| Titel: | Verfahren zur Darstellung dichter und fehlerfreier Metallgüsse, namentlich für Schmiedestücke, schwere Geschützrohre und Cylinder hydraulischer Pressen; von George Bell und Robert Luthy zu Bolton in Lancashire. |
| Fundstelle: | Band 179, Jahrgang 1866, Nr. LXXXVI., S. 360 |
| Download: | XML |
LXXXVI.
Verfahren zur Darstellung dichter und
fehlerfreier Metallgüsse, namentlich für Schmiedestücke, schwere Geschützrohre und
Cylinder hydraulischer Pressen; von George Bell und Robert
Luthy zu Bolton in Lancashire.
Aus dem London Journal of arts, November 1865, S.
275.
Mit Abbildungen auf Tab.
VII.
Bell und Luthy's Verfahren zur Darstellung dichter und fehlerfreier
Metallgüsse.
Bekanntlich enthält beim Gießen von Metallen die flüssige Masse eine bedeutende Menge
von atmosphärischer Luft oder von Gasen; eine weitere Quantität Luft oder anderer
aus dem umgebenden Medium herrührender Gase wird durch das in die Form einströmende
Metall mit in dieselbe hineingerissen, so daß das Metall nicht den ganzen für
dasselbe bestimmten Raum ausfüllen kann. Wenn auch die auf diese Weise im Gußstücke
entstandenen Blasen oder Poren außerordentlich klein sind, so wird doch die
Festigkeit der Güsse durch deren große Anzahl bedeutend vermindert.
Beim Gießen von Metallzainen oder Metallblöcken, welche zu Schmiedestücken bestimmt
sind, ist es nicht allein wünschenswerth, die Gegenwart von Luft oder Gas an und für
sich zu vermeiden, sondern diese Luft oder dieses Gas bildet auch mit den
benachbarten Metalltheilchen Oxyde oder andere Verunreinigungen, welche einer
innigen Vereinigung oder Verschweißung des Metalles durch Schmieden, Walzen oder
Zusammendrücken, so wie der Erzeugung einer durchaus gleichmäßigen Härte hinderlich
sind. Um diese nachtheilig wirkende Gegenwart von Luft oder Gasen bei den erwähnten
Operationen zu vermeiden, machen wir den Vorschlag, ihren Zutritt zu verhindern und
sie aus dem Metalle durch Herstellung eines theilweisen oder wo möglich
vollständigen Vacuums in den Formen zu entfernen, und bei flüssigem Material das
Vacuum insbesondere um den aus dem Ofen oder der Gießkelle, Pfanne etc. der Form
zufließenden Strom herum zu erzeugen.
Ganz besonders sind die durch Bessemern in Stahl
umgewandelten Eisengüsse dem Uebelstande unterworfen, daß sie zahlreiche Blasen oder
Poren enthalten, welche durch das Eindringen von Luft in das Metall verursacht
werden, und dieß ist Folge sowohl davon, daß durch das Gebläse der Birne Wind
zugeführt wird, als auch davon, daß beim Umgießen des Metalls aus einem Gefäße in
das andere, d.h. von der Birne in die Pfanne und aus dieser in die Formen, Luft oder Gase in die flüssige
Masse eindringen. Diese Blasen und Poren sind wahrscheinlich die nachtheiligsten, da
ihre inneren Wandungen oxydirt werden, daher die Masse, in der sie enthalten sind,
sich durch Schmieden nicht vollkommen ausschweißen läßt. Andere Löcher oder Blasen
entstehen dadurch, daß sich bei der Berührung des flüssigen Metalles mit den
unreinen Wänden der Formen verschiedene Gase entwickeln. Ferner nimmt das Metall bei
sehr hoher Temperatur Gase auf und stößt dieselben beim Erstarren wieder aus (das
Spratzen verschiedener Metalle), und auch in Folge
dieses Vorganges entstehen Löcher, Blasen und Poren. Ueberdieß wird durch die
Zusammenziehung (das Schwinden) des Metalles beim
Erkalten die Bildung von luftleeren Räumen in seiner Masse bedingt; die äußeren
Theile der Güsse können, indem sie zuerst erstarren, bei der Zusammenziehung der
Masse den inneren Theilen derselben nicht folgen, so daß die letzteren sich an
verschiedenen Stellen von den ersteren losreißen müssen; doch sind Löcher dieser Art
weniger nachtheilig, da ihre Wandungen sehr rein sind und beim Ausschmieden leicht
zusammenschweißen.
