| Titel: | Das Formen und Gießen der Hartwalzen von der Gesellschaft John Cockerill. |
| Fundstelle: | Band 162, Jahrgang 1861, Nr. XCV., S. 351 |
| Download: | XML |
XCV.
Das Formen und Gießen der Hartwalzen von der
Gesellschaft John Cockerill.
Aus Armengaud's Génie industriel, October 1861, S.
223.
Mit einer Abbildung auf Tab. V.
Verfahren zum Formen und Gießen der Hartwalzen.
Beim Gießen von Hartwalzen geschieht es nicht selten, daß die Schale springt, indem
die Wärmeübertragung nicht in allen Theilen gleich schnell stattfindet, und die
Schale sich nicht so rasch erhitzt als das geschmolzene Metall einfließt.
Die Gesellschaft John Cockerill hat diesem Uebelstand
dadurch vorzubeugen gesucht, daß sie dem Gusse ein Anheizen der Außenfläche der
Schale vorausgehen läßt. Dieses Anheizen, welches sehr gute Resultate liefert, wird
dadurch bewirkt, daß man um die Schale einen Mantel aus Gußeisen von gewisser Dicke
gießt, was eine fast gleichzeitige Erhitzung des Inneren und des Aeußeren der Form,
welche den Guß aufnehmen soll, zur Folge hat; die Ausdehnung der Schale erfolgt also
in gleichmäßiger Weise. Bei diesem Verfahren bleibt natürlich die geschmolzene Masse
länger flüssig; die Molecüle derselben legen sich daher dichter an einander und es
entstehen seltener Blasenräume; die abgedrehte Walze hat demnach ein besseres
Ansehen.
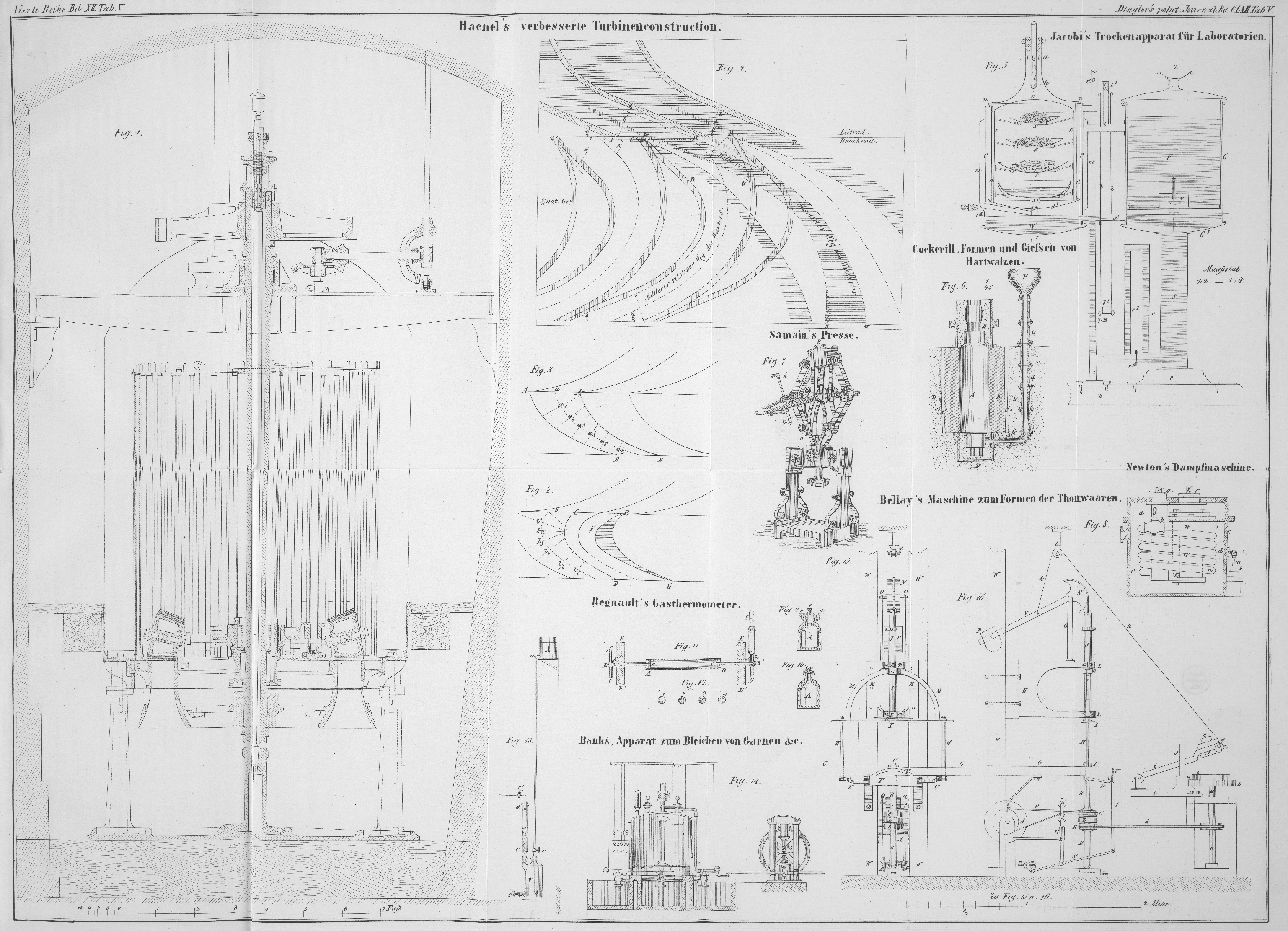
Figur 6 stellt
die angewandte Vorrichtung im Durchschnitt nach der Achse der Walze dar.
Die Eingußröhre E steht mit dem unteren Theil der Form
durch das horizontale Rohr G in Verbindung, welches in
die Form des unteren Zapfens einmündet.
Nachdem die Form in der erwähnten Weise vorläufig angewärmt ist, kann der Guß mit
einer gewissen Langsamkeit ausgeführt werden, damit die Luft ohne Aufkochen oder
Verspritzen durch die Windpfeifen entweicht.
Die Schale B besteht aus zwei halbcylindrischen Theilen,
welche in die Sandform D dergestalt eingesetzt sind, daß
ein ringförmiger Raum C um die Schale frei bleibt, in
welchen man eine Schicht Eisen eingießt. Die Schale ist oben und unten mit zwei
Kasten versehen, in welchen die Walzenzapfen eingeformt sind.
Das Ganze steht in einer Dammgrube, welche mit Sand ausgestampft ist. Die oben mit
einem Trichter F versehene Eingußröhre E erhebt sich mit demselben noch über das Niveau des
obern Zapfens und sichert dadurch die vollkommene Füllung der Form. (Patentirt in
Belgien am 26. Juli 1859.)
Tafeln