| Titel: | Neuer Arbeitsstahl für Drehbänke, Hobel- und andere Werkzeug-Maschinen. |
| Fundstelle: | Band 194, Jahrgang 1869, Nr. XLIV., S. 193 |
| Download: | XML |
XLIV.
Neuer Arbeitsstahl für Drehbänke, Hobel-
und andere Werkzeug-Maschinen.
Nach Armengaud's Génie industriel, August 1869, S.
85.
Mit Abbildungen auf Tab.
V.
Neuer Arbeitsstahl für Drehbänke, Hobelmaschinen und andere
Werkzeugmaschinen.
Im Bulletin de la Société des anciens
éléves des Ecoles impériales des arts et
métiers (Novemberheft 1868) veröffentlichte Georg Monbro eine interessante Abhandlung über einen neuen
Arbeitsstahl für Werkzeugmaschinen, welchen derselbe vorwiegend in der englischen
Abtheilung der letzten internationalen Ausstellung zu Paris zu beobachten
Gelegenheit hatte. Diesem Aufsatze ist Nachstehendes entnommen.
Bei der Prüfung der schönen Werkzeugsammlung, welche die französische Marine
ausgestellt hatte, bemerkte man, daß alle in der Form und Ausführung ganz
vollkommenen Arbeitsstähle aus Stahlstangen nur durch Schmieden, oft mit Aufwand
vieler Mühe hergestellt und mit Aufmerksamkeit gehärtet worden waren. Diese
ursprünglich ganz vollkommenen und zweckmäßigen Werkzeuge ändern aber
nothwendigerweise durch wiederholtes Schleifen ihre Form, so daß endlich ein
Umschmieden nöthig und dadurch die Instandhaltung derselben kostspielig wird.
Die englischen Constructeure dagegen, welche mit allen möglichen Mitteln schwierige
Handarbeit zu ersetzen suchen, halten an dem Grundsatz fest, daß jene Werkzeugsform
die günstigste sey, welche nicht von der Willkür des Arbeiters abhängt. Aus diesem Grunde
adoptirten sie den Spiralbohrer (twist drill), welcher
ununterbrochen weitere Verbreitung findet, ferner den Arbeitsstahl welcher nun näher
besprochen werden soll.
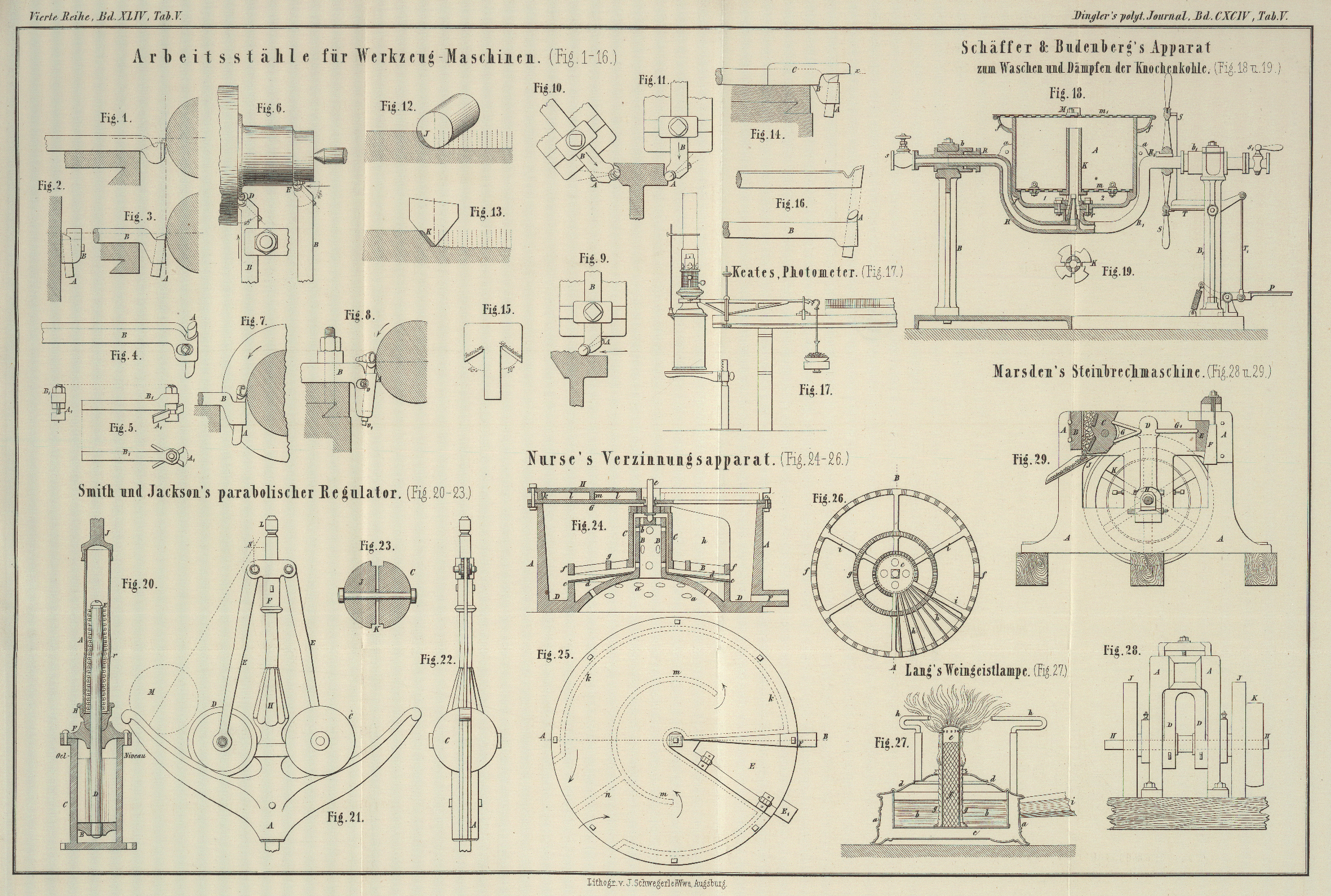
Vor Allem ist aus Fig. 4 und 5 zu entnehmen, daß der
Stahl A vom Werkzeughalter B
unabhängig ist; jener wird einfach aus einem Stahlstab gebildet, und unter einem
bestimmten Winkel angeschliffen, endlich unter einer unveränderlichen Neigung im
Halter festgestellt. Die Gestalt des Werkzeughalters ist eine derartige, daß jede
Art von Arbeit verrichtet werden kann, wie bei Drehbänken, Feil-,
