| Titel: | Ueber Bauziegelfabrication und über die neuesten Maschinen zur Herstellung von Mauersteinen aus nassem und trockenem Thon; von Professor Rühlmann. |
| Fundstelle: | Band 171, Jahrgang 1864, Nr. CI., S. 406 |
| Download: | XML |
CI.
Ueber Bauziegelfabrication und über die neuesten
Maschinen zur Herstellung von Mauersteinen aus nassem und trockenem Thon; von Professor
Rühlmann.
Aus den Mittheilungen des hannoverschen Gewerbevereins,
1863 S. 352.
Mit Abbildungen auf Tab.
VI.
Rühlmann, über Bauziegelfabrication mittelst Maschinen aus nassem
und trockenem Thon.
I. Allgemeines.
Es gibt wenig Dinge im Gebiete der heutigen Technik und des Maschinenwesens, wo so
viel Widersprechendes, so viel Lob und Tadel gleichzeitig auftritt, wie bei
Behandlung der Frage: ob man glatte Thonziegel für Bauzwecke, Mauersteine
(Vollziegel), am vortheilhaftesten und ausschließlich mit Menschenhänden oder mit
Hülfe von Maschinen verfertige. In der That ist die Beantwortung dieser Frage nicht
leicht, weil gleichzeitig zu viele Umstände und Verhältnisse in Betracht gezogen
werden müssen und kein Vorurtheil mitgebracht werden darf.
Mit Nachstehendem will ich es versuchen, ein Scherflein zur gedachten Beantwortung
beizutragen, nicht weil ich mich als der Behandlung des Thema's vollkommen gewachsen
fühlte, sondern weil mir in meinem technischen Wirkungskreise, namentlich bei den
jüngsten internationalen Ausstellungen in London und Hamburg, über
Bauziegelfabrication mancherlei bekannt geworden ist, und endlich, weil ich die
Hoffnung hege, daß sich durch meine Bemerkungen Andere veranlaßt sehen dürften,
Besseres und Vollständigeres zu liefern, als dieß hier der Fall ist.
Unläugbare Thatsache ist es, daß während gegenwärtig die Maschine bei der Fabrication
der Drainröhren, der hohlen und façonnirten Bauziegel etc. ausschließlich in
Anwendung gebracht wird, sie auf dem Felde der Erzeugung glatter Vollziegel
(gewöhnlicher Mauersteine) noch immer vergeblich um zweifellose Entscheidung
kämpft.
Die Gründe dieser Erscheinung sind mannichfache. Vor Allem ist zu beachten, daß, wie
vortrefflich eine Ziegelmaschine (vorzugsweise zum Formen und Pressen) auch arbeiten
mag, ihr doch nur ein gewisser Theil der erforderlichen Gesammtarbeit zufällt, indem
das Graben und Vorbereiten des Thones, das Abtragen der fertigen Steine, das
Aufkanten, Trocknen derselben (wenn überhaupt nasser Thon
verarbeitet wird) und endlich das Brennen unverändert verbleibt, wie auch das
Zermahlen, Kneten und Formen von der Maschine besorgt werden mag.
Nächstdem ist zu bemerken, daß der Betrieb der meisten Maschinenziegeleien in viel zu
kleinem Maaßstabe erfolgt und die zur Verfügung stehenden Capitalien sehr oft zu
gering sind.
Ein anderes Hinderniß für die allgemeine Anwendung der Maschinen ist die Stockung,
welche die ganze Fabrication oft durch unbedeutende Brüche oder Reparaturen erfährt,
ein Umstand, der um so nachtheiliger einwirkt, je beschränkter die Ausdehnung der
Anlage ist.
Auch eignet sich nicht aller Thon, woraus man noch Ziegel durch Handformerei
herstellen kann, für die Maschinenarbeit, vorausgesetzt, daß nasser und nicht
trockener Thon das Material bildet. So ist sehr vieler Thon der hannoverschen
Marschgegenden für die Maschinenformerei unbrauchbar, weil er zu kurz ist, weil ihm
eine gewisse eigenthümliche Zähigkeit oder Plasticität fehlt. Gleichfalls ist vieler
Geeste-Thon unbrauchbar, weil er zu viel kleinere oder größere, glatte,
platt-ovale oder eiförmige, besonders sehr harte
Kieselsteine enthält, welche die Maschine nicht zu zerkleinern vermag und die als
ein Ganzes in die Preßform übergehen etc.
Nicht minder sind es die vielen Hunderte von verunglückten, ganz beseitigten
Ziegelmaschinen, welche einen allgemeinen Widerwillen gegen den mechanischen
Arbeitsproceß erzeugt haben, die Ungewißheit, welche von den zur Zeit belobten und
mindestens im Gange befindlichen Maschinen die beste ist, von welcher der
Unternehmer fern bleiben oder welche er anschaffen soll. Oft sind
Ziegelformmaschinen in schlechtem Rufe, nur weil sie nicht aus dem besten Materiale
hergestellt und leider noch öfter schlecht ausgeführt sind, während ihr
Constructionsprincip an sich zum Ziele führen müßte.
Allermeist ist es aber der geringe Arbeitslohn, wofür man Handziegel beschafft, die
immer noch von besserer Qualität sind als die Producte gewisser Ziegelmaschinen.
In der nicht allzuweit von der Stadt Hannover belegenen Ziegelei eines meiner
Freunde, wo ausschließlich gewöhnliche (volle) Mauerziegel gemacht werden,
arbeiteten verflossenen Sommer zwei Gruppen (jede ein Tisch, Pflug, Colonne genannt)
von je 6 MannDiese Mannschaft vertheilt sich für jeden der beiden Tische (à 6 Mann)
wie folgt:1 Former,1 Vorformer,1 Junge zum Abtragen der Steine,1 Zubringer für fertigen Thon,1 Anfahrer rohen Thones zur Fahr- oder
Knetmaschine (womit der Thon durch zwei in Spirallinien laufende Wagenräder
bearbeitet wird und wovon sich eine Abbildung in Muspratt-Stohmann's
„Chemie in Anwendung auf Künste und Gewerbe,“ Anhang,
Artikel „Thonwaaren“ Seite 147 vorfindet);1 Mann, welcher das Aufnehmen und Wegstauen der trocken
gewordenen Steine zum Freimachen des Platzes für neue Fabricate zu besorgen
hat.
„Lipper Ziegelmacher,“ wovon jeder Tisch in einem Accorde bei normalen
Witterungsverhältnissen, in der Zeit vom 15. April bis 15. October (während einer
„Lipper Campagne“) gleich 25 Wochen à 6 Tage = 150
Arbeitstagen, nicht weniger als
600,000 Stück Mauerziegel
lieferte, allerdings mit
eingerechnet, was etwa beim Trocknen durch Bersten etc. verloren gieng.
Für je 1000 Stück Steine erhielten diese 6 Mann einen Accordsatz von 25 bis 26
Sgr.
Die Durchschnittsproduction war demnach pro Tag und pro Tisch 4000 Stück (oder 8000 Stück für beide Tische)
oder 666 Stück pro Kopf und pro Tag, eine Zahl, die natürlich bald überschritten wird, bald unerreicht
bleibt. Das Maximum der Leistung im hohen Sommer war aber gewiß 4500 bis 4700
Mauersteine pro Tag (oder 750 bis 783 Stück pro Kopf), wo die Leute effectiv 14 Stunden arbeiteten,
von Morgens 3 Uhr bis Abends 8, auch 9 Uhr mit dazwischen liegender dreistündiger
Ruhe.Die fragliche Ziegelei hat überhaupt eine Belegschaft von 20 erwachsenen
Personen (aus dem Lippe'schen) nebst 3 Jungen.Außer den 12 Personen an den beiden angeführten Mauersteintischen werden von
den übrigen folgende Arbeiten verrichtet:7 Mann besorgen das Einsetzen der Steine in die Oefen und das
Wiederausbringen derselben nach dem Brennen. Auch müssen diese die trockenen
Steine aus der ganzen Ziegelei zusammenholen, die erforderlichen Rüstungen
von einem Ofen zum anderen transportiren u.s.w.3 Mann besorgen das Brennen der Oefen und sonstige Nebenarbeiten, und 1 Mann
hat die Pferde zum Zerkleinen und Fertigmachen des Thons in der Fahrmaschine
zu treiben.Einsetzer und Brenner erhalten Tagelohn, und zwar 4 Thlr. pro Woche und der Pferdetreiber 3 bis 3 1/2
Thlr. pro Woche.
