| Titel: | Die Bohrmaschinen, Ziehbänke und Walzwerke zur Herstellung der Gewehrläufe, von Christoph, Hawksworth und Harding. |
| Fundstelle: | Band 171, Jahrgang 1864, Nr. VI., S. 29 |
| Download: | XML |
VI.
Die Bohrmaschinen, Ziehbänke und Walzwerke zur
Herstellung der Gewehrläufe, von Christoph, Hawksworth und Harding.
Aus dem Practical Mechanic's Journal, September 1863, S.
148; durch das polytechnische Centralblatt, 1863 S. 1399.
Mit Abbildungen auf Tab.
I.
Christoph's Hawksworth's und Harding's Maschinen.
Die auf Tab. I zusammengestellten Maschinen dienen zur Herstellung von Gewehrläufen
und beruhen auf einem Verfahren, das nicht nur billiger, sondern auch zweckmäßiger
ist, als das bisher gebräuchliche Hohlschmieden bei hoher Temperatur. Das neue
Verfahren ist folgendes: Zunächst wird das rohe cylindrische Rohr durch Ausbohren
des mittleren Kerns aus einer massiven Stange von Eisen, Stahl oder irgendeinem
anderen Material dargestellt; dann wird das cylindrische Rohr mit Anwendung
eigenthümlicher Ziehplatten gezogen, und darauf durch ein Walzwerk oder auch durch
Ziehplatten ein Druck von außen nach innen angewendet, die Innenfläche aber mit
Hülfe eines Dorns, der einen Druck von innen nach außen ausübt, geglättet.
Dieses Verfahren zeichnet sich zunächst durch seine Einfachheit und Billigkeit aus;
es werden aber auch dem Material seine guten Eigenschaften besser erhalten, wenn man
den Kern aus einem massiven Stücke ausbohrt, als wenn man das Stück hohl schmiedet,
und endlich gewinnt das Metall durch das Ziehen und Walzen in kaltem Zustande an
Zähigkeit, indem es eine faserige Structur annimmt und zugleich dichter und härter wird. Das
Verfahren ist im allgemeinen nur eine Uebertragung des bekannten Drahtziehverfahrens
aus die Herstellung von Gewehrläufen und anderen röhrenartigen Körpern. Auch hier
kann die Zerreißungsfestigkeit eines Pianofortedrahtes bis auf 120 Tonnen per Quadratzoll gesteigert werden, wenn auch die
Festigkeit des rohen Arbeitsstücks nicht über 35 bis 40 Tonnen betrug.
Die Eigenthümlichkeit der neuen Bohrmaschine besteht in der Anwendung einer Anzahl
feststehender Bohrer, welche eine gleiche Anzahl in Drehung befindlicher
Arbeitsstücke gleichzeitig bearbeiten, während nach dem gewöhnlichen Bohrverfahren
die Arbeitsstücke feststehen und die Bohrer sich drehen. Die Bohrer haben eine
solche Gestalt, daß die Bohrspäne sich leicht ablösen, und werden durch bekannte
Mittel mit einer der Größe des Bohrlochs entsprechenden Geschwindigkeit dem
Arbeitsstück entgegengeführt.