Gegenstände, welche ein festes, dichtes Material erfordern, z.B. Rohre zu schwerem
Geschütz, Voll- und Hohlgeschosse, Cylinder für hydraulische Pressen, können
mit Hülfe des neuen VerfahrensPatentirt in England am 14. November 1864. aus Bessemermetall gegossen werden, was bei dem
jetzigen Gießereiverfahren mit günstigem Erfolge nicht möglich ist. Zur Erreichung
dieses Zweckes empfehlen wir das Verfahren, rings um den Strom des flüssigen
Metalles, unmittelbar vor seinem Eintritte in die Form, einen luftleeren Raum
herzustellen, um den Zutritt der Luft, welche sonst mit dem Strome in das Metall
eindringt, zu verhüten und die im Metalle bereits vorhandene Luft, beziehungsweise
Gase, welche sich aus demselben unter dem Druck der Atmosphäre nicht von selbst
entbinden können, zu entfernen.
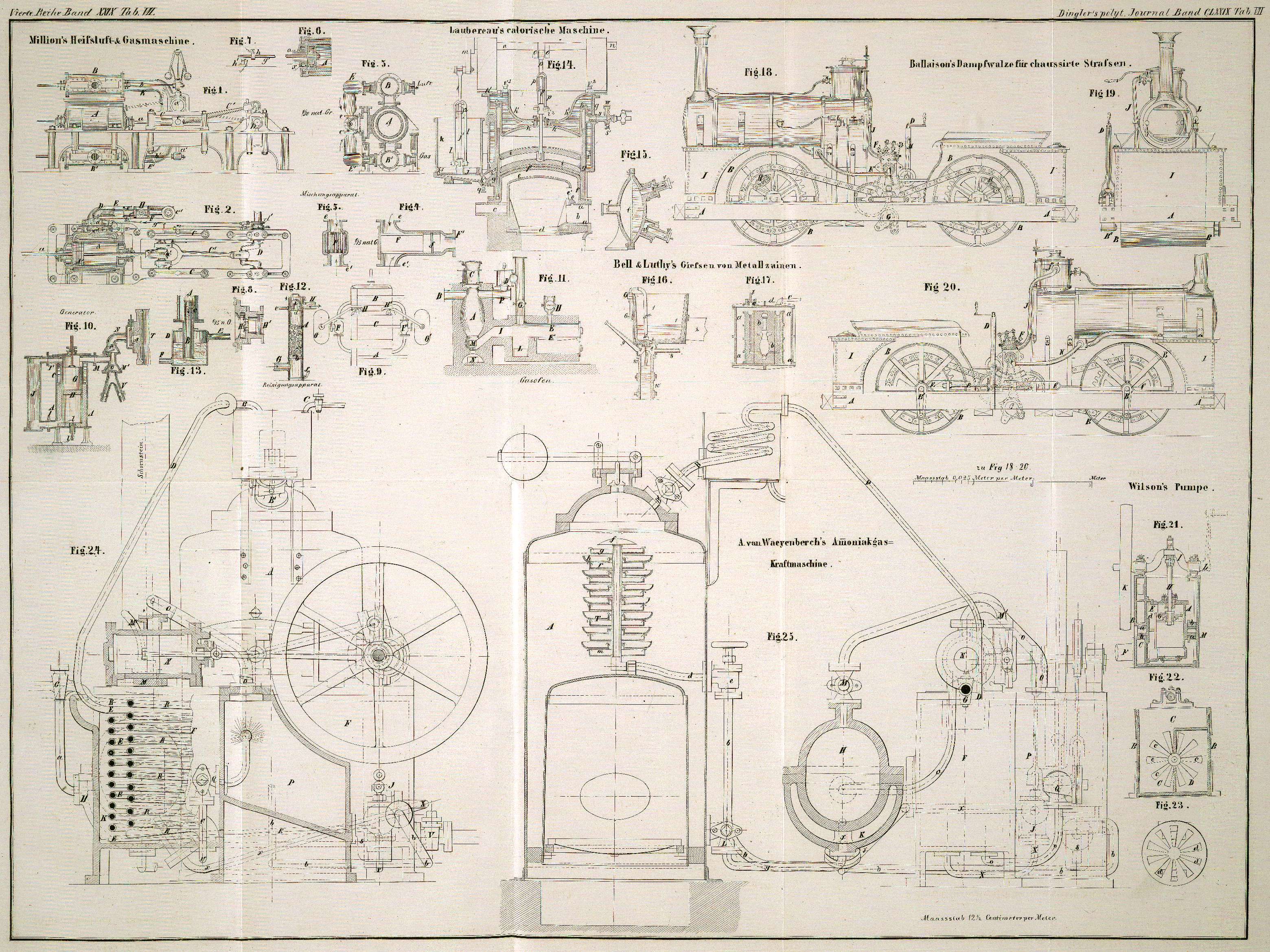
Figur 16
stellt eine Vorrichtung zur Anfertigung von Güssen aus Bessemermetall dar. 1 ist die
mit feuerfestem Material ausgefütterte Gießpfanne, welche gewöhnlich am Ende eines
hydraulischen Drehkrahns 2 befestigt ist. Am Boden dieser Gießpfanne ist die
Vorrichtung zum Abstechen angebracht; dieselbe besteht zunächst in einem aus
feuerfestem Thone angefertigten Cylinder 3, welcher in einer mit der Bodenplatte der
Pfanne verbundenen Büchse 4 befestigt ist. Ein gleichfalls aus feuerfestem Thone
bestehender Stopfen 5 ist mittelst einer über den oberen Rand der Pfanne gebogenen
Verlängerung seines oberen Endes 5a mit einer
Handhebelvorrichtung 6 verbunden, durch die er aus seinem Sitze emporgehoben,
