| Titel: | Verbesserungen an Schneideisen zur Darstellung von Metallschrauben; von E. Hoyer. |
| Fundstelle: | Band 173, Jahrgang 1864, Nr. III., S. 13 |
| Download: | XML |
III.
Verbesserungen an Schneideisen zur Darstellung
von Metallschrauben; von E. Hoyer.
Aus dem Monatsblatt des hannoverschen
Gewerbevereins, 1864, Nr. 3 und 4.
Mit Abbildungen auf Tab.
I.
Hoyer's Verbesserungen an Schneideisen zur Darstellung von
Metallschrauben.
Die gewöhnlichen Schneideisen sind in ihrer Wirkungsweise so unvortheilhaftunvortheilbaft und liefern in Folge dessen so schlechte und unvollkommene Gewinde,
gegenüber den anderen Werkzeugen zu diesem Zwecke, besonders den Schraubenkluppen
(als nach den Schneideisen die gewöhnlichsten), daß es besondere Gründe geben muß,
welche ihnen, in den kleineren Werkstätten namentlich, das Daseyn noch erhalten. Ein
Grund dazu findet sich in der falsch aufgefaßten Billigkeit dieses Werkzeuges
gegenüber den mechanisch richtiger und vollkommener
construirten, zweitens ist es die Einfachheit in der Behandlung, drittens die
Möglichkeit sich dasselbe leicht selbst anfertigen zu können, welche die
Beibehaltung des Alten motiviren sollen. In der einfachsten Gestalt ist ja ein
solches Schneideisen weiter nichts, als eine Stahlplatte, welche mit einer Anzahl
Löcher von verschiedener Größe, in welchen verschiedene Muttergewinde eingeschnitten
sind, versehen und gehärtet ist. Man braucht zu ihrer Herstellung daher nur die
verschiedenen Mutterbohrer, und bekommt sämmtliche Größen übersichtlich
nebeneinander, braucht keine Backen auszuwechseln, und letztere können auch nicht
verloren gehen. Schraubt man nun mit Gewalt einen Metallcylinder durch diese Löcher,
so entsteht darauf eine Gewinde, indem sich die erhöhten Gänge der Mutter in
denselben einquetschen und eine entsprechende Metallmenge durch Aufstauchen in die
vertieften Gänge eindrücken. Dieses Eindrücken geschieht von beiden schrägen Flächen
des Ganges gleichzeitig, woraus sich die, fast bei jeder mit dem Schneideisen
verfertigten Schraube sichtbare Trennung des erhöhten Ganges in zwei fest
zusammengepreßte Theile, erklärt, so wie die Erscheinung, daß die fertige Schraube
einen größeren Durchmesser hat, als der dazu genommene Cylinder. Bei kleinen
Schrauben ist jedoch dieser Umstand nicht von großer Bedeutung, deßhalb das
Schneideisen wohl am Platze; ist die Spindel aber größer als zwei Linien im
Durchmesser, so ist die Anwendung gewöhnlicher Schneideisen verwerflich. –
Kann man aber dem genannten Werkzeuge statt der quetschenden eine wirklich schneidende Wirkung
und somit die Fähigkeit
ertheilen, auch stärkere Schrauben herzustellen, so wird es zu einem schätzbaren
Stücke für den Metallarbeiter.
Es gibt in der That einige sehr einfache Mittel, die bei jedem Schneideisen mit
geringer Mühe anzubringen sind und demselben in ziemlich hohem Grade eine schneidende Wirkung geben. Diese Mittel sind zum Theil
nicht mehr neu, aber so wenig bekannt, daß eine Mittheilung derselben in diesem
Journal gerechtfertigt seyn wird.
Die Einkerbungen, welche man seitlich in den Muttergewinden der Schneideisen
anbringt, gehören nicht hierher, indem sie die Wirkungsweise wenig oder gar nicht
verändern, sondern nur zum Austritt der etwa abgeriebenen Späne, welche mitunter in
pulverförmiger Verkleinerung durch die Rauhigkeit der Gewindgänge entstehen, dienen
und die Reibung etwas vermindern; sie dürfen jedoch bei den nun zu beschreibenden
Verbesserungen nicht fehlen.