Beim Ziehen, das entweder im heißen, oder im kalten Zustande erfolgen kann, wird an
Stelle der Ketten, deren man sich gewöhnlich bedient, eine Schraubenspindel
angewendet. Die Ziehplatten haben conische Ziehlöcher und sind viel dicker als
gewöhnlich, damit die Rohre besser unterstützt werden, wenn sie der Wirkung der
Ziehplatte und des Dorns unterliegen. Die Enden der Rohre werden durch
Schraubzwingen gefaßt, welche sowohl an der Innen-, als an der Außenwand
derselben festgeschraubt werden. Soll das Rohr eine besonders große Festigkeit
erhalten, so wird ein Rohr innerhalb eines anderen unter Anwendung eines inneren
Dorns gezogen; das innere Rohr wird dann durch die Ausdehnung, die es unter der
Einwirkung des Dorns erleidet, fest eingezwängt, und es bedarf keiner Erhitzung
desselben, wie nach dem gewöhnlichen Verfahren. Dasselbe Verfahren ist auch
anwendbar, wenn man ein Rohrende mit einer erweiterten Schnauze, die zur Aufnahme
eines anstoßenden Rohrs bestimmt ist, versehen will. Um Röhren von sehr kleinem
Durchmesser herzustellen, empfiehlt sich ein expandirbarer Dorn, der nach Vollendung
der Operation sich leicht aus der Röhre herausziehen läßt. Eine andere Gestalt der
Ziehbank dient zum Ziehen von zwei Röhrensätzen in abwechselnder Reihenfolge und
besteht in einer horizontalen, doppeltwirkenden hydrostatischen Presse mit zwei
Cylindern und einem Kolben, der für beide Cylinder dient. Dadurch, daß beide
Cylinder abwechselnd in Thätigkeit treten, wird der Ziehproceß ein ununterbrochener,
und man verliert mithin keine Zeit mit dem Zurückrücken der Schraubzwingen nach
jedem Zuge. Die Ziehplatten befinden sich in den Flantschen der beiden Cylinder und
die Schraubzwingen sind an einer Flantsche in der Mitte des Kolbens befestigt.
Hiernach sind also zwei
Sätze von Ziehplatten, Schraubzwingen und Dörnern vorhanden, und während ein Satz
derselben im Begriffe steht, die Röhren zu ziehen, werden an dem andern Satze die
Arbeitsstücke für den nächsten Kolbenhub, der die entgegengesetzte Bewegungsrichtung
hat, zurecht gemacht.
Was endlich die Verbesserungen an den Walzwerken betrifft, so wird eine Anzahl
entsprechend gestalteter Scheiben auf eine gemeinschaftliche Welle aufgeschoben,
anstatt daß die ganze Walze aus einem Stücke hergestellt wird. Diese Construction
erleichtert die Anwendung gehärteter Stahlwalzen und macht die Unterhaltung
billiger, da man bei einem vorkommenden Bruche nicht die ganze Walze, sondern nur