Leider habe ich in meiner Nähe keine Maschinenziegelei, um aus gehöriger Beobachtung einer solchen bestimmte Zahlenwerthe entnehmen zu können, sowie ich
auch bei der Hamburger Ausstellung weder Zeit noch Gelegenheit fand, derartige zuverlässige Erfahrungswerthe zu gewinnen. Dagegen ist
mir aus der Zeit, wo ich bei der letzten (1862er) Londoner
Industrie-Ausstellung mit als Preisrichter wirken mußte, ein Resultat
bekannt, dessen Richtigkeit ich verbürgen kann.
An einer Stelle unweit London fand ich Gelegenheit, die größte und zugleich beste der
mir überhaupt vorgekommenen Clayton'schen Ziegelmaschinen
in ihrer Arbeitsthätigkeit zu beobachten, ohne daß man dort von meiner Hinkunft
unterrichtet seyn konnte.
Diese Maschine lieferte täglich gewiß 28000 bis 30000 Stück glatte und volle
Mauerziegel, etwa von der auch bei uns gebräuchlichen Größe.
Zum Betriebe waren zwei transportable Dampfmaschinen (Locomobilen) im Gange, deren
Gesammtarbeit jedenfalls der von 18 Maschinenpferden gleich zu rechnen war.Der Preis dieser (in Fig.
16–19 abgebildeten)
Ziegelmaschine, eine Combination von Thonwalzwerk, Knetmaschine und
Formpresse, wurde zu 330 Pfd. Sterl. franco
London angegeben.Nach dem mir vorliegenden Preiscourante der in Deutschland mehrfach belobten
Sachsenberg'schen Ziegelmaschinen kostet eine
solche, einschließlich completen Thonschneiders: 925 Thlr., und soll pro Stunde etwa 1000 Vollsteine gewöhnlicher
Größe liefern. Dabei rathen die Fabrikanten als Betriebsmittel eine
Locomobile von 6 bis 8 Maschinenpferden anzuschaffen.Die (bis auf den Schneideapparat) ähnlich wie die Clayton'sche combinirte Ziegelmaschine des Hrn. Hertel in Nienburg a. d. Saale soll nach dem
Preiscourante dieses Herren 1100 Thlr. kosten und per Stunde 1000 Mauersteine unter Anwendung einer Dampfmaschine
von 8 bis 10 Maschinenpferden erzeugen.Nach Schlickeysen's (in Berlin) gedruckten
„Mittheilungen über die Leistungen seiner
Patent-Universal-Ziegelpresse,“ kostet dessen
größte Ziegelmaschine 1250 Thaler, womit täglich 12000 bis 16000 Vollziegel
gepreßt werden sollen, während eine Betriebsdampfmaschine von 6 bis 8
Maschinenpferden erfordert wird.Die Zahl der Bedienungsmannschaft ist bei diesen letzteren drei
Maschinengattungen ungefähr dieselbe. Wie weit diesen Leistungsangaben bei
den verschiedenen Maschinen entsprochen wird, kann ich nach eigener
Erfahrung nicht entscheiden.
Dabei bestand die Gesammtbedienung aus 20 Mann unter folgengender
Arbeitsvertheilung:
8 Mann karrten den erforderlichen Thon herbei, und zwar auf eine Förderstrecke von 50
bis 60 Ruthen.
1 Mann bediente beide Locomobilen.
1 Mann stand auf der Ziegelpresse, um etwaigen Störungen, Thonstopfungen
abzuhelfen.
2 Mann verrichteten das Schneiden der aus der Maschine zu beiden Seiten austretenden
Thonprismen in Steine, während
8 Jungen das Abfahren der erzeugten Steine bewirkten, und zwar auf theilweise
ziemlich große Entfernungen.
Während unseres 2 1/2 stündigen (wie gesagt nicht angekündigten) Aufenthaltes
arbeitete die ganze Maschinerie ohne irgend welche Störung und Unterbrechung,
überhaupt in jeder Weise zufriedenstellend, so wie die enorme Quantität der
außerhalb des Maschinengebäudes aufgestellten frischen Steine schließen ließ, daß
die Versicherung des Ziegelmeisters, der Gang des Werkes sey regelmäßig und stetig,
wohl der Wahrheit gemäß seyn konnte.
Da, wie gesagt, mir eigene Beobachtungen und Erfahrungen über deutsche
Maschinenziegeleien fehlten, wandte ich mich, um Belehrung und Aufklärung zu
erlangen, an einige deutsche Ziegeleibesitzer, die mir als besonders der Sache
gewachsene Männer bezeichnet wurden.
Von einem dieser Herren, einem sehr gebildeten Manne in Mitteldeutschland, erhielt
ich auf meine Anfrage (unterm 7. December 1863) folgende Antwort:
„Ich halte alle mir zur Zeit bekannten Maschinen zum Formen der vollen
Bausteine (Mauerziegel) aus Thon für unbrauchbar, weil sie weder billig noch gut
genug gegenüber der Handarbeit liefern, namentlich wenn die Masse (der Thon) gut
vorbereitet wird, was in der Regel am besten durch doppelte gegeneinander
laufende Walzen aus Hartguß geschieht. Doch ist auch diese Vorbereitungsmaschine
nicht rentabel, wenn das Rohmaterial an sich sehr gut ist und wenn nicht zu
große Ansprüche an schönes Aussehen der Ziegel gemacht werden. Dennoch bin ich
der Ueberzeugung, daß man bald Maschinen einführen wird, welche, wie alle
Maschinen, den Sieg über die Handarbeit erringen, sobald die Maschinen wirklich
zweckmäßig eingerichtet sind. In England gibt es bereits gute
Voll-Ziegelmaschinen nach einem Systeme, welches allein richtig ist,
nämlich Pressen, die das Material ganz trocken verarbeiten. Das betreffende
Fabricat habe ich gesehen, es war ausgezeichnet. Indeß habe ich mich persönlich
noch nicht entschließen können die Kastanien aus dem Feuer zu holen, zumal ich
dieß Verfahren erst kennen gelernt habe, nachdem ich meine gegenwärtige Anlage
bereits fertig hatte und ich wahrscheinlich meine ganze, zur Zeit gut rentirende Fabrik, fast gänzlich wegwerfen müßte.
„Jedoch verfolge ich die Sache und werde mich zuletzt doch noch
entschließen müssen, mit der Zeit fortzugehen. Die fraglichen, zum Pressen des
trockenen Thones erforderlichen Maschinen sind übrigens so theuer, daß man nur
dann Aussicht auf Erfolg hat, wenn man jährlich mindestens 7 bis 8 Millionen
Ziegel brennen und absetzen kann, wozu vor Allem ein großer Vorrath von Material
gehört.
„Wie schon gesagt, waren die mir von einem Freunde aus England mitgebrachten und aus trockenem Thone gepreßten Ziegel ganz vortrefflich,
während ich alle mir bis jetzt vorgekommenen, mit der Maschine naß gepreßten
Ziegel als schlechter wie die mit der Hand erzeugten bezeichnen muß, indem die
Maschinenziegel stets reihen und sich nicht behauen ließen.“
Ich referire hier genau, ohne letztere Ansichten völlig zu theilen.
Ein zweiter Brief von einem norddeutschen, durch Leistungen und allgemeine wie
speciell technische Bildung gleich ausgezeichneten Ziegeleibesitzer gab mir auf
dieselbe Frage folgende Antwort:
„Die Ziegelfabrication in Norddeutschland wird
fast ohne Ausnahme „als ein landwirthschaftliches Nebengewerbe
betrieben“ und zwar heute meistens noch mit denselben
Hülfs- und Fabricationsmitteln wie im vorigen Jahrhundert-
vielleicht sogar mit derselben biederen „Lippe'schen Arbeiter-Generation,“ deren Väter und Großväter
schon seit sehr vielen Jahren dieß Geschäft betrieben. So prächtige, brave Leute
diese Lippe'schen Ziegelarbeiter auch sind, so haben sie eine sonst wohl bis zur
rechten Grenze schätzbare Eigenschaft, welche hier hinderlich wird – sie
hängen allzusehr am Althergebrachten und steifen sich
mit einer Zähigkeit gegen Neuerungen, die es fast unmöglich macht, irgend ein
anderes Verfahren der Ziegelfabrication da einzuführen, wo man mit Lippe'schen
Leuten zu arbeiten pflegt.
