| Titel: | J. Scott's Räderformmaschine; von Franz Felbinger, Ingenieur in G. Sigl's Maschinenfabrik in Wien. |
| Fundstelle: | Band 194, Jahrgang 1869, Nr. LXIII., S. 292 |
| Download: | XML |
LXIII.
J. Scott's Räderformmaschine; von Franz Felbinger, Ingenieur in
G. Sigl's Maschinenfabrik
in Wien.
Aus der Zeitschrift des österreichischen Ingenieur- und
Architektenvereines, 1869 S. 93.
Mit Abbildungen auf Tab.
VI.
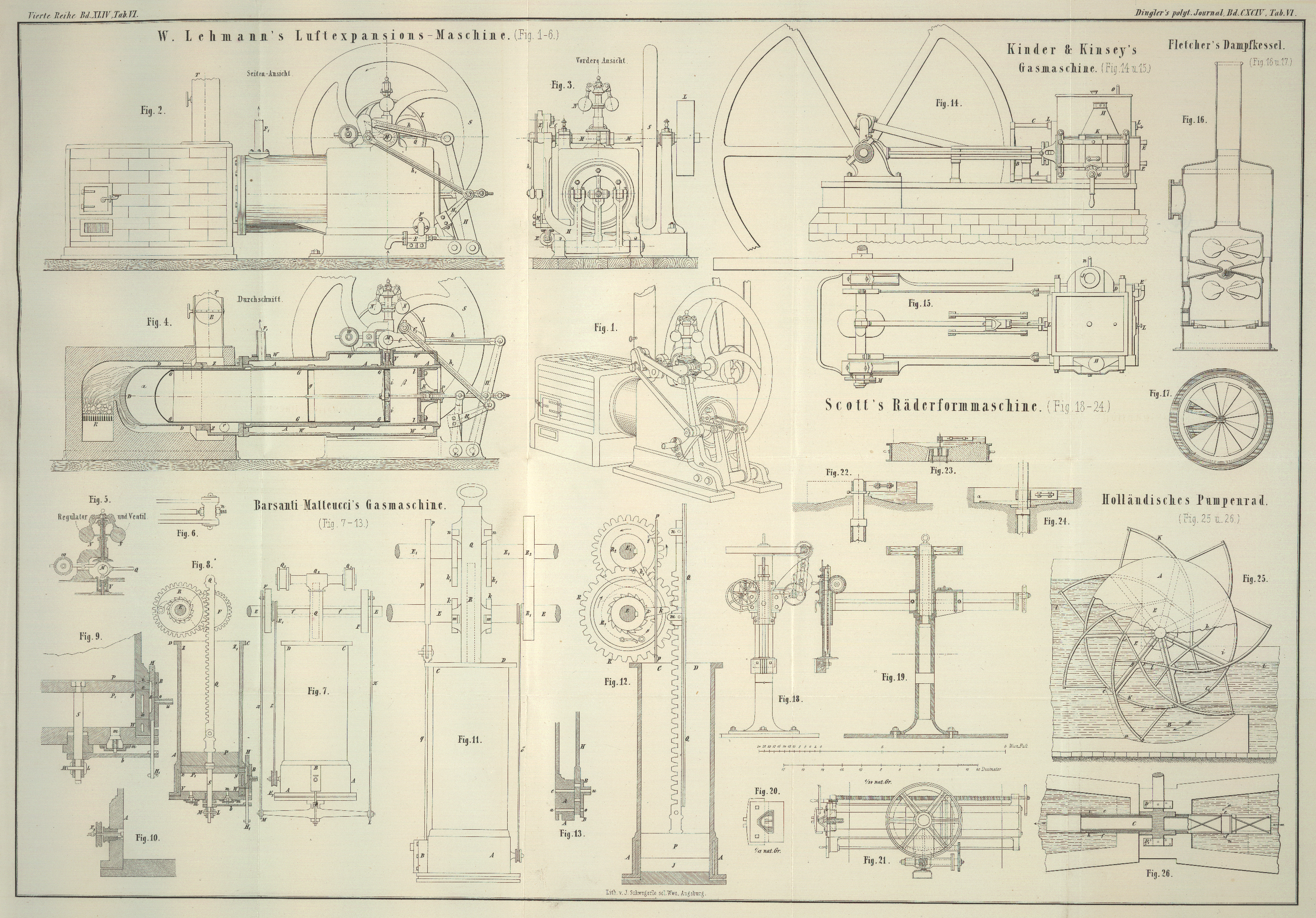
Scott's Räderformmaschine.
J. Scott's Maschine dient zum Einformen von Zahnrädern
jeder Gattung, ohne Anwendung eines Modelles. Die Zahnform wird im Sande vermittelst
eines Theilapparates gebildet, wodurch man die Erzeugung von Rädern mit absolut
genauer Theilung am ganzen Umfange erzielt.