eine einzelne Scheibe auszuwechseln braucht.
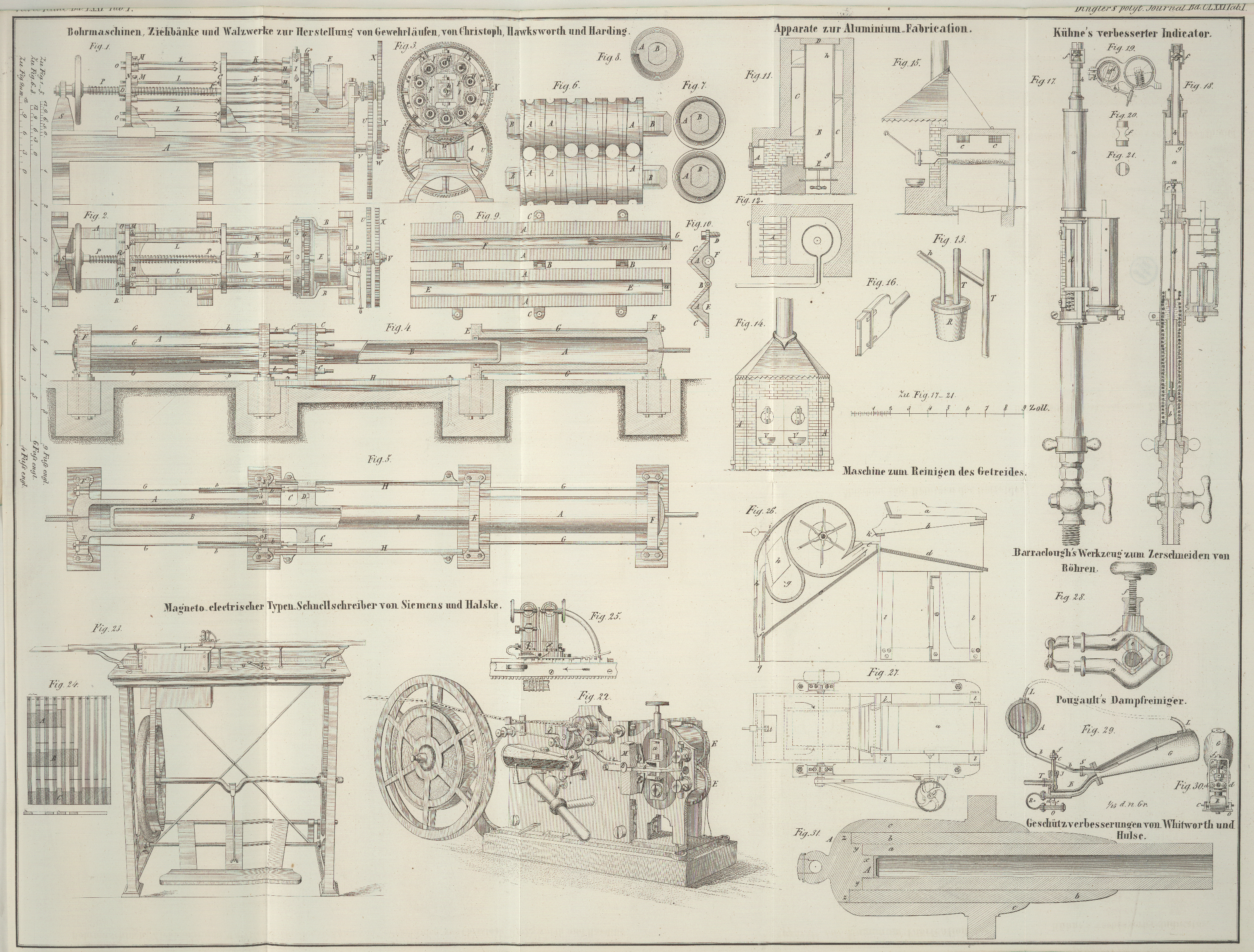
Fig. 1 der
betreffenden Abbildungen zeigt die Seitenansicht der neuen Bohrmaschine in ihrer
Anwendung auf Gewehrläufe, Fig. 2 den zugehörigen
Grundriß und Fig.
3 die Vorderansicht mit theilweisem Querdurchschnitt. Auf den Wangen A sitzen die beiden festen Docken B und C, in denen eine hohle Treibwelle D mit ihren Fest- und Losscheiben E aufgelagert ist. Ein nahe am Ende dieser Welle
aufgekeiltes Stirnrad F greift in eine Anzahl Stirnräder
G, von denen ein jedes auf eine drehbare Büchse H in der Kreisplatte I der
Docke aufgekeilt ist. In den drehbaren Büchsen werden durch Preßschrauben die Enden
der zu bohrenden Rohre K befestigt, während die
entgegengesetzten Enden dieser Rohre in entsprechenden Oeffnungen der festen Docke
C ruhen. Wird das Rad F
in Drehung gesetzt, so drehen sich alle Büchsen mit den in ihnen befestigten Rohren
um ihre eigenen Achsen. Die Bohrer L werden, ebenfalls
durch Preßschrauben, in festen Büchsen M befestigt, die
in dem Reitstock N liegen. Die Stellung der Bohrer L in der Richtung ihrer Achsen wird durch Stellschrauben
O regulirt, und der Reitstock N erhält eine fortschreitende Bewegung, bei welcher er längs der
gehobelten Wangen A gleitet. Ueber die ganze Länge der
Maschine erstreckt sich eine Schraubenspindel P;
dieselbe geht durch die Mitte des Reitstocks N hindurch,
der sich an der Schraube fortbewegt, ohne in unmittelbarer Berührung mit ihr zu
stehen. Hinter dem Reitstock N liegt eine gegen
denselben sich anstemmende Mutter Q, welche mit der
Schraube P gleiches Gewinde hat; sie ist zweitheilig,
damit man sie nach Bedürfniß mit Hülfe des Hebels R
öffnen kann. Die Schraubenspindel P ruht mit dem einen
Ende in dem Lager S und geht mit dem anderen durch die
hohle Welle D hindurch. Am hinteren Ende der hohlen
Welle D ist ein Getriebe T
aufgekeilt, welches in ein lose auf dem Bolzen V
sitzendes Stirnrad U eingreift. Ein zweites Getriebe W, welches mit dem Rade U
eine gemeinschaftliche Nabe hat, greift in ein Stirnrad X, das auf dem
vorspringenden Ende der Schraubenspindel P festgekeilt
ist. Mit Hülfe dieser Räderübersetzung erhält die Schraubenspindel P eine langsam drehende Bewegung, welche sich in eine
langsam fortschreitende Bewegung der Mutter Q umsetzt;
die Mutter Q stemmt sich gegen den Reitstock N und schiebt ihn um so viel, vorwärts, daß er die
einzelnen Bohrer beständig gegen ihre Arbeitsstücke andrückt.