„Die Eigenthümer der meisten Ziegeleien bekümmern sich um den technischen
Betrieb derselben wenig oder wohl auch gar nicht; man überläßt dieß dem
Ziegelmeister, oder auf größeren Werken etwa dem Verwalter, kurz der gesammte
Industriezweig ist (mit geringen Ausnahmen) in Händen von Menschen, deren Wissen
und Streben für die Sache eben nicht förderlich ist.
„Ein ferneres Hinderniß für die Maschinenziegelfabrication liegt oder lag
zum großen Theile wohl mit darin, daß wir wenige Maschinen haben, mit denen
vortheilhaft fabricirt werden kann.
„Bei der Aufstellung und Inbetriebsetzung einer Arbeitsmaschine wird
verständiger Weise gefragt werden: „bietet die Maschine Vortheile und
eventuell – welche?“ Ich gestehe: finanziell betrachtet,
ist es noch nicht unzweifelhaft festgestellt, daß z.B. durch die Anwendung auch
der guten Maschine eine billigere Arbeit erzielt werden kann! Es liegen mir noch
nicht genügende Erfahrungen vor, um scharf rechnen zu können, da ich nicht weiß,
wie lange meine eigene Ziegelmaschine halten wird,
wie viel auf Amortisierung zu rechnen ist u. d. m.
„Bei unseren Lohnsätzen wird durch Handarbeit annähernd ebenso billig zu
arbeiten seyn, als mit den Maschinen, und bildet dieser Umstand ein wesentliches
Hinderniß für die Einführung derselben.
„Ein ferneres Hinderniß für Anwendung der Maschinen zur Ziegelfabrication
finde ich darin, daß zum Betriebe aller mir bekannten guten und tüchtig
arbeitenden Maschinen eine größere Kraft erforderlich ist, als meistentheils
vorhanden. Menschen und Pferdekräfte reichen nicht aus, es wird Dampfkraft
erforderlich und dadurch natürlicher Weise die gesammte Anordnung für den
Betrieb um ein Beträchtliches complicirter. Es wird auf den alten Ziegeleien,
wenn vom Handbetriebe zum Maschinenbetriebe übergegangen werden soll, von den
alten Einrichtungen in den meisten Fällen nicht viel benutzt werden können, und
weil solche Aenderungen gewöhnlich sehr theuer kommen, so besinnt man sich
zweimal, ehe man Alles über den Haufen wirft.
„Wenn die Noth nicht treibt, dauert es wohl noch lange, bis bessere
Einrichtungen getroffen werden. Zuletzt hilft die Concurrenz am allerbesten.
Wenn ich meine Ziegelsteine besser und billiger fabricire als meine Concurrenten, so wird
voraussichtlich mein Fabricat leicht Absatz finden und ich werde in Zeiten, wo
etwa Krieg droht, die Bauten stocken, die Preise der Baumaterialien fallen,
immer eine gewisse Ueberlegenheit über meine Concurrenten behaupten können.
Hieraus folgt zugleich, daß die theueren Preise, welche für Ziegel in den
letzteren Jahren z.B. in Hannover und Bremen bezahlt wurden,Der Preis für 1000 Stück Mauersteine (von 11 1/8 Zoll hannov. Länge, 5
3/8 Zoll Breite, 2 1/2 Zoll Dicke) war mindestens 10 Thaler, während sie
jetzt überall für 7 Thaler zu haben sind. wahrscheinlich für den Betrieb der Ziegeleien nicht förderlich gewesen
sind etc.“
Die berühmte, großartige Ziegelfabrik am Wiener Berge, welche dereinst Alois Miesbach begründete und die nach Erforderniß jährlich bis
zu 80 Millionen Ziegel producirt, formt ordinäre Bausteine nur durch Handarbeit. Viele Versuche, hierzu Maschinen
einzuführen, sind fehlgeschlagen.
Von einem Wiener Freunde ist mir kürzlich als Ursache dieser Erscheinung Folgendes
geschrieben worden:
„Der Fehler bei der Maschinenziegelfabrication war das größere Gewicht der
Ziegel, der viele Ausschuß beim Erzeugen und Brennen und die größere
Kostspieligkeit. Auf Grundlage unserer hiesigen Verhältnisse können überhaupt Maschinenziegel nicht so billig erzeugt
werden, als dieß mit Handarbeit der Fall ist. Nur dort, wo es an
Arbeitern mangelt und der Brennstoff wohlfeil ist, halten sich Maschinenziegeleien. Hier sind
beide Bedingungen nicht vorhanden, da man in gewöhnlichen Zeiten, insbesondere
aus den slavischen Theilen Oesterreichs, hinlängliche und abgerichtete
Ziegelarbeiter um leidlichen Arbeitslohn bekommt; dagegen ist der Brennstoff in
Wien wegen der hohen Bahntarife noch immer theuer.“ Wo letztere
Verhältnisse nicht vorhanden sind, lauten auch die Urtheile über Maschinenziegeleien
in Nieder-Oesterreich günstiger.Man sehe weiter unten die Urtheile über die Maschinen von Hertel in Nienburg an der Saale.
Noch andere mir zugegangene Mittheilungen stimmen der Hauptsache nach mit dem
Vorstehenden überein, nur daß der eine mehr, der andere weniger HoffnungHoffnuug von den Maschinen hegt, welche entweder schon vorhanden oder noch zu
erfinden sind. Lege ich meine gesammelten Erfahrungen bei der letzten Entscheidung
mit in die Waagschale, so gelange ich überhaupt zu folgenden Urtheilen.
Es wird (abgesehen von der Frage geeigneter Thone) vortheilhaft seyn, Mauersteine mit
Hülfe von Maschinen herzustellen:
1) wenn man Massen produciren und
absetzen kann,
2) wenn der Arbeitslohn hoch genug steht,
3) wenn man unabhängig vom Arbeitspersonale seyn will, oder
seyn muß.
Bemerken möchte ich hierzu noch, daß gute Maschinenziegel
viel weniger Wasser enthalten als Handziegel, letztere daher 3 bis 4mal mehr
umgesetzt werden müssen, bevor sie trocken sind und daher mehr Zeit und Raum in Anspruch genommen wird.
Ebenso habe ich noch in Erfahrung gebracht, daß es allerdings Maschinenziegel geben
kann, welche sich recht wohl hauen lassen, während die größere Dichtigkeit der
Maschinenziegel freilich unter Umständen nachtheilig auf Zeit und Güte des Brennens
wirkt.
Schließlich würde noch zu entscheiden seyn, ob man, im Falle der Maschinenverwendung,
der Fabrication aus nassem oder aus trockenem Thone den Vorzug zu geben hat, welche Frage jedoch weiter unten
ihre Beantwortung finden wird.
II. Maschinen zur Herstellung von
Bauziegeln aus nassem Thon.
Im Nachstehenden sollen nur diejenigen Maschinen oder deren Haupttheile besprochen
und durch Abbildungen erläutert werden, welche bis jetzt in deutschen
Zeitschriften oder Werken gar nicht oder für den Techniker unzureichend abgehandelt
worden sind.Die vollständige Literatur über Maschinen zur Ziegelfabrication findet man in
dem empfehlenswerthen Buche Heusinger's von
Waldegg: „die Kalk-, Ziegel- und
Röhrenbrennerei.“ Leipzig 1861, S. 255 u. ff.
Ohne ferner zu entscheiden, ob die Ziegelpreßmaschine von Sachsenberg in Roslau,Beschrieben und abgebildet im Civilingenieur Bd. IX S. 399; daraus S. 266 in
diesem Bande des polytechn. Journals. von Hertel in Nienburg a. d. S.,S. 403 in diesem Bande des polytechn.
Journals. von Schlickeysen in BerlinHeusinger v. Waldegg
a. a. O. S. 246, 254, 263. oder von Clayton in London die beste und
empfehlenswertheste ist, da mir hierzu die hinlänglichen Erfahrungen fehlen, wende
ich mich zur Beschreibung der letzteren, die, meines Wissens, außer in Mallett's
Record of the Great Exhibition, pag. 147 (und auch da
nur in perspectivischen Ansichten) noch nirgends in ihrer gegenwärtigen Gestalt
abgebildet wurde.In M. Eyth's trefflichem Artikel „die
Backsteinmaschinen auf der Leeds Ausstellung im Jahre 1861“
im polytechn. Journal Bd. CLXII S.
