiger gebrannt werden können
und dadurch, angestellten Versuchen gemäß, ihre Festigkeit wesentlich erhöht
wird.
Es dürfte wohl nicht uninteressant seyn, hier die Resultate dieser Versuche, wie sie
von John Rowan und Söhnen in
Belfast angestellt wurden, etwas näher zu erörtern. Dieselben benützten ein
hydraulische Presse, auf deren Preßplatte sie einen Pfeiler von 18'' im Quadrat und 4 Schichten gewöhnlicher Backsteine
(also 1' Höhe) in Cement gemauert, aufsetzten. 24
Stunden nach dem Mauern wurde der Versuch gemacht. Der Pfeiler aus gewöhnlichen
Steinen fieng an bei einem Druck von 110 Tonnen zu weichen und brach bei 150 Tonnen.
Der Pfeiler der Whitehead'schen durchbohrten Ziegel hielt
270 Tonnen ohne eine Spur von Bruch oder Weichen aus, und brach bei 350 Tonnen.
– Ein zweiter Versuch wurde mit einem Pfeiler von 9'' im Quadrat gemacht. Aus gewöhnlichen Steinen construirt, brach derselbe
bei 40 Tonnen, aus Whitehead'schen erst bei 120 Tonnen.
Das Mittel aus diesen Versuchen, auf den englischen Quadratfuß reducirt, gibt für
gewöhnliche Steine eine mittlere Tragfähigkeit von 69 Tonnen, für die durchbrochenen
eine solche von 184 Tonnen, eine Differenz, die sich bloß durch das regelmäßige
Durchbrennen der ganzen Masse des Steins bei den durchbrochenen Backsteinen erklären
läßt.
Trotz der Vollkommenheit seiner Maschinen, denen Whitehead
mit Recht nachrühmen kann, daß die Hauptschwierigkeit in der Entfernung der
ungeheuern Masse des erzeugten Products bestehe, lassen sich doch einige im Princip
liegende Nachtheile nicht übersehen. Das Ausdrücken aus der Mulde und namentlich das
Zerschneiden mit Saiten, erfordert ein überaus reines und weiches Rohmaterial, und
namentlich einen verhältnißmäßig großen Wasserzusatz, dessen Verdampfung vor dem
Brennen mehr Zeit und Mühe kostet als die Darstellung der Backsteine selbst. Das
Rollen des Lehmkörpers über die Filzwalzen alterirt denselben bei Darstellung von
Backsteinen wenig, bei großen Röhren ist dieß jedoch ein wesentlicher Nachtheil. Und
auch die Kanten der Backsteine werden selbstverständlich nicht so scharf und schön,
wie es unter Umständen zu wünschen wäre.
Um deßhalb für Façaden hübsche Steine zu erhalten, wendet Whitehead eine sehr sinnreich construirte Presse an, die sich durch ihre Leistungsfähigkeit sowie
durch Schönheit des Products auszeichnet.
Fig.
8–10 stellen diese Maschine vor. Sie besteht wesentlich aus einem
horizontal geführten, durch eine gekröpfte Kurbelwelle E
und eine kurze Kurbelstange in Bewegung gesetzten Preßschlitten A und einer gußeisernen Walze B, die auf 4 Seiten, dem Querschnitt, d.h. der Breitseite der Backsteine
entsprechende Oeffnungen darbietet. Der nach innen liegende Boden dieser Oeffnung
wird durch schmiedeeiserne Platten gebildet (a, a' und
b, b'), von denen je die zwei gegenüberliegenden in
der Weise durch schmiedeeiserne, eingenietete Stangen verbunden sind, daß sie sich
zusammen in der Form verschieben, so daß immer nur eine Oeffnung zur Aufnahme des
Lehmkörpers bereit erscheint, die andere aber durch den vorgeschobenen Boden
geschlossen ist. Ein weiteres Heraustreten dieses Bodens oder ein Zurücktreten des
gegenüberliegenden in der Preßform, wird durch im Innern der Walze angegossene Leisten verhindert.
