| Titel: | Maschinerie zur Faßfabrication; von L. F. Pile, Werkführer in Paris. |
| Fundstelle: | Band 195, Jahrgang 1870, Nr. LIV., S. 223 |
| Download: | XML |
LIV.
Maschinerie zur Faßfabrication; von L. F. Pile, Werkführer in
Paris.
Nach Armengaud's Génie industriel November 1869, S.
253.
Mit Abbildungen auf Tab.
IV.
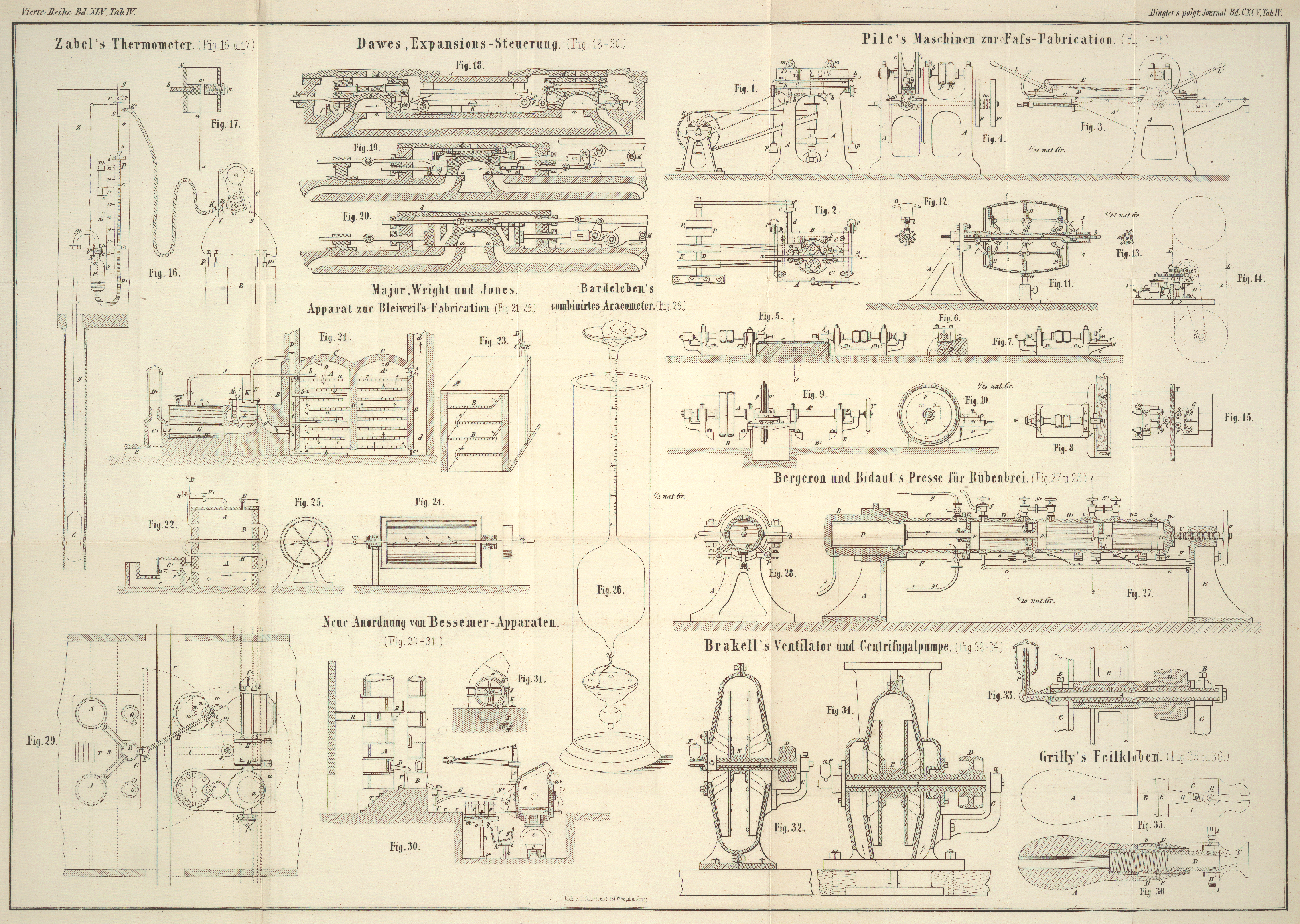
Pile's Maschinerie zur Faßfabrication.