Die Wirkungsweise dieser Maschine ist folgende: In die Büchsen der festen Docken B und C werden so viel zu
bohrende Rohre eingelegt, als Büchsenpaare vorhanden sind, und nachdem dann auch die
Bohrer L in angemessener Weise befestigt sind, wird die
Maschine in Gang gesetzt. Dadurch wird dem Arbeitsstück eine rasche Drehbewegung
ertheilt, während die Bohrer gar keine Drehbewegung, sondern nur eine langsam
fortschreitende Bewegung erhalten, vermöge welcher sie den Arbeitsflächen in dem
Maaße, als der Bohrer vorschreitet, entgegengeführt werden. Sollen die Bohrer aus
den Arbeitsstücken zurückgezogen werden, so öffnet man durch den Hebel R die gespaltene Mutter Q,
so daß dieselbe aus dem Gewinde der Schraube P sich
auslöst, und zieht den Reitstock N und mit demselben die
Bohrer L mit der Hand zurück. Statt der gespaltenen
Mutter kann man auch eine gewöhnliche Mutter anwenden und an der Schraubenspindel
P ein Handrädchen anbringen, durch welches man den
Reitstock mit seinen Bohrern zurückzieht. In diesem Falle muß aber eines der
Getriebe T oder W mit einer
Ausrückvorrichtung versehen werden, damit das übrige Triebwerk in Ruhe bleibt, wenn
man die Schraubenspindel P nach der umgekehrten Richtung
dreht.
Fig. 4 zeigt
die Seitenansicht und theilweise den Durchschnitt einer hydrostatischen Ziehbank,
und Fig. 5 den
zugehörigen Grundriß und theilweise Horizontaldurchschnitt. Diese Ziehbank ist
doppeltwirkend, insofern sie nicht nur beim Vorwärtsgang, sondern auch beim
Rückwärtsgang nützliche Arbeit verrichtet; dadurch wird der Zeitverlust umgangen,
der bei den gewöhnlichen Ziehbänken durch das Zurückrücken der Zwingen herbeigeführt
wird. In den beiden Wassercylindern A, die in einer
gemeinschaftlichen Achse liegen, bewegt sich ein Doppelkolben B der Art, daß er mit jedem Ende in je einem Cylinder arbeitet. Die
Zwingenstangen C haben an beiden Enden Gewinde, so daß
sie mit ihren Enden abwechselnd an den Arbeitsstücken befestigt werden können. Sie
sitzen in einer Flantsche D, die in der Mitte des
Kolbens B angebracht ist. Die beiden Innenflantschen E der Cylinder A enthalten
die Ziehplatten a, während die Außenflantschen F derselben zur Befestigung der Dörner G dienen. H sind
Leitstangen, welche die Flantsche D bei der Bewegung des
Kolbens B stützen und gerade führen.