Nuth-, Hobel- und anderen Maschinen. Die Dimensionen hängen natürlich
von der Inanspruchnahme bei der zu verrichtenden Arbeit ab.
Der Werkstahl A wird aus einem guten Rundstahl
hergestellt, welcher kalt in Stücke geschnitten, an einem Ende gehärtet und auf
einem Schleifstein zugeschärft wird.
Die Werkzeughalter B werden aus Stahl geschmiedet und
zuletzt in Gesenken regelmäßig geformt; an zwei Seitenflächen abgehobelt, können sie
im Support einer Drehbank oder anderer Maschinen richtig und solid festgestellt
werden.
Das Loch im Halter B, durch welches der Arbeitsstahl
gesteckt wird, ist nach einer gewissen, durch die Erfahrung gefundenen Richtung
gebohrt. Zur Erzielung einer guten Arbeit muß der Werkstahl eine gleiche Neigung
behalten, da sich sonst die Späne nicht leicht abtrennen.
Der Schneidstahl wird in Werkzeughalter, je nach der Inanspruchnahme, mit Hülfe einer
oder mehrerer Schrauben festgehalten, so bei bedeutendem Widerstand durch eine
seitwärts angebrachte Schraube v und eine zweite v', mit dem Kopfe nach abwärts, welche in der
Verlängerung des Stahles befindlich ist, um zugleich die Stellung desselben zu
reguliren (Fig.
8). Die Querschrauben werden unter einem rechten Winkel gegen den
Werkstahl gestellt, um die Arbeit in keinem Falle zu hindern.
Wie gesagt, wurde die unveränderliche Neigung des Arbeitsstahles in seinem Halter
nach zahlreichen Versuchen auf ebenen, cylindrischen und conischen Arbeitsflächen
erfahrungsgemäß bestimmt. Die geringste Abweichung hiervon gibt weniger gute und
weniger ökonomische Resultate.
Diese Neigung beträgt 1/8, d.h. der Winkel circa 7
Grade.
In Fig. 6 ist
der Schneidstahl von der Seite unter einen Winkel von 45 Grad im Werkzeughalter
befestigt; das Resultat entspricht einem Schnitt von vorn und von der Seite, was man
gewöhnlich dadurch erreicht, daß man den Arbeitsstahl hakenförmig oder stichelförmig
schmiedet.
Man kann mit dieser Anordnung des Werkzeuges leicht Wellenringe, Ansätze, Facetten,
sowie parallele Flächen abdrehen, mit einem Worte alle auf der Drehbank
vorkommenden Arbeiten mit einem Drehstahl verrichten, ohne die Stellung desselben
verändern zu müssen, sobald er einmal im Support eingespannt ist.