92 wird über Clayton's Maschine (die in
Leeds nicht vertreten war) bemerkt, „daß sie noch immer eine
Combination des horizontalen und verticalen Systems sey, wodurch der
Fabrikant, eine beträchtliche Menge Geschicklichkeit und Geduld an ein
solches System verschwendet habe.“ Seit dieser Zeit hat Clayton diesen Vorwurf beseitigt, wie Fig.
16 ohne Weiteres erkennen läßt.
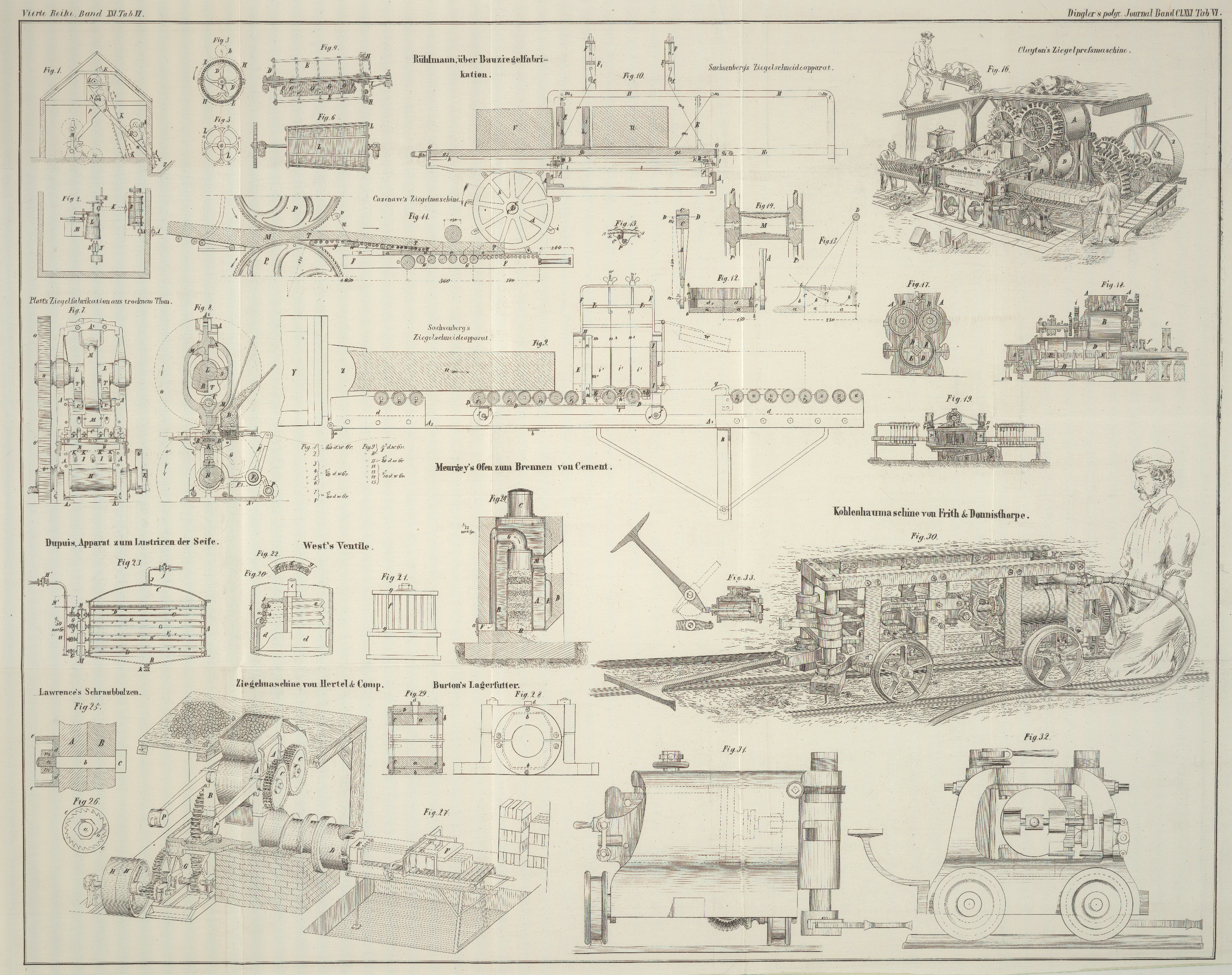
In der perspectivischen Gesammtansicht Fig. 16 der Clayton'schen Maschine sind die wesentlichsten Theile mit
denselben Buchstaben bezeichnet wie in den geometrischen Durchschnittsfiguren 17 bis
incl. 19, wozu noch bemerkt werden mag, daß die
Abbildungen der größten Maschinengattung des Fabrikanten angehören, welche in Clayton's illustrirtem Cataloge mit „A¹“ bezeichnet und im Preise zu
390 Pfd. Sterl. angesetzt ist.Auch ist es dieselbe Maschine, welche ich in England an vielen Orten arbeiten
sah und deren Leistungsfähigkeit oben S. 409 angegeben wurde.
Es bedarf wohl kaum der Erwähnung, daß die Maschine eine Combination der
Thonwalzmühle, der Knetmaschine und der Formpresse mit Abschneide-Apparaten
ist, und die Art und Weise der Zusammenstellung ebenso zweckmäßig wie gefällig
genannt zu werden verdient.
Dabei ist A das gußeiserne Gehäuse, welches die Walzen
B zur ersten Vorbereitung des Thones (die
Thon-Walzmühle) umschließt, während das ebenfalls rotirende Armsystem C zur Vertheilung und Einführung des oben in den Rumpf
eingeschütteten Thones dient.
Der sogenannte Thonkneter oder Schneider, Präparirapparat D, besteht hier aus einer mit 16 Armen versehenen Horizontalwelle E, die per Minute 12 bis 13
Umläufe macht, wobei bemerkt werden muß, daß dieser Thonkneter nicht (wie u.a. bei
Schlickeysen) direct als Ziegelpresse, sondern
gleichzeitig nur als Transporteur des bearbeiteten Thones nach dem viereckigen
Preßkasten s (Fig. 18) benutzt
wird.
In dem Kasten bewegt sich der ebenfalls viereckige Preßkolben hin und her, und zwar
vermittelst Kurbel w und Lenkstange v (Fig. 19), welche letztere
durch ein geeignetes Zwischenstück u mit dem Kolben s Mg. 18) in Verbindung gebracht ist.
Der zu beiden Seiten angeordnete Schneideapparat ist derselbe wie bei den bekannten
Drainröhrenpressen. Daß immer nach je einer Seite hin ein entsprechendes Thonprisma
herausgepreßt wird, während in derselben Zeit auf der anderen (entgegengesetzten)
Seite das Zerschneiden in Mauersteine erfolgt, bedarf wohl kaum der Erwähnung.
Großes Gewicht legte Clayton auf die Anordnung der
vertical um die Achsen laufenden (mit Moleskin überzogenen) Walzen r, r, wodurch er die Seitenreibung des Thonstranges auf
ein Minimum herabziehen will und deren Umdrehung durch einen besonderen Riemen (m, m) und Kegelradtransmission (p und q) von zwei Stirnräderpaaren i und k an den verlängerten
Achsen der Vorbereitungswalzen B unabhängig von der
Presse zu Stande gebracht wird. Durch über den Mundstücken in jeder Seite der Presse
aufgesetzte Wasserkästen (in unserer perspectivischen Abbildung Fig. 16, beschrieben mit:
Patent Rotary Die) werden die Walzen r entsprechend feucht gehalten. Ich muß zur Ehre dieser
Anordnung gestehen, daß ich solche niemals unwirksam gesehen habe, ungeachtet der
ungeheuren Massenproductionen beispielsweise zweier großen Clayton'schen Maschinen, die (1862) unweit der Victoria-Docks in
London arbeiteten, um täglich gegen 40,000 neue Steine für die Untergrundeisenbahn
und für die großartigen Sielbauten der Stadt London zu fabriciren.
Zugleich benutze ich die Gelegenheit zu erklären, daß ich mich als unparteiischer
Preisrichter bei der Londoner Ausstellung (1862) verpflichtet hielt in das Urtheil
der Jury (Classe VII., B.) einzustimmen, welche Clayton's Maschine als „die beste der ganzen Ausstellung“ bezeichnete, weil keine
andere Maschine weder so compendiös und gefällig construirt, noch (und das war die
große Hauptsache) so ausgezeichnet ausgeführt war.
Ueber die Leistungsfähigkeit der Maschine und über beim Betriebe sich etwa
herausstellende Mängel konnte die Jury nicht entscheiden, weil ihr dazu weder Zeit
noch Gelegenheit geboten war, da kein Sachverständiger der Meinung seyn konnte, nach
dem Arbeiten in der Ausstellung mit besonders präparirtem und schon unzähligemal
durch die Maschine gegangenem Thon, ein Urtheil abgeben zu wollen.