Ueber die fabrikmäßige Darstellung der Fässer, Tonnen u. dgl. wurde in diesem Journal
u.a. in Bd. CLVII S. 12, Bd. CLX S. 101 und Bd. CLXIX S. 409 berichtet. Die zu
demselben Zweck vom Werkmeister Pile in Paris ausgeführte
Maschinenanlage ist in Fig. 1 bis 15 dargestellt und wird
derselben nachgerühmt, daß die verschiedenen Böttcherarbeiten mit großer Präcision
und Schnelligkeit bei geringen Kosten und bester Qualität bewerkstelligt werden.
Zur Verarbeitung gelangt Faßholz, das bereits mit bekannten Mitteln der Dicke, Breite
und Länge nach vorbereitet ist.
Zurichtung der Seitenflächen der
Daube.
Zunächst werden die zu den Dauben bestimmten Holzstäbe an den beiden breiten
Seitenflächen abgehobelt, und zwar nach Maaßgabe des zu verfertigenden Gegenstandes.
Diese Arbeit verrichtet die in Figur 1 u. 2 in der
Ansicht und im Grundriß dargestellte Maschine, im Principe der Kehlmaschine ähnlich,
jedoch mit zwei gleichzeitig wirkenden Schneidköpfen für
beide Seitenflächen des Stabes x.
Auf dem Tische B, welcher auf dem gußeisernen Gestelle
A ruht, ist eine Platte C mit verticalen Wänden, zur Einlagerung der Führungsvorrichtung, welche
nach Bedarf verstellt werden kann. An der einen Seite ist die Hülse d angegossen, in die eine Welle für die Stufenscheibe
f gelagert ist, welche von der Hauptwelle D aus in Drehung versetzt wird. Die Bewegung erfolgt
durch Auflaufen des Riemens auf die Vollscheibe P: P'
bezeichnet die Leerscheibe. Die Welle mit der Stufenscheibe f betreibt mit Hülfe der Kegelräder g das
Schneckengetriebe h und im weiteren Verlauf die
Führungsrollen i, i', welche den Holzstab x gespannt erhalten und zwischen die Schneidköpfe j und j', deren Messer (nach
der zu erlangenden Form gestaltet) eingesetzt sind.
Die Schneidköpfe j, j' sind an den oberen Enden zweier
verticaler Achsen befestigt, welche durch die auf der Hauptwelle D ausgekeilten Riemenscheiben E in rasche Rotation gesetzt werden. Vor der unmittelbar vor den
Schneidköpfen fix angebrachten Führungsrolle i steht
noch die Leitrolle k; die Führungsrolle i' ist
dagegen leicht auszuwechseln, da sie der Form der Daube angepaßt seyn muß. Aus
diesem Grunde ist die Führungsplatte C zweitheilig, und
nach der Lüftung bloß einer Schraube kann die angezeigte Auswechselung vorgenommen
werden.
Zur Sicherung der Führung des Stabes sind (gegenüber den Rollen i, i' und k) die Druckrollen
a angebracht, welche in der beweglichen Platte C' gelagert sind. Letztere gleitet mit wenig Reibung auf
dem Tische B und wird mit den Rollen a mittelst der Gewichte p, p
derart angezogen, daß diese unausgesetzt an dem Holzstück x anliegen. Mit Hülfe des Hebels L an der
Vorderseite des Tisches läßt sich die Platte C' leicht
zurückschieben. Dieß könnte auch durch eine mit einer Kurbel versehene
Schraubenspindel erzielt werden, in welchem Falle jedoch die Lagerung der Mutter
eine federnde seyn müßte, damit kein Bruch der Maschinentheile eintritt, wenn der
Holzstab stellenweise stärker in der Dicke seyn sollte.
Die horizontal gelagerten Rollen m und m' sind nur zur Verhinderung einer etwaigen Hebung der
Daube angebracht und sie können ebenfalls nach Nothwendigkeit ausweichen.