Hierbei ist es wesentlich, daß die Schneidkante im Niveau der Drehbankspitzen sich
befindet, um eine ebenso glatte Oberfläche wie auf einer Hobelmaschine zu erreichen.
Man regelt die Höhe des Arbeitsstahles mit Hülfe einer Blechlehre (Fig. 14), und da der
Stahl mittelst einer Schraube befestigt wird, so ist es nicht nöthig, ihn im Support
festzukeilen.
Die Werkzeughalter werden paarweise als rechte und linke erzeugt (Fig. 9, 10 und 11). Fig. 9 zeigt einen im
Meißelhalter einer Hobelmaschine befestigten Arbeitsstahl, welcher die horizontale
Fläche einer Drehbankswange bearbeitet; Fig. 10 und 11 zeigen
andere Anordnungen, um die verticale und die schiefe Fläche desselben Stückes zu
behobeln.
Um das vervollkommnete Werkzeug weiter zu vervollständigen, wurde der Werkzeughalter
mit drehbarem Kopf (Fig. 5) hergestellt, welcher die Stahllamelle A' aufnimmt, deren Schneide verschieden geformt ist, je nachdem man die
Wirkung eines Spitz-, Schrot-, Hakenstahles zu erreichen sucht.
Man verwendet diese Arbeitsstähle um Ecken zu vollenden, scharfe Kanten zu bilden,
Cannelirungen zu formen, überhaupt zu allen complicirten Arbeiten. Wie bei dem
runden Arbeitsstahl, braucht man auch bei diesen nur einen Werkzeughalter und
erspart damit die Herstellung und Instandhaltung einer Menge verschieden geformter
Werkstähle; gleichzeitig eignet sich diese Form zur Benutzung bei der Drehbank.
Zur Erreichung der günstigsten Resultate mit diesem System der Werkzeugstähle müssen
die Schneiden die gehörige Form bewahren, sowie sie selbst vom besten Stahl
herzustellen sind. Es geschieht häufig, daß ein wenig geschickter Arbeiter, welcher
sein Werkzeug selbst zuschleift, eine zu stumpfwinkelige Schneide herstellt, welche
sodann das Metall mehr abreißt als abschneidet (Fig. 1). Mit einem runden
Stahl ist dieß weniger zu befürchten, da das Nachschärfen höchst einfach und dadurch
methodisch bewerkstelligt werden kann, indem man einen Schleifstein mit einem
verstellbaren Support verwendet, mittelst dessen der Stahl unter dem gewünschten
Schärfungswinkel festgehalten wird. Ueberdieß ist nur eine Fläche abzuschleifen und
da sich der Querschnitt des Rundstahles nicht ändert, so kann er bis fast an's Ende
verbraucht werden.
Das Anschleifen gewöhnlicher Werkstähle erfordert dagegen wegen der Einhaltung der
zweckmäßigsten Form und der gewünschten Schärfenwinkel viel Aufmerksamkeit, überdieß
beträchtlich mehr Zeit, da einige Flächen anzuschleifen sind.
In England erhält in gewissen Werkstätten jeder Arbeiter eine bestimmte Zahl runder
Arbeitsstähle, welche in die Halter der von ihm beaufsichtigten Maschinen passen;
ein eigens dazu bestimmter Arbeiter schleift dieselben nach jeder Schicht. In einer
Viertelstunde werden 20 Werkzeuge geschliffen. Auf diese Art tritt bei der Maschine
keine Unterbrechung der Arbeit ein, da der Arbeiter die Werkstähle weder
umzuschmieden noch zu Härten hat; wenn ihm auch die Sorge für das Schärfen bliebe,
würde der Arbeitsverlust unbedeutend seyn.
Eine nicht zu verkennende, große Materialersparniß ergibt sich bei der Verwendung von
Arbeitsstählen, welche unabhängig von ihrem Halter sind. Die bedeutende Stahlmenge
in den Meißeln für große Hebelmaschinen, Drehbänke u.s.w. repräsentirt ein Capital,
welches unproductiv angelegt ist, während auch die Verluste aus der Abnutzung der
Werkzeuge nicht unbedeutend sind. Nach dem neuen System bildet der Werkzeughalter
einen Theil der Maschine, der keine Unterhaltungskosten erfordert; das Werkzeug
selbst wird von einer Stange Rundstahl kalt abgehauen, braucht nicht geschmiedet zu
werden und ist nicht den Formveränderungen ausgesetzt, wie ein häufig wiederholt
gehärtetes Stahlstück.
