| Titel: | Ueber ein neues Verfahren zur Anfertigung der Gießformen für gußeiserne Röhren; von Georg Lauder, Civilingenieur. |
| Fundstelle: | Band 176, Jahrgang 1865, Nr. LXXXVI., S. 284 |
| Download: | XML |
LXXXVI.
Ueber ein neues Verfahren zur Anfertigung der
Gießformen für gußeiserne Röhren; von Georg Lauder, Civilingenieur.
Vorgetragen in der Versammlung der Mitglieder der
Institution of Engineers in Scotland
vom 2. Dec. 1864. – Aus dem Mechanics' Magazine, Febr. 1865, S.
103.
Mit Abbildungen auf Tab.
IV.
Lauder, über ein neues Verfahren zur Anfertigung der Gießformen für
gußeiserne Röhren.
Mit der Einführung maschineller Vorrichtungen zum rascheren und leichteren Einformen
gußeiserner Röhren – also seit wenig Jahren erst – hat sich die
Fabrication solcher Röhren zum Range eines besonderen Zweiges des
Eisenhüttengewerbes emporgeschwungen, und die große Schnelligkeit, so wie die
Billigkeit ihrer Herstellung hat die Anwendung von Handarbeit bei derselben ganz
verdrängt, so daß die letztere bei diesem Industriezweige keine Zukunft mehr hat.
Nach der Einführung von Maschinen zur Anfertigung der Formen für Gußeisenröhren sind
verschiedene Verbesserungen der ersteren aufgetaucht, welche zwar für das größere
technische Publicum von geringerer Bedeutung seyn mögen, für das Eisenhüttengewerbe
selbst aber dennoch von Wichtigkeit sind.
Die wesentlichsten Bedingungen für einen guten Röhrenguß sind: 1) Festigkeit des zum
Gusse verwendeten Materialeisens; 2) gleiche Wandstärke, sowie vollkommen
cylindrische und gerade Gestalt der Röhren; 3) glatte und ebene Oberfläche des
Gusses, namentlich auf der Innenseite der Röhren, so daß jede Reibung auf das
mögliche Minimum zurückgeführt wird und nirgend Unebenheiten vorhanden sind, welche
zur Bildung fester Absätze Anlaß geben könnten; 4) möglichst vollkommene
Vorrichtungen zur möglichst dichten Verbindung der Röhren unter einander.
Das Verfahren, die Röhren in aufrechtstehende Sandformen, mit der Kröpfung nach unten
gekehrt, zu gießen, wird schon seit mehreren Jahren beim Guß größerer Röhren sehr
allgemein angewendet. Diese Methode hat den Vorzug, daß alle Schlacken und anderen
Unreinigkeiten des Metalls nach oben steigen und hier einen verlorenen Kopf bilden,
welcher nachher abgeschnitten wird, indem zu diesem Zwecke die Röhre um 12 bis 16
Zoll länger eingeformt und gegossen wird; dadurch erhält gleichzeitig die Kröpfung
eine größere Festigkeit, so daß dieselbe in der That den haltbarsten Theil der Röhre
bildet.