beziehungsweise wieder eingesenkt werden kann. Der Stopfen 5 ist gewöhnlich
kugelförmig gestaltet und hat keinen, in das Abstichloch selbst hinreichenden
Ansatz; er ragt mit seinem unteren Theile in das Abstichloch hinein und ist
ringsherum mit Einschnitten oder Kerben versehen, durch welche das Metall
hindurchfließen muß, so daß es in dünnen platten Strahlen in die Form läuft und der
Einwirkung des Vacuums eine sehr große Fläche darbietet. 7 ist eine Vacuumkammer,
welche die Pfanne mit der Form verbindet und in diesem Falle an den Boden der Pfanne
befestigt und mit dem oberen Ende der Form durch Thon oder Lehm, überhaupt eine
knetbare, den Unebenheiten der beim Gießen luftdicht zu erhaltenden Theile sich gut
anschmiegende Substanz luftdicht verbunden ist. Diese Vacuumkammer wird mittelst des
Rohres 8 mit dem Exhaustionsapparate verbunden; erforderlichen Falles wird dieses
Rohr durch einen am Krahn angebrachten Kaltwasserbehälter geführt, damit die Gase
nicht zu heiß in den Exhaustor treten. Anstatt einer besonderen Exhaustionspumpe
kann man auch die zum Eintreiben von Wind in das in der Birne befindliche Metall
dienende Gebläsemaschine zum Evacuiren benutzen, was einfach dadurch geschieht, daß
das Rohr 8 mit dem Ansaugrohr des Gebläses verbunden und die Zuführung von außen
abgesperrt wird. Das Rohr 9, welches gleichfalls mit der Vacuumkammer verbunden ist,
hat an seinem äußeren Ende ein mit einer Glasplatte bedecktes Schauloch, durch
welches der Arbeiter wahrnehmen kann, wenn die Form gefüllt ist. – 10 ist die
auf gewöhnliche Weise durch umgelegte Ringe verstärkte Gießform.