Die Walze ruht an beiden Enden mittelst eingekeilter Zapfen auf starken Lagern. Der
eine sich nach außen verlängernde Zapfen trägt eine in Fig. 9 in der Ansicht
gezeichnete sternförmige Scheibe F, welche durch eine
zweite auf der Welle C sitzende Scheibe G mittelst eines Zahns in Bewegung gesetzt wird. Die
Verhältnisse sind so gewählt, daß einer Umdrehung der Scheibe G eine Drehung der Walze um 90° entspricht. Diese Drehung erfolgt
aber nur während eines kurzen Theils der Zeit, welche die Welle G zu einer vollständigen Tour braucht, indem Stern und
Walze in der übrigen Zeit durch den an der Peripherie des Sterns streifenden
kreisrunden Theil der Scheibe festgestellt sind. Der Stillstand der Walze erfolgt
stets, wenn die dem Preßschlitten Nächstliegende Form zur Aufnahme des Lehms eine
genau horizontale Richtung hat. – Die Kurbelwelle E und die den Stern bewegende Welle C stehen
nur durch zwei Stirnräder und durch einen kleinen in beide eingreifenden Kolben D in Verbindung, so daß nothwendig, da die beiden
Stirnräder gleich groß sind, einem Vor- und Rückgang des Schlittens eine
Viertelsumdrehung der Formwalze entspricht. Auf der schnellergehenden Welle des
vermittelnden Kolbens sitzt ein Schwungrad und die zur Bewegung des ganzen
Mechanismus nöthige feste und lose Riemenscheibe. – Die Welle C trägt außer der angeführten Scheibe G zwischen den Seitenwänden des Gestells ein Excenter
d und eine Schnurscheibe e (Fig.
10). Das Excenter setzt durch den Hebel h
zunächst die Welle f in Bewegung, die an ihrem andern
Ende einen entsprechenden Hebel h' trägt. Beide Hebel,
h und h', setzen, durch
kleine Gelenkstücke vermittelt, ein geradlinig geführtes Gerüst m, m in auf- und abgehende Bewegung. Dieses Gestänge
trägt oben, bei m¹, eine mit Filz überzogene
Platte, genau von der Größe der Preßformen in der Walze, welche bei der Bewegung des
ganzen Mechanismus im Augenblick des Stillstands der Walze in die gerade nach oben
gerichtete Form hinein- und wieder heraustritt, ehe die Walze sich zu drehen
anfängt. Die Schnurscheibe dient zur Bewegung einer entsprechenden Scheibe e', mittelst eines endlosen Kettchens. Auf der Welle C sowie auf der Welle des Scheibchens e', sitzen nämlich 14''
breite, hölzerne Walzen, über welche ein endloses Band läuft. Dasselbe wird durch
eine Anzahl hölzerner Rollen unterstützt, deren Lager in 2 Langschienen liegen, die
auf der einen Seite die Welle C, auf der andern die
Welle e umgreifen und in der Nähe der letzteren durch 2
Füße gestützt werden. Das Band dient dazu, das Abnehmen der gefertigten Backsteine
zu erleichtern.
Nachdem nun an der Stirnfläche des Schlittens sowohl, als an den verschiebbaren Böden
der Preßformen die der Gestalt des façonirten Backsteins entsprechenden schmiedeeisernen
Platten festgeschraubt sind, beginnt die Operation in der folgenden Weise: Im
Augenblick, wenn der Schlitten seine äußerste Stellung nach links erhalten hat, legt
der Arbeiter den von der gewöhnlichen Maschine erhaltenen Backstein bei O nieder. In diesem Augenblicke hat auch die Walze die
in Fig. 8
gezeichnete Stellung angenommen und bleibt gerade stehen, um den durch den Schlitten
vorwärts geschobenen Backstein in der Form A
aufzunehmen. Sowie sich nach ertheilter Pressung der Schlitten aus der Form
zurückgezogen hat, kommt der Daumen der Scheibe G mit
dem Stern F in Eingriff und die Formwalze dreht sich um
90°. Ist die Drehung vollendet, so hat der Schlitten seine ursprüngliche
Stellung links erreicht und die Walze bietet eine neue leere Form zur Aufnahme eines
zweiten Backsteins dar. – Der erste dargestellte hängt, in seiner Form
klebend, einen Moment ruhig nach unten, gerade über dem sich fortwährend
vorwärtsbewegenden endlosen Band. Die Filzscheibe m',
die in Folge der Stellung des Excenters d während der
Drehung der Walze außerhalb derselben eine auf- und abgehende Bewegung gemacht hat,
tritt nun in die nach oben gekehrte Preßform und drückt, zugleich an den Wänden
streifend und diese reinigend, die Bodenplatte b und
damit b' nach unten. Hiedurch wird der gepreßte
Backstein langsam aus seiner Form herausgeschoben und legt sich schließlich auf das
endlose Band, das ihn nach rechts abführt. Mittlerweile ist die Filzplatte wieder
nach oben gegangen, und verläßt die Form einen Augenblick vorher, ehe sich die Walze
abermals in Bewegung setzt, um den zweiten fertigen Backstein nach unten zu kehren
und eine dritte, soeben vollständig gereinigte Oeffnung dem sich vorwärts bewegenden
Schlitten darzubieten.