Bei der Benutzung der Maschine verkleinert man zuerst die Durchmesser der zu
ziehenden Röhren b an den Enden insoweit, daß sie durch
die Ziehlöcher gesteckt werden können; darauf schiebt man von den entgegengesetzten
Enden die Dörner G ein, und dann schraubt man endlich
die Enden der Zwingenstangen in die vorspringenden Enden der Röhren ein. Läßt man
jetzt Wasser in einen der Cylinder A, so wird der Kolben
B fortgeschoben und nimmt dabei die Röhren b durch die Ziehlöcher a mit
sich hindurch. Sobald der Kolben am Ende seines Hubes angekommen ist, werden die
gezogenen Röhren abgenommen und ein frischer Satz Röhren, die vorher schon auf den
zweiten Satz Dörner aufgeschoben und durch die entsprechenden Ziehlöcher hindurch
gesteckt worden sind, an den entgegengesetzten Enden der Zwingenstangen befestigt.
Dann läßt man das Betriebswasser in den zweiten Cylinder, während zugleich aus dem
ersten das verbrauchte Wasser ausfließt. Dadurch wird es möglich, bei jedem
Doppelhube des Kolbens zwei Sätze Röhren zu ziehen.
Fig. 6 bis
8 zeigen
die neue Walzwerksanordnung. Die Walzen bestehen hier nicht aus einem Stücke,
sondern sind aus einer Anzahl einzelner Scheiben A aus
Hartguß oder gehärtetem Stahl zusammengesetzt, welche auf eine viereckige Welle B aufgeschoben sind und durch seitlich aufgebrachte
Muttern oder Keile auf derselben festgehalten werden. Die Querschnitte Fig. 7 und 8 stellen
Walzen dar, welche zum Auswalzen von Rohren mit verjüngt zulaufender Wandstärke
dienen. In Fig.
7 ist der Theil der Walze, welcher den Boden der Furche darstellt, zwar
kreisförmig gedreht, aber excentrisch gegen den Umfang der Walze. Diese Form läßt
sich leicht ausführen, weil sie auf der Drehbank dargestellt werden kann. Solche
Walzen erzeugen bei einer Umdrehung in jeder Furche zwei in der Wandstärke verjüngte
Rohre; ihr Durchmesser muß daher größer seyn, als wenn bei einer Umdrehung in jeder
Furche nur ein Rohr ausgewalzt wird, wie dieß bei der in Fig. 8 dargestellten
Furchenform der Fall ist. Da aber die letztere Construction schwieriger auszuführen
ist, so verdient die erstere den Vorzug. Ständer, Triebwerk und Dornträger werden in
bekannter Weise construirt.
Die gewalzten oder gezogenen Rohre müssen nun noch, wenn sie zu Gewehrläufen bestimmt
sind, gerichtet werden; d.h. es müssen die Krümmungen, die sie beim Walzen oder
Ziehen angenommen haben, beseitigt werden. Zu diesem Zweck legt man sie in eine
starke gußeiserne Form A, die in Fig. 9 und 10 dargestellt ist. Diese
Form ist ihrer Länge nach um die Scharniere B drehbar
und wird von Klammern C umfaßt, die durch Bolzen D geschlossen werden können. In jeder Hälfte der Form befindet sich ein
schräg zulaufender Einschnitt E, welcher in Gestalt und
Größe genau mit dem zu richtenden Rohre übereinstimmt. Das in dem einen der
Einschnitte eingelegte Rohr F wird mit seinem dünneren
Ende gegen den Ansatz a, der das Ende der Einschnitte
bildet, angeschoben, und dieser Ansatz dient ihm als Widerhalt, wenn es der Wirkung
des Richtdorns ausgesetzt wird. Nach dem Einlegen des Rohrs wird die Form
geschlossen. Darauf wird die Stange G des Dorns in das
Rohr eingeführt und in geeigneter Weise an dem Querhaupt einer Ziehbank befestigt,
um durch das Rohr hindurch gezogen zu werden. Die Form selbst muß dabei gut an dem
einen Ende der Ziehbank befestigt werden, damit sie dem durch das Rohr gezogenen
Dorn hinreichend Widerstand leistet.
Tafeln