Der Abschneideapparat der
Sachsenberg'schen Backsteinmaschine, so wie Einiges über die Ziegelmaschinen
von Hertel.
Den hier am Anfange des II. Artikels angegebenen Gründen gemäß, wende ich mich
nun zur Beschreibung des eben so sinnreichen wie wirksamen Abschneideapparates
der Sachsenberg'schen Backsteinmaschine, wodurch das
herausgepreßte Thonprisma, ohne dessen fortschreitende Bewegung zu hemmen, in
Steine mit scharfen Kanten und rechten Winkeln zertheilt wird. Dieser Apparat
ist in der Abbildung der oben citirten Bachmann'schen
Beschreibung der Sachsenberg'schen Maschine nur so
flüchtig angedeutet, daß jeder Sachverständige eine vollständigere Darstellung
wünschen muß.
Die beigegebenen Abbildungen zeigen diesen Schneideapparat in zwei verschiedenen
Ansichten, nämlich Fig. 9 einen
senkrechten Längendurchschnitt und Fig. 10 einen
Querdurchschnitt, wobei überall gleiche Theile mit denselben Buchstaben
bezeichnet sind.
Das den Apparat tragende Gestell ist aus zwei parallellaufenden
Winkeleisenschienen A, A₁, eben solchen
Querschienen a und einer Flachschiene b gebildet, wobei ein Bock B als Stütze des freien Endes dient, während das andere (linke) Ende
durch zwei Scharnierbänder c an der Formplatte Z des Preßkastens Y der
Ziegelmaschine aufgehangen ist. An den Schienen A,
A₁ sind vectical gestellte Blechwände d
befestigt zur Aufnahme der Lagerstellen für die Zapfen hölzerner mit
Baumwollenzeug überzogener Walzen r, r.
Innerhalb der Schienen A, A₁ läuft ein
ebenfalls aus Winkeleisen D, D₁ und
Flachschienen e, e (Fig. 9) construirter
Wagen, unter dem in kleinen Knaggen f, f₁ 2
Achsen mit festen Rollen g, g₁ laufen und auf
welchem ebenfalls eine Anzahl hölzerne und überzogene Walzen r₁, r₁
liegen. An die innere Seite der Schienen D,
D₁ sind 2 Flacheisengestelle E,
E₁ genietet, welche die beiden Bügel F,
F tragen, während auf der Oberkante von D,
D₁ Vertiefungen h, h (Fig. 9)
eingearbeitet sind, worin sich ein schmiedeeiserner Rahmen G, G (Fig. 10) durch die
Handgriffe g₂, g₂ bewegen läßt. Innerhalb dieses Rahmens sitzen 3 Holzleisten g₃, g₃,
g₃ (Fig. 9), zwischen
denen 2 mit Plüsch bezogene Rollen i, i
liegen, über denen
durch Winkel h₁, h₁ (Fig. 10) Holzplatten
i₁, i₁
so angebracht sind, daß zwischen je 2 von ihnen ein Zwischenraum von 1/8''
verbleibt und die Gesammtbreite derselben mit Einschluß der Zwischenräume gleich
der Dicke von 3 Ziegelsteinen ist. Der Rahmen G, G
hat ferner an der unteren Seite bei k, k Einschnitte
(Fig.
10), in denen er bei seinen äußersten Stellungen ruht, und welche so
gearbeitet sind, daß sich der Rahmen beim Hin- und Herschieben in die
Höhe heben kann, wobei er durch eine Schiene l vor
dem Herausheben geschützt wird. – An dem Flacheisengestell E, E₁ lehnt ein anderes Rahmenstück, welches
aus dem Bügel H und der verstellbaren Schiene H₁ besteht, und Stifte m, m zur Aufnahme eines dünnen durch H₁ zu spannenden Stahldrahtes m₁ sowie Stifte m₂, m₂ zur Begrenzung der
Hin- und Herbewegung des Rahmenstücks trägt. Innerhalb des
Flacheisengestells E, E₁ bewegt sich eine an
F, F aufgehängte hölzerne durch Leisten
verstärkte Klappe J (Fig. 9), so
angeordnet, daß die innere Seite derselben genau gleich 3 Ziegelsteindicken von
dem straff gespannten Drahte m₁ entfernt ist.
Durch jeden der Bügel F gehen oben 2 schwache
Schrauben n₁, n₁ mit Flügelmuttern hindurch, welche durch den Riegel F₁ geführt, an ihrem unteren rechtwinklich
umgebogenen Ende dünne Stahldrähte n₂, n₂ aufnehmen, welche von 4 an die äußeren
Seiten der Winkelschienen D, D₁ genieteten
Haken o, o ausgehend, sich um die runden
Verbindungsbolzen f₁ (Fig. 10) der Bügel
F in daselbst eingefeilte Kerben legen, wobei
die Stellung der Schrauben n₁, n₁ so gewählt ist, daß die Drähte n₂, n₂
genau parallel mit dem Drahte m₁ und der
inneren Fläche der Klappe J, den Raum zwischen den
beiden letzteren in genau 3 gleiche Theile theilen (Fig. 9), so daß also
bei der Bewegung des Rahmens G, G nach irgend einer
Seite hin (normal zur Bildfläche von Fig. 9), die Drähte
n₂, n₂
durch die Schlitze zwischen den Holzplatten i₁, i₁, i₁ hindurchgehen müssen. An der Klappe J befinden sich zwei Klinken p, p (Fig. 9),
welche in Schließhaken liegend dieselbe festhalten, die aber, wenn man den Wagen
D, D₁ weit genug nach rechts bewegt, über
an A, A₁ befestigten Knaggen q (Fig. 9, rechts)
gleiten, so daß sie sich aus dem Schließhaken herausheben und sich die Klappe
von selbst öffnet.
Bei der Arbeit mit der Backsteinmaschine gelangt der Thonstrang U vom Preßkasten Y
Fig. 9 aus
durch das Mundstück Z, anfänglich auf die drei
ersten Unterlegwalzen r, wobei der Querschnitt des
Thonprisma, der Formöffnung Z gemäß, gleich der
Lagerfläche eines Ziegelsteines ist. Weiter kommt der Thonstrang U auf die Walzen r des
(erst ganz nach links von Fig. 9 geschobenen)
Wagens D und über dessen Walzen weggleitend endlich
bis an die innere Fläche der Klappe J, gegen welche
sich der Körper
U immer mehr und fester anlegt, bis der ganze
Wagen D die Bewegung des Thonstranges annimmt.
Hierauf wird durch den Draht m₁ (Fig. 10),
indem man den Bügel H₁ nach irgend einer
Seite hinüberschiebt, ein Stück V (Fig. 10) von U abgetrennt (welches dem oben Gesagten gemäß drei
Ziegelsteindicken (Fig. 9) zur Länge hat)
und sodann der Wagen D mit der Hand schnell um
einige Zoll vorwärts (nach rechts von Fig. 9) geschoben, um
wegen der stetigen Fortbewegung des Thonstranges U
Raum zum Abschneiden und Abnehmen der einzelnen Steine zu gewinnen. Bis jetzt
ruhte der Rahmen G, G in seinen Einschnitten k, k. Nunmehr wird aber derselbe rasch
herübergezogen, wobei seine Oberkante über die Walzen i,
i hervortritt und wodurch der Abschnitt V
auf den Holzleisten g₃, g₃ eine feste Lage erhält, worauf endlich
durch die Drähte n₂, n₂ die Trennung in 3 Ziegelsteine i₁, i₁, i₁ erfolgt, welche abgenommen und weiter befördert werden.
Sollte während des Betriebes einmal eine kleine Störung eintreten, die das
regelmäßige Abschneiden der Steine verhinderte, so wird, ohne die Bewegung des
Thonstranges aufzuhalten, der Wagen so weit nach rechts sich bewegen, bis die
Klinken p, p der Klappe J über die Knaggen q, q hinweggleiten,
sich heben, die Klappe J mithin sich durch den
nachdringenden Thonstrang öffnet, in die Fig. 9 punktirt
gezeichnete Stellung W gelangt und der Strang sich
über die dort angebrachten Walzen r₃, r₃ weiter fortbewegt.