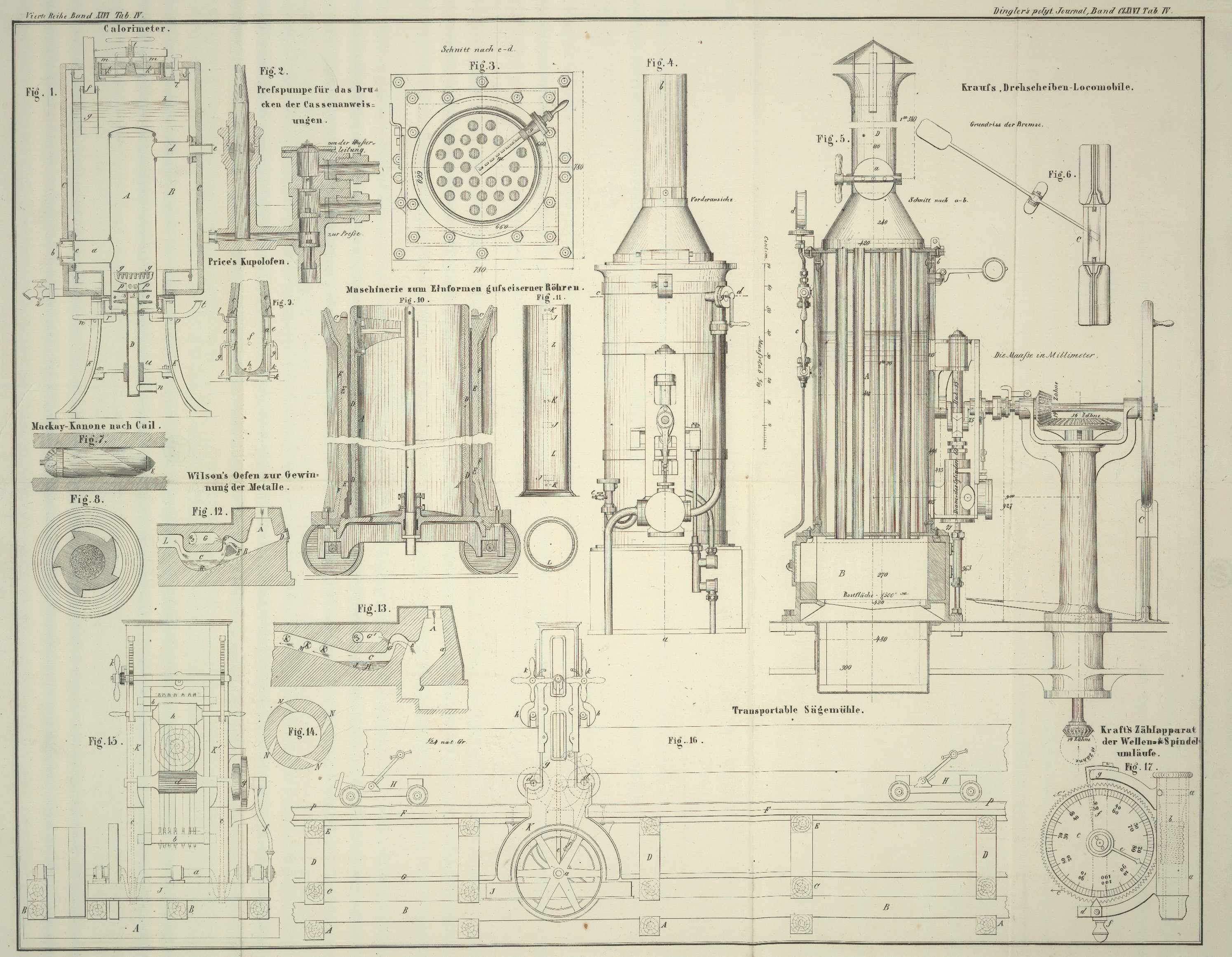
Fig. 10 gibt
den senkrechten Durchschnitt der Form für eine 40zöllige, nach diesem Verfahren zu
gießende Röhre, mit verbesserter Einrichtung der Kernstange. A, A ist der Kernkasten, in welchem die Kernstange an der Bodenplatte B, B befestigt wird. Diese letztere ist an ihrem Rande
so abgedreht, daß sie genau in einen entsprechend ausgedrehten Theil der
ringförmigen Platte, auf welcher der Mantel F, F
befestigt ist, hineinpaßt. D, D bezeichnet den Kern, E, E den das Modell bildenden Sand.
Beim Gusse von Röhren mit nach unten gekehrter Kröpfung wird der Kern gewöhnlich in
zwei Theilen angefertigt, deren einer den Hauptkörper, der andere das Bodenstück mit
der Kröpfung bildet. Das Bodenstück wird zuerst eingeformt; dann wird der
Hauptkörper des Kerns darauf gesetzt. Leider hat man kein Mittel, um sich an der
Verbindungsstelle beider Theile überzeugen zu können, ob letztere auch genau
zusammen passen, bevor der Guß vollendet ist, so daß jeder Fehler beim Aufstellen
des Kerns unbemerkt bleibt, bis es zu spät wird, ihn zu verbessern.