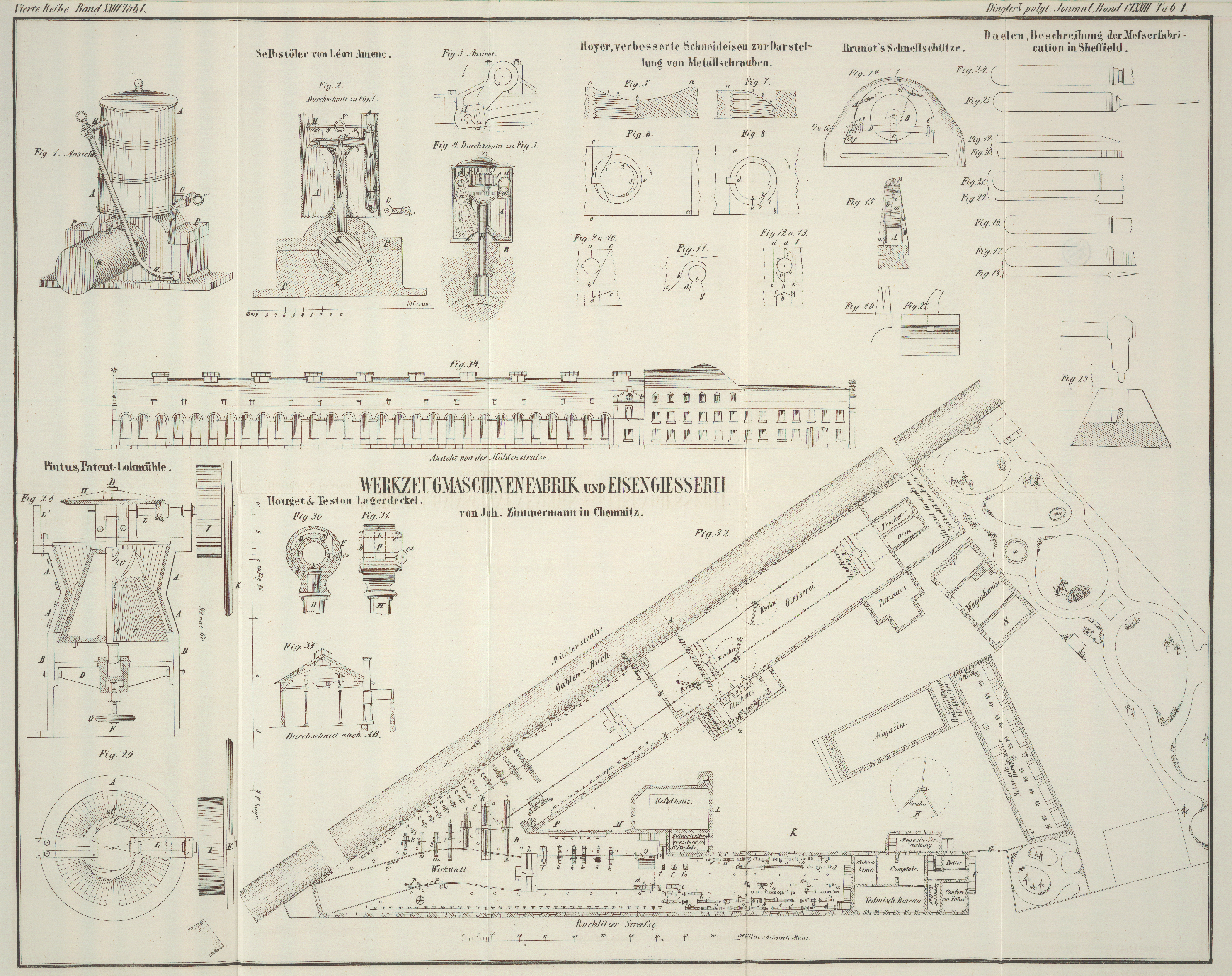
Diese Verbesserungen sind in Fig. 5–13
dargestellt; es sind ihrer fünf, die auf demselben Princip beruhen und nur in der
Ausführung von einander abweichen.
Nach einer Methode feilt man quer über das weich gemachte Werkzeug eine Rinne aus
unter Beobachtung folgender Regeln. Die Rinne abc
Fig. 5 und
6
muß so zu liegen kommen, daß ihre eine Längskante c den Kreis beinahe berührt, welcher von dem Gewinde
eingenommen wird; die Breite ac derselben ist gleich
dem doppelten Durchmesser desselben Kreises zu nehmen und ihre Tiefe so zu
bemessen, daß sie 2 bis 3 Gänge der Mutter
durchschneidet. Der Erfolg dieser Operation besteht sichtlich darin, daß
die von der inneren Fläche abc geschnittenen hohen
Gewindgänge an den Schnittstellen scharfe Ecken 1 und 2 bilden, die nach oben zu
eine nach der anderen (wegen des wachsenden Schnittwinkels) stumpfer werden und dadurch eine dem Schraubenschneiden sehr günstige
Wirkung äußern. Man bekommt damit zusammenhängende Späne von oft bedeutender Länge
(ich habe sie von Messing in der Länge bis zu einem halben Zoll erhalten) und ein
Dickerwerden der Schraube findet dabei nicht statt.