Was die Verwendbarkeit und Leistung dieses Apparates betrifft, so habe ich mich
auch in dieser Angelegenheit durch die interessante mechanische Combination
nicht verleiten lassen und loben wollen, wo wieder nur die Erfahrung entscheiden
kann.
Ich erbat mir deßhalb das Urtheil eines höchst tüchtigen und zugleich
vorurtheilsfreien Ziegelfabrikanten, der seit längerer Zeit im Besitze einer Sachsenberg'schen Maschine ist und stets damit
arbeitet; dasselbe lautet also:
„Bezüglich der Sachsenberg'schen
Abschneidevorrichtung habe ich noch zu bemerken, daß dieselbe während des
ganzen verflossenen Sommers (1863), ohne irgend welche erhebliche
Beschädigung erlitten zu haben, bei mir benutzt wurde und ferner benutzt
werden wird. Drähte werden immer einmal abreißen, doch kommt es dabei
wesentlich auf das Einspannen und auf die Schlingenbildung an.
„Was die Sachsenberg'sche Maschine
überhaupt betrifft, so wüßte ich nichts zu tadeln, weder im Principe
derselben noch in der tüchtigen fleißigen Ausführung der Maschine. Falls ich
noch Bedarf hätte andere aufzustellen, würde ich nur solche Sachsenberg'sche Maschinen wählen, weil diese Maschine von allen
mir bekannten die beste ist.
„Was bei dieser Gelegenheit die Hertel'sche
Maschine anlangt, so kann ich diese als eine Verbesserung nicht ansehen. Als
einen besonderen Fehler muß ich es bezeichnen, daß bei dieser Maschine
vielleicht 1/10 vom Thonstreifen, den sie liefert, als nutzlos verarbeitet,
als werthlos geschaffen wird, und daß die Köpfe sämmtlich die Schnittflächen
von den Drähten zeigen, also rauher sind als die Läufer.“
Ganz anders lautet dagegen folgendes mir aus Niederösterreich von einem der
ersten Ziegelfabrikanten zugegangene Urtheil:
„Was die Maschine des Hrn. Hertel in
Nienburg an d. Saale betrifft, so ist hier diese Maschine ebenso wie jene
von Sachsenberg und Clayton wohl bekannt. Vorigen Herbst wurde bei uns eine Hertel'sche Maschine aufgestellt und werden
dieser noch eine oder zwei ähnliche Maschinen nachfolgen. Die Versuche mit
der ersten dieser Maschinen waren gut und man konnte, ungeachtet die
Witterung nur einige Tage Arbeit gönnte, schon ersehen, daß Hertel's Maschine den Vorzug vor jenen des Clayton und Sachsenberg verdient.
In der Umgebung von Nienburg a. d. Saale arbeiten sowohl Hertel'sche als auch Sachsenberg'sche Maschinen und der Fachmann kann sich dort leicht
von den Vor- und Nachtheilen derselben überzeugen.“
Cazenave's
Abschneidevorrichtung.
Jedem Besucher der Londoner Industrie-Ausstellung von 1862, welcher sich
für Ziegelmaschinen interessirte, wird der höchst einfache Mechanismus
erinnerlich seyn, welchen der Pariser Mechaniker Cazenave vor der Mündung seiner Ziegelmaschine Fig. 11 angebracht
hatte, um das Zerschneiden des aus der Presse tretenden Thonprisma in
Mauersteine zu bewirken.
Seit dieser Zeit hat Armengaud
Publication industrielle t. XIV p. 479, planche
38. in Paris die ganze Cazenave'sche Maschine
ausführlich beschrieben und abgebildet, ohne daß bis jetzt irgend eine deutsche
Zeitschrift oder ein sonstiges geeignetes technisches Werk davon Notiz genommen
hätte.
Indem ich hinsichtlich der ganzen Maschine (welche ebenfalls zu der Gattung
gehört, wo ein continuirliches Thonband erzeugt und dieß in Ziegel zerschnitten wird)
auf die citirte Quelle verweisen muß, wende ich mich ausschließlich zu dem
bemerkten Abschneidemechanismus.Ausnahme hiervon macht nur die Detailfigur 15 als Darstellung einer
anderen Eigenthümlichkeit der Cazenave'schen
Ziegelmaschine.Es ist nämlich daselbst mit α,
α die Wanddicke einer der beiden großen gußeisernen
Preßwalzen (P, P₁ Fig. 11)
bezeichnet, während β, β einen
Gypsüberzug andeuten soll, der den Mantel der Walzen überall umgibt.
Ueber letztere Fläche als Grundlage ist endlich Sohlleder γ, γ straff ausgebreitet, um
beim Arbeiten das Anhaften des Thons zu verhindern. Die freien Enden
dieser Lederstreifen sind um Bolzen δ
geschlungen und befestigt, damit durch die Drehung derselben ein
gehöriges Anspannen bewirkt werden kann.
Den Haupttheil des Abschneiders bildet eine Art von Haspel, bestehend aus zwei
parallelen in verticalen Ebenen liegenden Armsystemen A,
A,
Fig. 11
und 12
(letztere Abbildung in größerem Maaßstabe), die mit ihren Naben C auf derselben Welle D
in einer aus Fig. 12 erkennbaren Entfernung gehörig festgekeilt sind.
Zwischen je zwei der correspondirenden Arme A (mit
eigenthümlicher Spannvorrichtung) sind Stahldrähte i
(Fig.
12) befestigt und so gespannt, daß sie sämmtlich parallel zur
Haspelwelle D gerichtet sind und zwar alle in
derselben Entfernung (Fig. 12) von der
Drehachse.
Der so gebildete Haspel ändert hinsichtlich seiner Drehachse seinen Ort in Bezug
auf die ganze Ziegelpresse Fig. 11 nicht, kann
sich aber mit seinen Wellzapfen in unverrückbaren Lagern drehen und zwar in der
Richtung des dabei gezeichneten Pfeiles.
Diese Drehung des Haspels wird indeß nicht durch Uebertragung der Bewegung von
den Preßcylindern P, P₁ oder von einem
sonstigen Theile aus fortgepflanzt, der seine Bewegung direct oder indirect vom
Motor empfängt, sondern von dem in fortschreitender Bewegung begriffenen
Thonprisma T, welches die Presse heraustreibt. Wie
diese Uebertragung der Bewegung zur Umdrehung des Haspels erfolgt, läßt sich
leicht erklären, sobald man zuvor den aus der Presse kommenden Thonkörper und
die Art und Weise seines Fortrückens etwas näher betrachtet.
Sobald nämlich die Thonmasse aus der (Fig. 14 besonders im
Durchschnitt gezeichneten) Form M heraustritt,
gelangt sie erst auf ein durch Walzen unterstütztes endloses Gummiband y, nachher aber vor einen Draht U, der an beiden Enden V
und W festgehalten und gehörig gespannt ist.
Hierdurch wird der Thonkörper in zwei neben einander parallel laufende Stränge
geschnitten.
In der Fortsetzung wird der Thonstrang durch anderweit angebrachte Walzen r in seiner fortlaufenden Bewegung unterstützt.
Bevor er jedoch die letztere r₁ dieser Walzen
verläßt, schiebt man unter den Strang von beiden Langseiten her Holzplättchen a, a₁ (von der Gestalt, wie solche namentlich
aus der gleichzeitigen Betrachtung der Figuren 12 und 13
erhellt), welche durch ein zweites ebenfalls in Drehung befindliches
Walzensystem G, G getragen und fortgeschoben werden.
Diese tiefer liegenden Walzen G, G laufen mit ihren
Endzapfen in zwei auf die hohe Kante gestellten Blechen F, deren Gestalt und Lage besonders aus Fig. 11 erhellt.
Vorerst rücken die Holzplättchen a, a (zu beiden
Seiten für jeden Thonstrang eine aufeinanderfolgende Reihe) fort ohne mit den
Thonsträngen in Berührung zu kommen. Sobald er jedoch die letzte Rolle r₁ verläßt, gelangt der Thonkörper auf die
gedachten Holzplättchen und geht auf diesen ruhend (in derselben Richtung wie
vorher) weiter. Eine mit ihren Zapfen in geschlitzten Lagern laufende größere
Walze (von 150 Millimeter Durchmesser) erzeugt dabei einen Druck, wodurch das
Uebergehen des Thones auf die Holzplättchen a noch
mehr gesichert wird.