Unter der Voraussetzung, daß zu Fässern gewisser Größe 20 Stück Dauben erforderlich
sind, je 0,9 Meter lang, und für eine Geschwindigkeit der Schneidköpfe j und j' von 2500
Umdrehungen pro Minute, werden in dieser Zeiteinheit 2,5
Meter, resp. pro Tag von 10 Arbeitsstunden 1500 Meter
Dauben geliefert, welche zur Fabrication von 80 Stück Tonnen dienen; dabei sind die
Zeitverluste für Anhalten zum Schmieren, Schärfen der Messer etc. eingerechnet.
Zurichten der Seitenkanten oder Fugen
der Dauben.
Die Dauben erhalten vorerst die nöthige Krümmung, indem man sie mit Anwendung des
nöthigen Druckes auf eine Metallform preßt und in dieser Lage den auf die Kanten
wirkenden Schneidscheiben zuleitet.
Die Maschine hierzu ist in der Seiten- und Endansicht in Figur 3 und 4 dargestellt.
Sie besteht aus einem starken gußeisernen Gestelle A mit
den Lagerständern für die Welle b. Diese trägt auf der
einen Seite zwei durchbrochene Scheiben c und c' von conischer Gestalt, in welchen die Schneideisen
mittelst Schrauben so gestellt werden können, daß letztere die nöthige Neigung
besitzen.
Die eine Schneidscheibe ist beweglich aufgesetzt, damit der Abstand beider Scheiben
nach der Breite der Dauben verändert werden kann.
Unterhalb dem Schneidwerk ruht auf Consolen des Gestelles der Tisch A' als Unterlage des Wagens C. Dieser trägt die gekrümmte Metallform D, auf welche die
Daube niedergedrückt wird. Hierzu dient der Preßbalken E
aus Metall oder auch aus Holz, in welchem Fall aber die untere Seite mit Blech
beschlagen ist. Die Verschiebung des Wagens C erfolgt
von einem Zahnstangengetriebe aus, das von freier Hand oder mit mechanischen Mitteln
betrieben wird. Zum Niederdrücken des Preßbalkens E
werden die Hebel L und L'
benutzt.
Wenn nun der Wagen mit der eingespannten Daube unter die Scheiben c, c' rückt, so werden die Fugen unter dem nöthigen
Winkel abgestoßen, vorausgesetzt natürlich, daß die Schneideisen richtig eingestellt
sind.
Die Riemenscheiben p und p'
kommen zur Verwendung, im Falle der Wagen selbstthätig vor- und rückwärts
gleiten soll; man leitet alsdann einen offenen und gekreuzten Riemen über diese
Scheiben und rückt die Steuerung der Kuppelung m
ein.
Die beschriebene Maschine liefert pro Tag (10
Arbeitsstunden) 800 Dauben; es sind somit für die Fabrication der oben angenommenen
Faßzahl zwei solcher Maschinen erforderlich.
Herstellung der Kimme und der Kröse
(des über den Boden des Fasses vorstehenden Theiles der
Dauben und des Falzes für den Boden).
Die hierzu dienende Maschine ist in Figur 5 in der
Längsansicht theilweise Schnitt) und in Fig. 6 im Schnitt nach der
Linie 1,2 ersichtlich gemacht.
Auf einer gemeinschaftlichen Unterlage ruhen zwei Docken, jede mit einer Welle,
welche in einer Achse liegen. An den vorstehenden inneren Enden der Wellen sind die
rotirenden Kimmhobel j aufgesteckt. Zwischen beiden
Docken befindet sich die hölzerne Form D, welche die
kreisförmige Rundung der Daube besitzt. Man führt eine Daube nach der anderen
– nachdem sie vorher die Querkrümmung durch Pressen zwischen zwei Formen
angenommen haben – von der Seite ein, wobei die hintere die vordere in Arbeit
befindliche Daube vorschiebt. Bei einer Geschwindigkeit der Schneidköpfe j von 2000 Umdrehungen pro
Minute erreicht die tägliche Lieferung 1750–1850 Stück.
Herrichtung der Bodenbreter.
Zum Herrichten der Faßbodenbreter ist die in Figur 7 und 8 skizzirte
Maschine zu benutzen. An dem Ende der in einer Docke gelagerten Achse sitzt der
Schneidkopf j, welcher auf die Längskante des Bretes
wirksam gemacht wird. An der rechten Seite der Docke befindet sich in einem Guß der Tisch e; auf diesem gleitet mit der Planke x' die Führungsplatte g, von
deren Stärke die Dicke der Späne abhängt. Der Schneidkopf j macht 2000 Umdrehungen pro Minute und
richtet pro Stunde 150 Meter Breter ab, eine Quantität
welche mehr als hinreichend zur angenommenen täglichen Erzeugung von 80 Tonnen
ist.