Bei aufmerksamer Betrachtung der beschriebenen Anordnung kommt man leicht zu der
Einsicht, daß die Wirkung der schneidenden Kanten noch günstiger sich herausstellen
wird, wenn man statt der concaven eine convexe Fläche anfeilt; dadurch entstehen natürlich
ebenfalls dieselben Ecken und Schneiden, nur folgt die Abstufung der Feinheit in umgekehrter Reihe. Während daher im ersten Falle die zuerst angreifende Schneide die dickste ist und so
ziemlich allein das ganze Gewinde ausschneidet, so ist im
zweiten Falle der ersten Schneide nur die Anfänge zu
machen überlassen, den folgenden die allmähliche und der letzten die gänzliche Vollendung. Auf Grund dieser Betrachtung fertigte
ich ein solches Schneideisen an, und wurde durch außerordentliche Erfolge dieser
Construction die Vermuthung besserer Wirkung vollständig bestätigt.
Diese zweite Anordnung zeigen Fig. 7 und 8. Darin ist ab die convexe Fläche, deren Krümmung wieder nach
den für die erste Construction gegebenen Regeln genommen wird, und deren Radius
wegen der ansteigenden Gewindgänge bedeutend kleiner seyn muß. Denkt man sich nun
zwei Metallcylinder in die Muttern Fig. 6 und 8 eingesteckt und zur
Bildung der Schraube in der Pfeilrichtung gedreht, so kommen der Reihe nach zur
Wirkung: in Fig.
6 die Ecken 1 und 2, in Fig. 8 die Ecken 1, 2, 3.
Die Linien 1 i, 2 o und
resp. 3 u sind die Schnittlinien der krummen Flächen mit
den Gewindgängen, also i 1 2, o 2 3 und resp. u 3 d die Winkel der gebildeten Schneiden. Nach Fig. 6 kommt zuerst der
größere Winkel i 1 2, dann der kleinere 3 2 o zur Wirkung, nach Fig. 8 hingegen erst der
kleinere 2 1 i, dann die größeren 3 2 o und d 3 u.
Vorgedachte zwei Verbesserungen können nur zweckmäßig Anwendung finden, wenn die
Wegnahme des Theiles für die Rinne keine zu große Schwächung des ganzen Werkzeuges
verursacht, worauf man natürlich bei Herstellung neuer Schneideisen gebührend
Rücksicht nehmen kann; sie verdienen jedoch den Vorzug, sowohl wegen der Wirkung als
des leicht auszuführenden Nachschleifens. – Befürchtet man eine solche
Schwächung, so kann man noch auf verschiedene andere Weise zum Ziele gelangen. Drei
darauf hinzielende Anordnungen mögen noch angeführt werden, da sie namentlich zur
Herstellung kleiner Schräubchen sich sehr gut eignen.
Nach der einen Methode feilt man querüber eine kleine dreiseitige Pyramide abc
Fig. 9 und
10 so
weg, daß die eine Kante ab durch die Mitte der
Mutter, die zweite bc an derselben vorbei und die
dritte ebenfalls durch die Mitte geht, aber unterwärts a
bei d mündet. Da nun die Spitze b der Pyramide in der Fläche des Schneideisens liegt, so wird ein Theil
der Gewindgänge auch schräg durchschnitten, nur nicht von einer krummen sondern
einer geraden Fläche, weßhalb alle Schnittwinkel gleich sind.
Die zweite Methode besteht darin, daß man um die Mutter herum mit dem Meißel Etwas
weghaut, etwa wie in Fig. 11 die Linie abc zeigt, wobei die Vertiefung von a nach d allmählich zunimmt;
dabei bohrt man die Oeffnung zur Aufnahme des Gewindes ziemlich nahe am Rande und macht von letzterem
aus einen schrägen Einschnitt deg, wodurch an der
Kante e hinunter die Gewinde ebenfalls noch
mithelfen.
Endlich drittens kann man, wie Fig. 12 und 13 andeuten,
noch so verfahren, daß man zwei von der Mittellinie a b
nach den Seiten abfallende Flächen abcd und abef bildet und um die Mutter herum, wie vorhin
angegeben ist, zwei Kerben i und o einhaut.
Tafeln