| Titel: | Clow's Fabrication geschweißter eiserner Röhren. |
| Fundstelle: | Band 194, Jahrgang 1869, Nr. LXXVI., S. 392 |
| Download: | XML |
LXXVI.
Clow's Fabrication geschweißter eiserner Röhren.
Nach Engineering, September 1869, S.
219.
Mit Abbildungen auf Tab.
IX.
Clow's Fabrication geschweißter eiserner Röhren.
Metallröhren werden unter Anderem auf die Art erzeugt, daß man lange Blechstreifen
zusammenbiegt und die übereinander gelegten Kanten zusammenschweißt. Das
Zusammenbiegen der Bleche kann mittelst des Handhammers oder einer Art Hebelpresse,
eines Walzwerkes, endlich auch durch Ziehen
bewerkstelligt werden, wobei das Zieheisen zweitheilig ist und die beiden Theile
oben mittelst Scharnier verbunden sind. Bei dieser Operation öffnet man das
Zieheisen, bringt den zu bearbeitenden Blechstreifen so weit ein, daß das vordere
Ende etwas vorsteht und schließt hierauf das Zieheisen, wozu etwas Kraft
erforderlich ist, da das Blech sich entsprechend biegen muß. Alsdann wird der
vorstehende Rand des Bleches von einer Schleppzange erfaßt und langsam
durchgezogen.
Diese Operation soll nun durch die neue Form des Zieheisens von James Clow zu Allegheny (in den Vereinigten Staaten)
zweckmäßiger durchführbar seyn. Die Haupteigenthümlichkeit des Clow'schen Verfahrens besteht darin, daß sich oberhalb am Zieheisen ein
Schlitz befindet, genügend weit um das Einführen einer Zange zu gestatten, welche
den Blechstreifen durchzieht.
Beide Hälften des Zieheisens sind fest, weßhalb die scharnierartige Verbindung
entfällt; das Blech wird an der nach außen sich erweiternden Seite eingeführt, von
der Zange gepackt und durchgezogen, wobei dieselbe durch den Schlitz des Zieheisens
hindurchgeht.
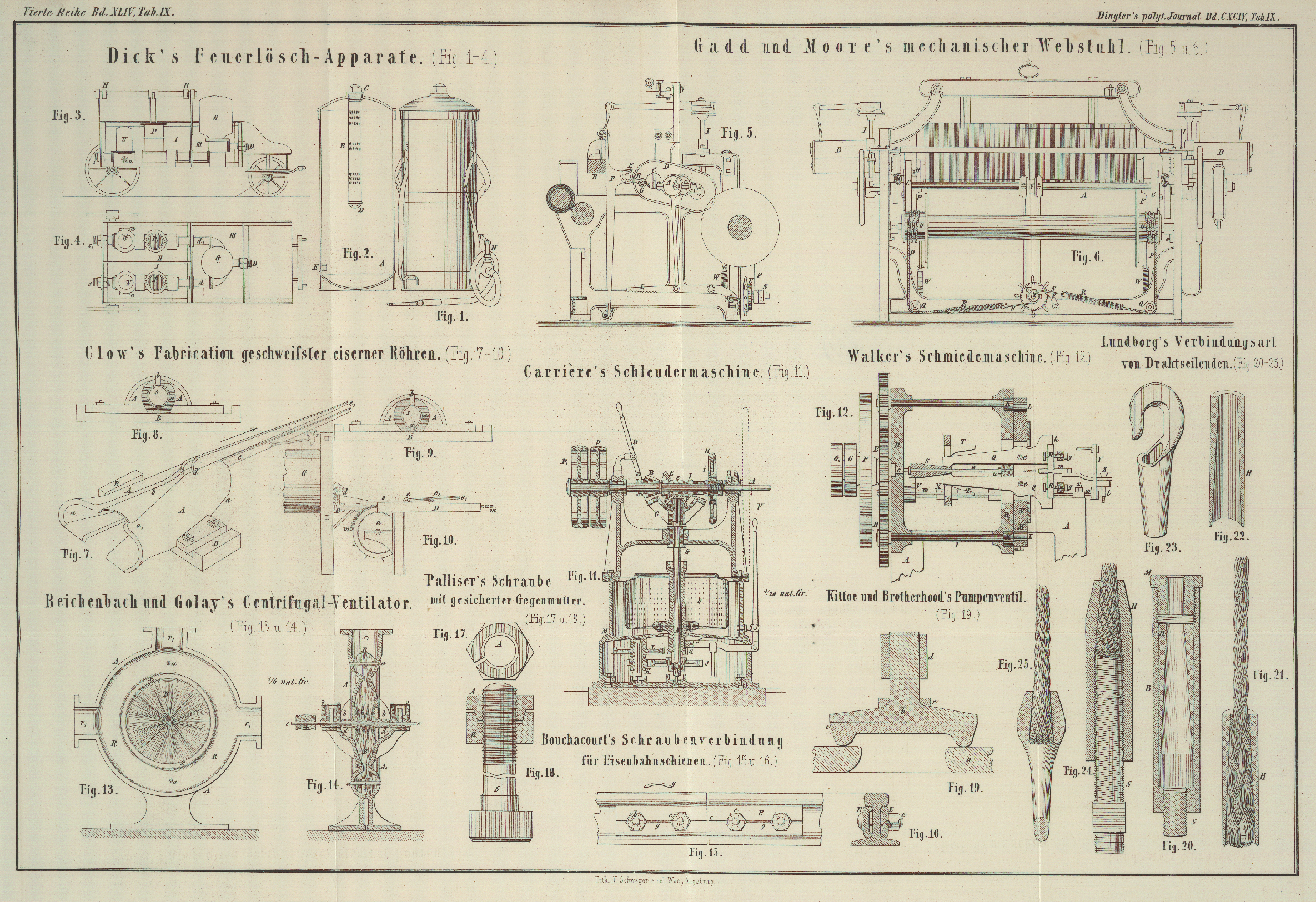
In Fig. 7 ist
Clow's Zieheisen und dessen Verfahren
veranschaulicht; Fig. 8 ist eine Vorderansicht des Zieheisens für die Herstellung
übereinander greifender (überlappter) geschweißter Röhren; Fig. 9 eine ähnliche
Ansicht, welche die Art der Herstellung stumpf geschweißter Röhren zeigt; endlich
Fig. 10
eine Seitenansicht der Ziehbank zur Fabrication dieser Röhren.