An jedem dieser Holzplättchen a ist nun an der
auswärts vom Thonstrange befindlichen Seite ein vertical aufwärts gerichtetes
dünnes Eisenblechstück b von der namentlich in Fig. 12
und 13
sichtbaren Form befestigt, welches mit dem betreffenden Holzplättchen ein Ganzes
bildet und also mit diesem zugleich fortschreitet. Diejenige Kante dieser
Eisenbleche, welche der Bewegungsrichtung zugekehrt und in Fig. 13 mit c bezeichnet ist, hat genau die verticale Richtung
und trifft in weiterer Bewegung auf jeder Seite gleichzeitig eine Hülse, worin
die Schneidedrähte i befestigt sind, ohne dabei
irgendwie von den Thonprismen d₁, d₁ (Fig. 12) behindert zu
werden, weil die Seiten derselben die verticalen Blechstücke b noch nicht berühren.
Durch den Druck der verticalen Blechkante c gegen den
betreffenden Draht i (Fig. 12 und 13)
entsteht nun eine Drehbewegung des (sonst unverrückbaren) Haspels A, A um seine Welle D,
die sich in Bezug auf die Wirkung des Drahtes gegen den Thonstrang auf einen
senkrecht gerichteten Schnitt des Drahtes reducirt, weil, während der ganzen
ferneren Zeitdauer der Bewegung, die Kante o mit dem
Drahte i in steter Berührung bleibt.
Daß nach dem Schneiden und somit Vollenden der Mauerziegel die Holzplättchen a, a₁ von beiden Seiten zugleich schnell
entfernt werden müssen, damit nicht der Draht, welcher seinen Schnitt
vollendete, gegen den noch vor ihm liegen gebliebenen Stein agirt, versteht sich
wohl von selbst.
Daß ferner das Hinbringen und Wegnehmen der Holzplatten a,
a₁ eine Arbeit ist, die mit Vorsicht und Schnelligkeit geschehen muß, bedarf wohl
kaum der Erwähnung.
Versuchsweise habe ich den Apparat während der Londoner Ausstellung mit Erfolg
arbeiten sehen, indeß läßt sich daraus lange noch nicht auf die ernste
praktische Verwendung schließen. Nach Armengaud (a.
a. O. S. 491) sollen bei einem Hrn. Blot, der in den
Departements Seine-Marne und Seine-Oise große Ziegeleien besitzt,
die Cazenave'schen Maschinen zur Zufriedenheit
arbeiten.
III. Maschinen zur Herstellung von
Bauziegeln aus trockenem Thon.
Es ist eine bekannte Sache, daß sich die Nordamerikaner seit beinahe 20 Jahren und
seit 1851 die Engländer bemühen eine Ziegelfabricationsmethode praktisch zu machen,
wobei man das Rohmaterial und nicht die zu Steinen geformten Ziegel trocknet,
überhaupt völlig trockenen oder durch nur etwas feuchten Thon verarbeitet, ein
Verfahren, wodurch man in den Stand gesetzt wird, auch sehr unreinen, namentlich mit
Steinen gemengten Thon verwenden zu können, wobei das oft lange dauernde Trocknen
der Ziegel an der Luft wegfällt und der ganze Betrieb völlig unabhängig von
Witterung und Jahreszeit gemacht wird.
Auf der Londoner Industrie-Ausstellung von 1862 wurde dieses System durch die
Maschine von Bradley und Craven in Wakefield und von Wilson in Glasgow
repräsentirt, während beide Maschinengattungen den Lesern englischer und deutscher
technischer Zeitschriften längst bekannt waren.Die Maschine von Bradley und Craven, wobei der Thon staubtrocken
verarbeitet wird, ist beschrieben in dem Bericht des Ingenieurs Eyth
„über die Backsteinmaschinen auf der landwirthschaftlichen
Ausstellung in Leeds im J. 1861“ im polytechn. Journal Bd. CLXII S. 175.
Eine Bradley und Craven'sche
Maschine sah Referent zur Zufriedenheit der Besitzer, während gedachter Ausstellung,
neben einer Clayton'schen Maschine (für nassen Thon),
unweit des Sydenhamer Krystallpalastes und zwar an einer Stelle arbeiten (beim
Tunnelbau der London-Chatam-Dover-Bahn), wo der erforderliche
Platz zur Errichtung von Schoppen, für den gewöhnlichen Proceß des Trocknens an der
Luft, durchaus nicht zu beschaffen war.
Indeß erhob man gegen die Wirkungsweise und Arbeitsresultate beider genannten
Maschinensysteme allerlei ökonomische und technische Bedenken, rühmte dagegen eine
für gleiche Zwecke arbeitende Maschinencombination der berühmten
Spinnerei-Maschinen-Fabrikanten Platt und
Comp. in Oldham unweit
Manchester, wodurch ich veranlaßt wurde, letzteren Ort (Ende August 1862) zu
besuchen.
Ich fand das Backstein-Maschinen-Werk im flotten Gange, das erzeugte
Fabricat vortrefflich und auch damit mehrfache Gebäude (namentlich am
Manchester-Bahnhofe in Oldham und unweit desselben) ausgeführt, wo die
Mauersteine überall das äußere Ansehen hatten, als hätte man sie vorher dem
Schleifprocesse unterworfen.
Der ganze Arbeitsgang (mit Ausnahme der Herbeiführung des rohen Thones in Handkarren
aus geringer Entfernung) war dabei selbstthätig gemacht. Kleine eiserne Wagen
führten den Thon zum Zwecke des Trocknens in gehörig langsamer Bewegung durch wohl
60 Fuß lange mit heißer Luft geheizte, horizontale, unmittelbar über der Erde
erbaute und oben durch schwaches Dachwerk leicht bedeckte Oefen, worauf das so
getrocknete Rohmaterial in Separircylindern von Steinen getrennt, mittelst
Elevatoren in ein nebenstehendes Gebäude gehoben, dort gesiebt und endlich in einer
ganz eigenthümlichen Maschine durch combinirten Schlag
und Druck gepreßt wurde. In besonders dazu construirten
Formkästen wurden immer vier Mauersteine auf einmal erzeugt und zwar dadurch, daß
man denselben nacheinander zwei Fallwerkstöße und zuletzt eine zugleich von unten
und oben auftretende Pressung ertheilte.
Durch die Güte eines meiner Jury-Collegen, des Hrn. Consulting Engineer
Fothergill, welcher über diese Platt'sche Maschinerie vor einiger Zeit in der
Birminghamer Institution of Mechanical Engineers Vortrag
gehalten hatte, wurde mir ein Separatabdruck aus den Proceedings der genannten Gesellschaft mitgetheilt, dem ich die
Abbildungen Fig.
1 bis incl. 8 entlehnte und zwar in der Hälfte
des Maaßstabes der Quelle.
Mit Hinweglassung der Trockenöfen zeigen Fig. 1 und 2 das Gebäude, worin sich
die weiteren Vorbereitungsmaschinen nebst der Presse befinden.
Der in vorbemerkter Weise getrocknete Thon wird in einer Grube Z gesammelt und von hier aus durch einen Elevator A dem Rumpfe einer Pulverisirungs-Steintrennungsmaschine B zugeführt.
Diese Maschine ist Fig. 3 u. 4 in größerem Maaßstabe und zwar im Quer- und Längendurchschnitt
gezeichnet. Der Hauptsache nach bildet sie ein Sieb, dem ein Zerkleinerungsapparat
beigegeben ist.
Die Welle C der ganzen Maschine ist unbeweglich gemacht,
auf beide Enden derselben aber ein Armkreuz D lose und
so aufgeschoben daß es mit seiner Nabe um C gedreht
werden kann. Im Umfange oder Ringe der Armkreuze sind starke schmiedeeiserne Stäbe E (Fig. 3 im Durchschnitt
sichtbar) befestigt, die parallel zur Achse C gerichtet
sind und einen keilförmigen Querschnitt haben, so daß nach außen hin die Oeffnungen
zwischen je zwei Stäben weiter werden, um den Heraustritt des zerkleinten oder
pulverisirten Materials möglichst zu erleichtern.