Bei Anwendung der hier abgebildeten Kernstange wird dagegen der Kern aus einem Stücke
geformt. Er erhält seine richtige Stellung in der Form dadurch, daß er aus einer
unter dieser befindlichen Grube in dieselbe emporgehoben und mittelst der
abgedrehten Bodenplatte B, B, an welcher die Kernstange
befestigt ist, gehörig gerichtet wird, was ohne große Schwierigkeit geschehen kann,
indem die ringförmige und, wie schon bemerkt, dem Rande der Bodenplatte entsprechend
ausgedrehte Platte C, C in eine auf der Bühne des, den
Formkasten tragenden Wagens eingegossene und sorgfältig abgedrehte Rinne genau paßt.
Da mittelst dieser Führungen Modell und Kern vollkommen concentrisch zu einander
gestellt werden, so muß der Guß ganz gleichförmig und vollkommen symmetrisch
ausfallen. Das Modell wird zu dieser Führung dadurch concentrisch gestellt, daß der
der Kröpfung entsprechende Theil mit einem ebenso geformten Stücke versehen wird,
welches auf B, B in seine gehörige Stellung gebracht und
festgestampft werden muß, bevor man mit dem Einformen der Röhre fortfährt.
Der in der Zeichnung abgebildete Kern wird gleich dem Modelle E, E aus Sand angefertigt, welcher um die zusammenlegbare Kernstange herum
festgestampft wird. Für Röhren von kleineren Dimensionen, von etwa 3 Zoll
Durchmesser, sind Sandkerne schon seit längerer Zeit gebräuchlich. Dagegen muß
hervorgehoben werden, daß bei der Fabrication von größeren und weiteren Röhren
Sandformen zuerst von den Herren D. Y. Stewart und Comp. zu Liverpool in Anwendung gebracht worden sind. Die
nach ihrem verbesserten Verfahren gegossenen Röhren haben eine im Handel bisher
unbekannte Vollkommenheit erreicht. Dieselben werden auf folgende Weise
angefertigt.
Aus einem gußeisernen Cylinder, dessen möglichst sauber und glatt ausgedrehtes Innere
dieselbe Form und Größe wie das Innere der zu gießenden Röhre hat, wird ein
Kernkasten, Fig.
11, dadurch hergestellt, daß bei L, L eine
fast durch die ganze Metallstärke hindurchgehende Spur in den Cylinder
eingeschnitten, und dann der letztere der Länge nach aufgesprengt wird. Die Löcher
K, K dienen zur Einführung von Spletten, mittelst
deren mit Zuhülfenahme einer Schraube der Cylinder, beziehungsweise Kernkasten
geöffnet wird. Die angegossenen Lappen J, J dienen dazu,
den Schlitz des Kernkastens zusammenzuziehen und den letzteren beim Einstampfen des
Kerns fest geschlossen zu halten. Bei der Anfertigung des Kerns selbst wird die
Kernstange zu dem vollen Durchmesser, den der erstere behalten soll,
auseinandergeschoben und dann festgestellt, so daß sie genau in seine Mitte zu
stehen kommt. Darauf wird der Kernkasten über sie hinabgestülpt und auf der
Bodenplatte befestigt; er ist mit Führungen versehen, damit der abgedrehte Theil der
Bodenplatte B, B mit der Stange gehörig zusammenpaßt.
Nun wird der Raum zwischen Kernkasten und Kernstange voll Sand gestampft, dann der
erstere geöffnet und abgehoben, worauf der genügend festen Zusammenhalt zeigende
Kern in die Trockenstube gefahren und nachdem er völlig trocken geworden, auf die
bereits angedeutete Weise in das Modell gestellt wird. Das Formen oder Einstampfen des
Kerns geschieht auf dem in der Zeichnung angegebenen Wagen, auf welchem er so lange
bleibt, bis er seinen Platz im Modelle erhält.