Nahe am oberen Ende ist die Form mit einer Flantsche, auf der die Vacuumpfanne ruht,
und mit Haken versehen. Die Vacuumkammer kann an ihrem unteren Ende gleichfalls eine
breite Flantsche haben, so daß sie auf Formen von verschiedener Größe paßt, die dann
am oberen Ende glatt und an den Seiten mit Schließhaken versehen seyn müssen. Es ist
übrigens nicht durchaus nothwendig, daß die Vacuumkammer am Boden der Pfanne
befestigt ist. Sie kann ferner mit einem mit feuerfestem Material ausgefütterten
Trichter versehen seyn, in welchem eine der an der Pfanne befindlichen ähnliche
Stopf- oder Abstichvorrichtung angebracht ist. Eine Vacuumkammer von dieser
Einrichtung kann auf eine Form gesetzt, und das Metall kann aus einer gewöhnlichen
Gießpfanne in sie abgestochen werden, was namentlich bei sehr großen, mehr als eine
Pfanne voll Metall erfordernden Güssen von Vortheil ist, indem die Verbindung
zwischen der Kammer und der Form nicht unterbrochen zu werden braucht und das Vacuum
bis nach Vollendung des Gusses unterhalten werden kann. – Um zu erfahren,
wenn eine Form voll ist, kann man sie auf einen Wägeapparat bringen, oder ein
derartiger Apparat kann auch mit der Gießpfanne verbunden werden, so daß das
abgeflossene Quantum bequem erkannt werden kann. Um einen ganz dichten Schluß
zwischen Pfanne, Vacuumkammer und Form herzustellen, muß entweder die Pfanne gesenkt
oder die Form gehoben werden können. Wird eine freie (nicht mit der Gießpfanne
verbundene) und mit einem Trichter versehene Vacuumkammer bei kleinen Formen, welche
mit dem Inhalte einer einzigen Pfanne gefüllt werden können, gebraucht, so ist die
Anwendung der Abstichvorrichtung nicht erforderlich. Ist der Zufluß des Metalles in
die Gießpfanne etwas stärker, als der Abfluß desselben in die Form, so läßt sich
während des Gießens leicht ein Vacuum herstellen, da die einzige Communication
zwischen der Form und der äußeren Luft durch das Metall selbst abgesperrt wird.
Beim Gießen von Rohren zu schwerem Geschütz, von Cylindern für hydraulische Pressen,
von Voll- und Hohlgeschossen und von verschiedenen anderen Gegenständen
werden luftdichte Kammern oder Gruben mit beweglichen Deckeln angewendet, in welchen
die ganze Form oder eine größere Anzahl von Formen Platz findet, und welche luftleer
gepumpt werden können, so daß sie mit der äußeren Luft nur mittelst der für das
Einfließen des Metalles bestimmten Oeffnungen communiciren.
Fig. 17
stellt eine derartige Einrichtung zum Gießen in luftdichten Kammern dar. Ein aus
mehreren Stücken bestehender Kasten (Formlade) a, a. ist
in die Sohle der Gießerei versenkt und umschließt die zum Gusse eines Geschützrohres
bestimmte Form b, b. Das Exhaustionsrohr c ist an dem beweglichen Deckel d befestigt; letzterer trägt außerdem den Einflußtrichter, welcher in
diesem Falle mit einem Stopfen 7 versehen ist, so daß die Luft aus der Form und dem
Formkasten evacuirt werden kann, bevor das Metall einfließt. Auch kann zur
Beobachtung des Standes des Metalles in der Form ein Schauloch im Deckel angebracht
werden.
Anwendung der Exhaustion der Luft zur Darstellung fester
Blöcke aus anderen Substanzen. – Bei der Erzeugung von Steinen aus
Thon oder Sand und Kalk, von Blöcken aus künstlicher Steinmasse, von Briquettes aus
Kohlenklein, Torf oder Holzabfällen, von künstlichen Holzblöcken aus fein
zertheilter Holzmasse (z.B. Sägespänen), von Ballen aus Baumwolle, Wolle oder
ähnlichen Substanzen u.s.w., erweist sich die Exhaustion der Luft vor dem Pressen
und während desselben vom größten Vortheile.
Für die Fälle, daß Steine oder Blöcke aus pulverförmigen oder lose Körner bildenden
Substanzen, wie Sand, Thon, Charmotte, Kohlenklein etc. in Formen gepreßt werden
sollen, wird von den Erfindern empfohlen, die Seitenwandungen der letzteren,
nöthigenfalls auch ihre Deckel und Böden, zu durchbohren und diese Durchbohrungen
mit einer Exhaustionspumpe in Verbindung zu setzen, so daß die ganze zwischen den
einzelnen Theilchen der zu comprimirenden Substanz enthaltene Luftmenge während des
Pressens entfernt wird. Da aber manche von diesen Substanzen die Durchbohrungen
verstopfen können, so wird von den Erfindern der Vorschlag gemacht, eine besondere
Luftpumpe zu benutzen, um nach dem Entleeren der Formen solche Theilchen mittelst
comprimirter Luft zurückzudrängen.
Tafeln