Nahe den beiden Enden des so gebildeten Siebes sind ferner auf die unbewegliche Achse
C zwei Arme F ebenfalls
lose aufgeschoben, die beide durch zwei (Fig. 4 punktirt
angegebene) eiserne Stäbe zur gemeinschaftlichen Action vereinigt sind. Auf den
einen dieser Stäbe hat man endlich noch eine ganze Reihe keil- oder
hammerförmiger Klopfer G gleichfalls lose aufgeschoben,
wovon jeder circa 3/4 Centner wiegt. Der zweite der
genannten Stäbe bildet (wie aus Fig. 3 erhellt) für diese
Klopfer G ein Auflager derartig, daß zwischen den
äußersten Enden von G und den Stäben E noch ein Spielraum verbleibt, wodurch ein Treffen der
Stäbe beim Leergange der Maschine verhindert wird. Die Umdrehung dieses ganzen
Apparates (25mal per Minute) wird durch das
Zahnräderpaar H, h bewirkt. Beim Arbeiten wird der
getrocknete Thon mit allen fremden Bestandtheilen dem am oberen Ende befindlichen
Rumpfe I (Fig. 4) zugeführt, die
zerkleinte und pulverisirte Masse durch die Zwischenräume der Stäbe E getrieben, während alle Steine, Eisen-,
Holzstücke etc. in der Achsenrichtung des Siebes einen Ausweg finden.
Der so gehörig zerkleinte Thon wird continuirlich durch einen Elevator K (Fig. 1) wieder aufwärts
und auf ein feines kegelförmiges Sieb L geführt, wovon
Fig. 5 und
6
Abbildungen im größeren Maaßstabe sind.
Aller durch die Siebmaschen gehende feinere Thon wird in der Röhre p unmittelbar der Presse M
zugeführt, während die in der Achsenrichtung heraustretende gröbere Masse zwischen
ein paar Walzen N nochmals zerkleint und sodann durch
einen Canal O wieder dem ersten Elevator A übergeben wird.
Die eigentliche Ziegelpresse ist in Fig. 7 in der
Vorderansicht und in Fig. 8 im senkrechten Profile (den Schnitt nach der Richtung MMH von Fig. 7 genommen) und zwar
in 1/40 der wahren Größe gezeichnet.
Die beiden sehr starken Gestellständer A, A sind
unterwärts auf den Fundamentplatten A¹ gehörig
befestigt und oben durch ein kräftiges Querhaupt A₂ entsprechend vereinigt. B, B ist der
Formtisch, worüber der Füllrahmen oder Aufgeber C
hin- und herbewegt werden kann, während von D aus
der vorbereitete (in der Regel aber wieder ein wenig angefeuchtete) Thon zugeführt
wird. Ein verstellbarer Abstreicher E
(Fig. 8) regulirt die Menge
des im Füllrahmen C aufgenommenen Thonpulvers.
Die Hin- und Herbewegung des Aufgebers C erfolgt
durch das geeignete Schwingen eines Hebels F, der zu
einem Winkelhebel F, F¹, F² gehört und um die Achse F¹
drehbar gemacht ist. Eine kurze Lenkstange m verbindet
F mit C.
Auf die horizontale starke Welle H ist außerhalb des
Gestelles ein kräftiger Hebedaumen G gekeilt, welcher
bei seiner Umdrehung gegen den unteren Arm F²
wirkt. Ferner ist auf derselben Welle H noch ein zweiter
niedriger Daumen i (Fig. 8) befestigt, der bei
jedem Umlaufe einmal gegen das untere Ende eines Preßstempels I wirkt, mit dem Körper K in directe
Verbindung gebracht ist und an seinem oberen Ende den Untertheil der Ziegelform
trägt. Uebrigens sind vier solche Stempel K und
natürlich auch vier correspondirende Steinformen vorhanden.
Im oberen Theile des Gestelles A ist eine zweite kräftige
Daumwelle L gelagert, welche beim Arbeiten mit der
unteren Welle H gleichviel Umläufe macht und wozu die
zusammengreifenden Zahnräder O und O¹ gleiche Durchmesser und Zähnezahlen haben.
Durch die betreffenden Hebedaumen R und S wird der geschlitzte Stempel M in Bewegung gesetzt, dessen unteres Ende N
ebenfalls in vier verschiedene Preßkolben ausläuft, die übrigens in Gestalt und Lage
mit den vier unteren Kolben K übereinstimmen und
correspondiren.
Aus der Anordnung aller beweglichen Theile wird man jetzt leicht entnehmen, daß bei
jeder Umdrehung der Wellen H und L die vier zu bildenden Mauersteine erst zwei Schläge und nachher noch
einen starken Druck erfahren, welcher letztere durch die gleichzeitige Wirkung des
Daumens i gegen I und der
Scheibe T gegen eine Frictionsrolle U erzeugt wird.
Ueberdieß hat man H auch noch so gestaltet, daß dadurch
die fertigen Steine selbstthätig aus der Form gehoben, durch C auf einen davor angebrachten Tisch V
geschoben und daselbst abgenommen werden können.
Im oberen Theile des geschlitzten Stempels M ist endlich
noch eine starke Gummifeder X befestigt, um das
Aufschlagen von M gegen einen der Daumen R oder S unschädlich zu
machen, im Falle vergessen worden wäre die Maschine vor dem Ingangsetzen mit Vorrath
von Thonmehl zu versehen.
Bei meiner Anwesenheit wurden per Minute 28 bis 32
Mauersteine (immer vier auf einmal) von gewöhnlicher Größe erzeugt, was mit der
Angabe des betreffenden Ingenieurs Hrn. W. Richardson
übereinstimmte, daß
durch die Zusammenwirkung sämmtlicher Maschinerien in 10 Stunden mindestens 18,000
Steine fertig würden.
Die Total-Gestehungskosten per Tausend Stück
solcher Mauersteine, das unmittelbar nach dem Pressen erfolgende Brennen mit
eingerechnet, wurden mir zu 12 Shill. (4 Thaler) angegeben.
Nach Fothergill's Angabe soll die ganze Platt'sche Maschinerie für 1000 Pfd. Sterl. (beinahe 7000
Thaler) ausschließlich der Betriebsdampfmaschine und der Gebäude herzustellen
seyn.
Was nun das Endurtheil über die erzeugten Mauerziegel und über das Verfahren
überhaupt anlangt, so hat sich bis jetzt aus den gewonnenen Erfahrungen ein völlig
entscheidendes Resultat noch nicht gewinnen lassen.
Bezeugen kann ich, daß das oft erhobene Bedenken gegen aus trockenem Thon erzeugte
Mauersteine, ob die Structur im Innern, ihrem schönen äußeren Ansehen völlig
entspreche, mindestens bei den mit den Platt'schen
Maschinen fabricirten Steinen nicht begründet ist, so weit ich nämlich in Oldham
Gelegenheit fand fertige Steine zu untersuchen. Ebenso ist die Frage nach der
Zerdrückungsfestigkeit dieser Mauersteine durch zuverlässige Versuche noch nicht beantwortet, obwohl man mir sowohl beim
Bauen des früher erwähnten Tunnels unweit Sydenham, als auch bei Häuserbauten in
Oldham nur günstige Angaben machte. Zu bestätigen scheint sich dagegen die ebenfalls
schon ältere Behauptung, daß das Brennen dieser stark gepreßten Ziegel (80 bis 100
Pfd. per Quadratzoll Druck) mehr Feuerungsmaterial und
größeren Zeitaufwand erfordert. Ein sehr scharfes Brennen scheint aber unerläßlich,
sobald sie namentlich nicht leicht Wasser aufnehmen sollen. So kommt es überhaupt,
daß sich das specifische Gewicht solcher Ziegel bis auf 2,3 erhöht, während es bei
aus nassem Thone erzeugten Steinen 1,87 bis 2,0 beträgt. Daß das hieraus folgende
größere absolute Gewicht der Steine aus trockenem Thone bei vielen Bauzwecken nicht
vortheilhaft ist, versteht sich wohl von selbst.
Unbeantwortet ist ferner auch noch die Frage, wie sich der ganze Maschinencomplex
hinsichtlich Abnutzung und Reparaturen zeigen wird.
Das allergrößte Bedenken dürfte zuletzt der künstliche Trockenproceß des Thones vor
seiner Verarbeitung erregen und zwar sowohl in Bezug auf Zeit- wie
Geldaufwand.
Alles dieß zusammengefaßt, scheint erstens (entsprechend
dem, was schon oben berichtet wurde) diese ganze Mauersteinfabrication, alle
technischen Einwürfe unbeachtet gelassen, nur dann rentabel zu seyn, wenn es sich um
sehr große Productionsquanta (jährlich mindestens 8 bis 10 Millionen Steine)
handelt, so wie zweitens, daß es selbst für Fälle
letzterer Art zunächst rathsam seyn dürfte, Amerikaner und Engländer noch mehr
experimentiren zu lassen, bevor man deutschen Unternehmern diese Fabricationsmethode
ohne Weiteres empfehlen kann.
Tafeln