Bei diesem Verfahren fällt der Kern durchaus cylindrisch aus und kann sich auch beim
Trocknen nicht verziehen, da er in aufrechter Stellung getrocknet wird. Ebenso sind
auch Verschiedenheiten in den Dimensionen, namentlich im Durchmesser der in einem
und demselben Kernkasten geformten Kerne beinahe unmöglich, da der Arbeiter dafür zu
sorgen hat, daß der Kernkasten ganz fest geschlossen ist, bevor der Kern
eingestampft wird. Bei diesem Formsystem sind demnach alle wichtigen Theile des
Verfahrens, welche besondere Aufmerksamkeit seitens des Arbeiters erfordern, seinen
Händen entzogen und es wird auf diese Weise eine Genauigkeit erzielt, welche auf
andere Weise nicht erreicht werden kann.
Das gänzliche Fehlen aller Rauhigkeiten und Unebenheiten der nach diesem Verfahren
gegossenen Röhren fällt Jedem sogleich auf. Von Ringen und wellenförmigen Streifen,
welche bei Lehmgußröhren in Folge des Reißens des Lehmkerns beim Trocknen so häufig
vorkommen, ist gar Nichts wahrzunehmen. Auch hat sich die Befürchtung, daß der
gußeiserne Kernkasten durch das wiederholte Oeffnen und Schließen leiden müsse, als
ungegründet erwiesen, indem ein noch jetzt im Gebrauch befindliches Exemplar eines
solchen Kernkastens bereits zur Anfertigung von mehr als 2500 Stück Kernen gedient
hat und noch ebenso gut ist als im Anfange.
Bei den ersten Versuchen mit diesem Verfahren entstanden einige Schwierigkeiten
dadurch, daß das aus einer Höhe von 13 Fuß in die Form einfallende Eisen die
Schultern oder den hintern Theil der Kröpfung wegspülte. Diesem Nebelstande ward
indessen bald mittelst einer einfachen Vorrichtung abgeholfen, die sich vielleicht
auch in anderen Fällen mit Nutzen anwenden lassen würde. Am oberen Ende der Form
wird nämlich rings um den Rand derselben eine Rinne oder Gießgasse C, C in den Sand eingeformt und am Boden derselben eine
Anzahl kleiner Löcher eingebohrt, welche bis in die Form hinein gehen und als
Eingüsse oder Gießlöcher dienen. Dadurch wird das Einfließen des Eisens verlangsamt
und eine Verletzung des Kerns an den gefährdeten Stellen vermieden; gleichzeitig
dient diese Vorrichtung dazu, die auf dem Eisen schwimmende Schlacke etc.
zurückzuhalten, während das auf diese Weise mechanisch gereinigte Metall die Form
füllt.
Bezüglich der Geradheit dieser Röhren kann ich die Versicherung geben, daß ich unter
einer Anzahl von mehreren tausend Stück derselben, welche seit einigen Monaten durch
meine Hände gegangen sind, auch nicht ein einziges krummes Exemplar gefunden habe. Es ist keine
Uebertreibung, wenn ich behaupte, daß die nach dieser Methode gegossenen Röhren so
nett und schön aus der Form kommen, wie von der Drehbank – abgesehen
natürlich von der immer etwas rauhen Gußhaut. Neben den angeführten Vortheilen darf
die Gleichheit des Gewichts dieser Röhren nicht übersehen
werden. Nehmen wir auf's Gerathewohl 50 Stück Röhren von 3 Fuß Durchmesser, so liegt
die größte Gewichtsdifferenz zwischen 49 Centner 70 Pfund und 47 Ctr. 70 Pfd., eine
Differenz von durchschnittlich nur 2 Procent, die aber im Allgemeinen und gewöhnlich
nicht über 1,166 Procent beträgt. Der Grund dieser Schwankungen liegt in dem mehr
oder weniger festen Einstampfen des Sandes, in der Differenz zwischen der Temperatur
des Kernkastens und derjenigen des Mantels während des Gusses, sowie in einer
Verschiedenheit des specifischen Gewichts des Materialeisens. Alle diese Quellen der
obigen Differenzen lassen sich in der Praxis bei einiger Sorgfalt leicht
vermeiden.