Bei jeder Bewegung des Schlittens wird somit 1 Backstein fertig, bei jeder Umdrehung
der Walze 4. Die Welle D macht bei gewöhnlichem Gang 60
Umgänge, E und C machen 20,
die Formwalze 5. Es werden somit pr. Minute 20 Steine
und pr. Tag ca. 60. 20. 10 =
12000 Steine gepreßt. Die Productionskraft könnte bedeutend erhöht werden, wenn der
Arbeiter im Stande wäre, die zu pressenden Backsteine rascher bei O niederzulegen.
In der Aufstellung selbst wurden immer die durchbohrten Backsteine, wie sie von der
Hauptmaschine kamen, auf die Presse gebracht und von 4''
Stärke auf 3'' zusammengedrückt. Whitehead behauptet, daß es nicht nöthig sey, vorher ungepreßte Steine
darzustellen, wenn man nur immer die nöthige Menge Lehm bei O niederlege. Darin aber wird die Schwierigkeit eben liegen, die es fast
unumgänglich nothwendig macht, vorher das jedesmal nöthige Quantum genau zurecht zu
legen, was wohl am besten durch die Hauptmaschinen selbst geschieht.
Der Preis der Presse ist 45 Pfd. Sterl.
Es würde uns zu weit führen, auf alle einzelnen Abänderungen des Hauptprincips, auf
alle Vorrichtungen und Werkzeuge einzugehen, die Whitehead zur Darstellung seiner mannigfaltigen Backsteinformen, die er
rund und quadratisch, durchbohrt oder ganz hohl macht, und die zur Bildung von
Bunden, Ecken, Gewölben etc. jedesmal eine entsprechende Form erhalten, oder die er
zur Fabrication von Ziegeln und Röhren benützt. Bei allen diesen complicirten Formen
des Products zeigt sich der Uebelstand eines horizontalen Rollentisches, der die
Form des aus der Preßmulde austretenden Lehmkörpers nur zu leicht alterirt,
unverkennbar.
Um so mehr war es zu bedauern, daß Clayton, welcher diesen
Punkt besonders berücksichtigt, in diesem Gebiete nicht ausstellte. Freilich hat er
nach dem Urtheil der Agricultural Society durch
Vermeidung des einen Fehlers einen andern Uebelstand herbeigezogen. Auf der in
Norwich abgehaltenen Ausstellung sprachen sich die Richter wohl mit Recht über seine
Maschinen dahin aus:
„Clayton's Maschine ist noch immer eine
Combination des horizontalen und verticalen Systems. Der Fabrikant hat eine
beträchtliche Menge Geschicklichkeit und Geduld an ein falsches System
verschwendet – nicht als ob die horizontale Bewegung des austretenden
Lehmkörpers im Stande wäre, so gute Röhren von beträchtlicher Größe zu erzeugen,
wie es die verticale ist; zieht man aber in Betracht, wie wenig Röhren von
solchen Dimensionen im Verhältniß zu kleineren verlangt werden, so ist es klar,
daß eine Maschine, welche eine so beträchtliche Höhe für die Aufgabe des
Rohmaterials verlangt, nicht ökonomisch seyn kann.“
(Der Schluß folgt im nächsten Heft.)
Tafeln