A, A bezeichnet die beiden Hälften des Zieheisens,
welche von ähnlicher Form auf die Unterlage B
festgemacht sind. Die inneren Flächen der Zieheisenhälften sind concav und im
Querschnitt vorn bei a nahezu oder genau rohrähnlich,
während derselbe noch hinten gegen a¹ sich erweitert. Im oberen
Theile ist b der Schlitz, weit genug um das Einfuhren
der Zange e zu gestatten. Die in gehöriger Breite
vorgerichteten Eisenschienen werden von den Backen der Zange gepackt, in das
Zieheisen am erweiterten Ende a¹ eingeführt und
im Sinne des Pfeiles Fig. 7 durchgezogen. Durch die concaven Innenflächen des Zieheisens
werden die Blechkanten niederwärts gebogen, und wenn nachher wie gewöhnlich
zusammengeschweißt, ist die Röhre vollendet.
Der Untertheil des Zieheisens ist, je nachdem überlappt oder stumpf geschweißte Rohre
herzustellen sind, verschieden geformt.
Im ersten Fall stoßen die unteren Zieheisenkanten aneinander und durch einen an einem
geeigneten Ort angebrachten Vorsprung im Zieheisen werden die Kanten der
Eisenschiene s genöthigt sich zu übergreifen, wie dieß
in Fig. 8
gezeigt ist. Dagegen findet sich bei dem Zieheisen für stumpf zu schweißende Röhren
im unteren Theil auch ein Schlitz, in welchem die Zunge i angebracht ist (Fig. 9), welche etwas
vorsteht und gegen welche die Blechkanten gebogen werden. Im Uebrigen bleibt in
beiden Fällen der oben beschriebene Vorgang derselbe.
In Fig. 10 ist
die ganze Anordnung für die Fabrication geschweißter Röhren, eigentlich für die
Vorarbeit, die Herrichtung der Blechstreifen zur annähernd richtigen Rohrgestalt
versinnlicht.
G bezeichnet einen Glühofen, in welchem die gehörig
zugeschnittenen Eisenschienen rothwarm erhitzt werden. Durch die geöffnete Ofenthür
zieht ein Arbeiter den erhitzten Blechstreifen mit Hülfe der Zange e, e¹ heraus.
Die Bewegung der Zange beim Ziehen erfolgt mit Hülfe der endlosen Kette m, welche jedoch nur zum Theil gezeichnet ist und sich
ununterbrochen bewegen kann. Mit dem in Fig. 7 deutlicher
sichtbaren Haken e² wird die Verbindung der Zange
mit einem Kettenglied hergestellt und erst dann aufgehoben, wenn die ganze Röhre
hergestellt ist. Es hat daher natürlich die Ziehbank D
die nothwendige Länge. Nach dem Aushaken der Zange kann die Operation mit einer
frischen Eisenschiene wiederholt werden.
Clow schreibt seiner Anordnung in seiner
Patentbeschreibung nachgehende Vortheile zu: billigere Herstellung der Zieheisen, da
die beiden Hälften fest, keiner Scharnierverbindung bedürfen, Ersparniß an Kraft und
an der Zeit welche bei der gewöhnlichen Construction zum Schließen der Zieheisen
erforderlich ist. Außer dem Anfassen der Eisenschiene mit der Zange sey jede
Handarbeit überflüssig; die Abnutzung der Zieheisen sey vermindert, da keine
unnöthige Bewegung mit den Hälften geschehe. Bei der Anwendung der alten Zieheisenformen wurde
zeitweilig beim Zusammenklappen derselben eine Blechschiene geknickt und zu
Ausschuß, was nun nicht geschehen könne.
J. Z.
Tafeln