Die Herstellungskosten dieser Formen sind nach Hrn. Stewart's Mittheilung allerdings höher, als die
der Lehmformen; allein da nur äußerst wenig Ausschuß vorkommt und auch kein
Eisenverlust durch Uebergewicht stattfindet, so liegt der Vortheil doch auf Seiten
der ersteren. Den größten Theil der Kosten verursacht das Feststampfen des Sandes,
indem bisher noch kein ausführbarer Plan zur Anwendung von Dampfkraft für diesen
Zweck in Vorschlag gebracht ist. – Der zur Anfertigung des Kerns sowie des
Modells verwendete Sand kann mehrere Male gebraucht werden, wenn nur für jede neue
Form die zur Anfertigung der Kröpfung erforderliche Menge frischen Sandes zugesetzt
wird.
Zwei Röhren von 2 Fuß Durchmesser und 12 Fuß Länge wurden mittelst langer, von einem
Ende bis zum anderen hindurchgehenden Bolzen verbunden – dann wurden sie dem
Drucke einer Wassersäule von 400 Fuß unterworfen: die Verbindungen erwiesen sich als
ganz dicht; als dann die mittleren Stützen oder Unterlagen um 2 Zoll tiefer gelegt
wurden, blieben die Verbindungen dicht; und als hernach die ersteren ganz
weggenommen wurden, stieg, soweit wir beurtheilen konnten, die
„Sackung“ in der Mitte auf 5 bis 6 Zoll, bevor ein
einigermaßen bedeutender Leck entstand. Bei einem anderen, mit Röhren von 3 Fuß
Durchmesser angestellten Versuche konnte die Verbindungsstelle um 2 Zoll gesenkt
werden, bevor sich ein Leck zeigte. Die Verbindungen wurden mit Asphalt, der durch
Zusatz von Pechöl bis zur Consistenz von Glaserkitt verdünnt war, und mit zwei
Touren Kabelgarn oder Hanfzöpfen, welches letztere um das Zapfenende der Röhren
gewickelt ward, gedichtet, wobei dieses Ende, sowie die Kröpfung der folgenden Röhre
erwärmt und der Asphaltkitt in heißem Zustande angewendet wurde.
––––––––––
An den vorstehenden Vortrag knüpfte sich eine Discussion, in deren Verlaufe Professor
Rankine erwähnte, daß er
den ganzen Proceß des Einformens und des Gießens der Röhren nach dem von Lauder beschriebenen Verfahren durch eigene Anschauung
kennen gelernt habe, und die vom Referenten hervorgehobenen Vorzüge nur bestätigen
könne. Ein ganz besonderer Vortheil erwachse aus dem Gießen der Röhren mit nach
unten gerichteter Kröpfung dadurch, daß alle Blasen und alle eingeschlossene Luft
immer nach oben gedrängt werden, so daß nach dem Abschneiden des oberen Endes die
Röhre ganz vollkommen sey. Außerdem seyen mit den verschiedenen Details noch andere
Vorzüge verbunden, überhaupt sey das ganze Verfahren außerordentlich sinnreich und
ganz zweckentsprechend.
Alex. Smith war im Stande, über die Leistungen der
beschriebenen maschinellen Vorrichtung ein auf Erfahrung gegründetes Urtheil
abzugeben. Sein Haus hatte Cylinder von acht Fuß Durchmesser zu Pfeilern für die
Brücke über den Clyde (auf der caledonischen Eisenbahn) erhalten, welche in Bezug
auf Genauigkeit der Dimensionen unübertroffen seyen. Seiner Ansicht nach sey die
Maschine zur Lieferung ausgezeichneter Producte durchaus geeignet.