Diese Maschine besteht der Hauptsache nach, wie aus den Figuren 18–21 zu
entnehmen ist, aus einer Spindel, die in einem gußeisernen, auf einer starken Platte
aufgeschraubten Ständer festgehalten ist. Auf dieser steckt eine zweite hohle
Spindel, auf welcher das Schneckenrad des Theilapparates aufgekeilt, und um welche
die Führung für zwei an den Enden mit einander verbundene Balken drehbar ist. Diese
können durch eine lange Schraubenspindel horizontal verschoben und somit auch das,
an dem einen Ende derselben angebrachte Querhaupt in beliebige Entfernung vom
Spindelmittel gebracht und durch zwei in Schlitzen der Balken angebrachte
Kopfschrauben fixirt werden. Da sich an diesem Querhaupt die Prismaführung für das
einzuformende Zahnmodell befindet, so dient oben erwähnte Schraubenspindel dazu, den
Halbmesser des zu formenden Rades einzustellen. Das Zahnmodell ist durch
Holzschrauben an der unteren Querplatte des Prismas angeschraubt und wird durch ein
Ketten- und Schneckengetriebe in und aus dem Sand geführt.
Das große Schneckenrad des Theilapparates ist durch eine Schnecke angetrieben, die
wieder durch Vermittelung kleinerer Räder von einer Handwelle aus bewegt wird. Die
Handkurbel dieser Welle geht auf einer Scheibe mit vorstehendem Rand, in welchem
sich Einschnitte zum Feststellen dieser Kurbel in bestimmten Stellungen
befinden.
Hat das Rad auf der genannten Spindel n Zähne, das Rad
auf der Spindel der Schnecke n' Zähne und ist die
Umdrehungszahl der Handspindel x, s besteht die
Relation
x n/n' =
180/N,
wenn 180 die Anzahl Zähne des großen Schneckenrades und N die des zu formenden Rades ist.
Es werden also bei je x Umdrehungen der Handspindel die
horizontalen Balken und somit auch das Zahnmodell um einen Winkel verdreht, welcher
der Anzahl 180/N der durch die Schnecke vorgeschobenen
Zähne des großen Schneckenrades entspricht. Durch Veränderung von n, n' und x ist man also in
der Lage, jedes beliebige N zu erhalten.
Zu diesem Behufe sind daher der Maschine eine Anzahl von kleinen Rädern mit gleicher
Schrift und Bohrung, aber mit verschiedenen Zähnezahlen beigegeben, und ist bei
Anfertigung eines Rades die Nummer der obigen Räder je nach der erforderten
Zähnezahl des zu formenden Rades aus einer Tabelle zu entnehmen.
Die Art des Einformens ohne Anwendung eines Modells erfordert Kerne zur Bildung der
Radarme und Nabe. Die Auflage für diese Kerne im Sand wird durch Schablonen erzeugt,
welche an Hülsen mit geschlitzten Lappen festgeschraubt sind. Die erste zur
Anwendung kommende Schablone, Fig. 22, ist jene, welche
das obere Profil des Rades gibt. Um der Hülse Halt auf der Spindel zu geben, ist ein
Stellring angebracht.
Auf die so gebildete Sandfläche wird der Oberkasten gesetzt, über die Spindel eine
Hülse mit zwei seitlichen Schrauben eingesetzt und mit Sand eingestampft. Beim
Abheben des Kastens dient diese Hülse, welche im Sand durch ein über die Schrauben
gestecktes Querstück Halt bekommt, theilweise auch als Führung; andererseits kann
man diese Hülse später benutzen, um mit einer Hülfsschablone die Sandfläche des
Oberkastens nochmal zu untersuchen und auszugleichen. Die Spindel für diese
Schablone steckt in einer Nabe mit drei Rippen, welche in die genannte Hülse
hineinpassen, wie aus Fig. 23 ersichtlich
ist.
Das nächste Geschäft ist nun das Ausheben einer Grube auf die Tiefe der Radbreite und
die Herstellung des unteren Radprofiles, wobei zu bemerken ist, daß die Dimension
α, Fig. 24, um 3–4
Zoll größer seyn muß, als die Kranz- und Zahnhöhe erfordern würde.
Ist dieß geschehen, so beginnt das eigentliche Einformen der Zähne selbst. Zu dem
Ende wird die Maschine über die Spindel gesteckt, das Zahnmodell an derselben genau
auf den Radius des zu formenden Rades eingestellt und bis auf die oben erwähnte
Fläche α hinabgelassen und eingestampft.
Nach dem Herausziehen desselben wird die Handwelle an dem Theilapparat um die, der
Zähnezahl des Rades entsprechende Anzahl Touren bewegt und das Zahnmodell abermals hinabgelassen,
wobei ein Zahn desselben sich in die, von dem anderen vorher gebildete Lücke im Sand
legt, so daß bei dem jedesmaligen Hinablassen des Zahnmodelles eigentlich nur ein
Zahn geformt wird.
Ist der Umkreis vollendet, die Maschine von der Spindel abgehoben und diese aus dem
gußeisernen Ständer gezogen, und das im Sande dadurch gebildete Loch wieder
ausgefüllt, so werden die Kerne für die Radarme und Nabe, und auf diese der
Formkasten aufgesetzt, wornach das Rad zum Gusse bereit ist.
In ganz derselben Weise können mit dieser Maschine auch conische und Räder mit
Holzzähnen eingeformt werden; nur sind bei letzteren in die durch die Maschine
gebildeten Lücken die Kerne für die Holzzahnwurzeln einzusetzen.
Der Hauptvortheil dieser Formmethode ist der, daß man kein Modell des Rades und nur
einen Formkasten nöthig hat; ferner daß man eine ganz genaue Theilung der Zähne und
diese ganz gleich und bei Stirnrädern mit genau zur Achse des Rades parallelen
Flanken erhält, weßhalb bei den mit dieser Maschine geformten Rädern das Bearbeiten
der Zähne unterbleiben kann.
Tafeln