Die Tiefe des Maximalschnittes, den ein Rundstahl macht, ist gleich der Hälfte seines
Durchmessers. Für sehr tiefe Schnitte kann man auch einen Stahl mit ovalem
Querschnitt verwenden und dabei bis 25 Millimeter Tiefe beim Horizontalhobeln
schreiten. Damit in diesem Falle das Werkzeug in seinem Halter nicht zurückgedrückt
wird, ist dessen Grund massiv hergestellt und hilft man bei einer Verkürzung des
Stahles durch kleine Einlagsscheibchen nach.
Die mit einem Rundstahl erzeugte Arbeit ist unter gleichen Umständen erheblich besser
als jene mit gewöhnlichen Meißeln oder Sticheln; die Oberflächen werden nämlich viel
gleichförmiger, selbst wenn man stärkere Späne nimmt.
Vergleicht man die Figuren 12 und 13, so wird dieses
einleuchten; in beiden Fällen ist das Vorrücken des Stahles gleich.
Je größer das Vorrücken, desto größer ist die Arbeit; beide stehen im directen
Verhältniß. Der zu schnell vorrückende Arbeitsstahl gewöhnlicher Art hinterläßt aber
rauhe Linien auf der Oberfläche, wie man aus Fig. 13 entnehmen kann.
Bei Anwendung des Rundstahles (Fig. 12) ist der Span in
der Höhe am dicksten, während er nach abwärts immer dünner wird und so zu sagen die
Stahlschneide tangirt. Die durch einen Schnitt erzeugte Rauhigkeit nimmt der nächste
Schnitt sicher weg.
Erfahrungsgemäß wurde auch die zur Arbeit mit einem Rundstahl nöthige Kraft annähernd
bestimmt und dabei constatirt, daß sie um etwa 25 Procent kleiner ist als jene bei
Anwendung eines gewöhnlichen Meißels. Zum Versuche nahm man einen passend
geschmiedeten Arbeitsstahl bei 5 Millimeter Schnitttiefe und 1 Millimeter Vorrücken.
Die direct an dem Treibriemen ziehende Kraft betrug 34 Kilogramme; bei Einschaltung
des Rundstahles waren nur 25 Kilogr. erforderlich.
Noch wäre die Thatsache hervorzuheben, daß alle neuen Arbeitsstähle, ob groß oder
klein, die gleiche Form besitzen und daß der Schärfungswinkel für Arbeiten in
Gußeisen und Bronze stets derselbe bleibt; ein anderer, kleinerer aber auch
unveränderlicher Winkel gilt für Schmiedeeisen- und Stahlarbeiten.
Die Anwendung des verbesserten Werkstahles gestattet, wie man uns versicherte, das
Ersparniß eines Schmiedes und eines Zuschlägers, sowie die Verwendung nur eines
Schleifsteines anstatt zweier Steine; anstatt vier Arbeitern braucht man also zur
Instandhaltung der Werkzeuge nur einen.
Die Rundstähle werden von 8 bis 44 Millimeter Stärke verfertigt; erst von 22
Millimeter Durchmesser an werden sie mit mehreren Druckschrauben im Halter
befestigt.
Die Figuren
1–16 anbelangend, stellt
Fig. 1 einen
gewöhnlichen Drehstahl dar;
Fig. 2 und
3 zeigen
die erste Construction der Werkzeughalter B für die
runden Arbeitsstähle A; der eine für Arbeiten an ebenen,
der andere für solche an cylindrischen Flächen;
Fig. 4 zeigt
die vervollkommnete Construction des Werkzeughalters B;
Fig. 5
repräsentirt in drei verschiedenen Ansichten den Werkzeughalter mit drehbarem
Kopf;
Fig. 6 und
7 zeigen
den Gebrauch eines parallel und quer arbeitenden Stahles;
Fig. 8
veranschaulicht den verbesserten Werkzeughalter mit der unteren Stellschraube v';
Fig. 9, 10 und 11 zeigen
vervollkommnete Werkzeuge zur Bearbeitung ebener, verticaler und schiefer
Flächen;
Fig. 12 und
13 sind
zwei Skizzen zur Erklärung der Wirkung eines runden und eines gewöhnlichen
Arbeitsstahles.
Zur Bestimmung der richtigen Höhe des Arbeitsstahles bei der Drehbank dient die
Blechlehre C (Fig. 14); die
Verlängerung der Kante x fällt in die Achse der
Spindel.
Fig. 15 zeigt
eine Lehre für die Schärfenwinkel, und zwar den Winkel von 60 Grad für Gußeisen,
jenen von 50 Grad für Schmiedeeisen.
Endlich gestattet Fig. 16 die Vergleichung des neuen Arbeitsstahles mit einem gewöhnlichen
Stahl.
J. Z.
Tafeln