Lauder machte darauf aufmerksam, daß die hauptsächlichste
Neuheit in der Anwendung von Sandkernen, anstatt der Lehmkerne liege. Die von Smith erwähnten Cylinder seyen gleichfalls über Sandkerne
gegossen. – Die Anfertigung längerer Sandkerne mittelst Maschinen sey in
Folge der Nothwendigkeit sehr langer Stampfer mit sehr bedeutenden Schwierigkeiten
verknüpft; Dampfkraft lasse sich zu diesem Zwecke nicht anwenden, da der zur
Aufnahme des Sandes bestimmte Raum zwischen der Kernstange und dem Kernkasten nicht
gestatte die Stampfer von solcher Stärke anzufertigen, daß sie dem Motor gehörig
Stand halten; außerdem träten hier noch Schwierigkeiten anderer Art in den Weg.
Downie bemerkte, bei den jetzt gebräuchlichen weitesten
Röhren für Wasserleitungen betrage der Durchmesser 3 Fuß bis 3 Fuß 4 Zoll; allem
Anschein nach würden aber Sandkerne auch bei Röhren von
beliebig größeren Dimensionen anwendbar seyn, wenn der Kostenpunkt nicht
berücksichtigt zu werden braucht. Eine große Schwierigkeit bei der Anwendung dieser
Art von Kernen liege darin, daß die letzteren den Transport in die Trockenstuben
in noch grünem (feuchtem) Zustande abhalten müssen;
sobald sie vollständig trocken geworden, sey die Gefahr
dabei nur sehr gering. Eine andere praktische Schwierigkeit bei der Anwendung von
Sandkernen erwachse aus der starken Neigung des Sandes, am hinteren Theile der
Kröpfung abzuspringen oder sich abzuschälen, wenn das flüssige Metall aus dem hoch
gelegenen Gießloche mit großer Gewalt auf die vorspringenden Theile des Kerns
herabfalle. Obschon diesem Uebelstande durch die von Lauder beschriebene Vorrichtung, eine größere Anzahl von kleineren
Gießlöchern anzubringen, in bedeutendem Grade abgeholfen werde, so sey doch zu
beachten, daß eine derartige Schwierigkeit bei Anwendung von gut angefertigten
Lehmkernen nicht vorkomme. Dagegen verdiene wieder der Vorzug der Sandkerne, daß
dieselben Röhren mit ganz glattem Innern liefern, die größte Anerkennung. Die von
Smith erwähnten Cylinder seyen nicht mit der
Formmaschine, sondern durch Handarbeit mit Anwendung einer zusammenlegbaren Lehre
und eines mehrtheiligen Kernkastens geformt worden.
Lauder hob noch hervor, daß die in Folge der Ausdehnung
des Kernkastens durch Hitze entstehenden Ungleichheiten der Röhren dadurch vermieden
würden, daß der erstere den ganzen Tag über gleichmäßig warm erhalten werde, nachdem
er Morgens angewärmt worden. Daß dieses Verfahren den günstigsten Erfolg habe, werde
durch die geringen Schwankungen im Gewichte der Röhren bewiesen.
Schließlich bemerkt Downie noch, daß bei dem beschriebenen
Verfahren die Kernstange vor den bekanntlich sehr nachtheilig wirkenden raschen
Temperaturwechseln geschützt sey, insofern der, eine 1 1/4 Zoll dicke Schicht
bildende Sand ein schlechter Wärmeleiter und daher in dieser Beziehung einem
gewöhnlichen, ohne Heu- und Strohbänder angefertigten Lehmkerne weit vorzuziehen
sey. Bei raschem Gießen seyen bedeutende Schwankungen in der Temperatur des Kerns
nicht zu vermeiden und er sey der Ansicht, daß dieselben auch durch das von Lauder erwähnte Anwärmen des letzteren nicht gänzlich
ausgeglichen werden können.
Tafeln