Maschine zum Abdrehen des Randes des
Faßbodens.
Die vorhin gewonnenen Breter werden entsprechend zusammengesetzt mit einer Querleiste
festgestellt und nun zwischen die Scheiben p, p' der in
der vorderen und seitlichen Ansicht in Figur 9 und 10
dargestellten Maschine eingeklemmt. Zu diesem Behufe ist die Scheibe p fix, p' dagegen mit Hülfe
der mit einem Handrädchen V versehenen Schraubenspindel
v verschiebbar.
Vor den Docken B, B', in welchen die Wellen A, A' gelagert sind, steht der Support c mit dem Drehmeißel von bestimmter Form, um den
Bodenrand nach Wunsch abzudrehen.
Die Leistung beträgt pro Stunde 20 Stück Böden, für die
aufgestellte Tagesproduction von 80 Fässern mehr als hinreichend.
Zusammensetzen der Fässer.
Fig. 11 zeigt
im Verticalschnitt die zum Zusammensetzen der Fässer dienende Maschine. Fig. 12 ist
ein nach der Linie 1,2 der Fig. 11 und Fig. 13 ein
nach der Linie 3,4 der Fig. 11 geführter
Schnitt.
An dem Ständer A ist die hohle gußeiserne Achse a mit den Lappen a'
befestigt. Durch die Höhlung der Achse a geht die
massive Achse b, an beiden Enden mit Schraubengewinden
versehen, längs welchen bei einer Drehung von b sich die
Muttern e, e verschieben, indem sie in einem Schlitz der
äußeren hohlen Achse a gerade geführt werden.
In den Lappen a' sind die Hebel l drehbar befestigt und diese in Verbindung mit den Holzsegmenten B, welche der Form des Fasses entsprechen. Durch die aus
der Zeichnung am deutlichsten erkenntliche Verbindung dieser Segmente mit den Hebeln
l, den Gelenken f und
den Muttern e, e ist ersichtlich, daß eine entsprechende
Hebung oder Senkung der im Kreise gleichvertheilten Holzschablonen B, eine darauf folgende Krümmung und ein
Aneinanderschließen der Dauben durch eine einfache Drehung der Achse b erfolgen kann.
Der bewegliche Support G, oben kreisförmig ausgehöhlt,
gestattet die Auflage der Dauben. (Wie die Dauben außerhalb zusammengehalten und
gezogen werden, ist weder im Text noch in der Abbildung erkenntlich gemacht.)
Maschine zum Zuschneiden des Faß-
oder Daubenholzes.
Hiervon zeigt Figur
14 den Aufriß und Fig. 15 den Schnitt nach
der Linie 1,2.
Es ist dieß eine Band- oder Schweifsäge, welche Pile zum Zuschneiden des im Handel vorkommenden krummen Faßholzes verwendet, und zwar mit Zuhülfenahme eines speciell
construirten Zuführapparates, um die Zertheilung möglichst
nach der Richtung der Fasern zu erlangen.
Dieser Zuführapparat G besteht aus vier Rollen g, welche parallel zum Sägeblatt L stehen und an welche das Holzstück x so
angelegt wird, daß es in vier Punkten von den Rollen g
berührt wird. Zu diesem Zweck drückt in der Mitte derselben die Gegenrolle h zufolge der Spiralfedern r
das Holz ununterbrochen gegen die Führungsrollen, welche in geringer Entfernung vom
Sägeblatt sich drehen. Diese Drehung der Rollen g und
h geht von der Achse f
aus durch einfache Räderübersetzung.
Der Druck auf die Rolle h könnte auch durch Gewichte
erzielt werden, doch immer so, daß ein Nachgeben der Rolle stattfinden kann, wenn
die Holzstärke wechselt.
Aus obiger Darstellung des Systemes der Faßfabrication von Pile ist zu entnehmen, daß zu allen bei derselben vorkommenden Arbeiten
keine besonders geübten Arbeiter (Binder) nothwendig sind, sowie daß die Erzeugnisse
leicht vollkommen gleichförmig und in Massen geliefert werden können.
J. Z.
Tafeln