| Titel: | Grimshaw's Presse zum Stanzen von Blech. |
| Fundstelle: | Band 195, Jahrgang 1870, Nr. LXXV., S. 294 |
| Download: | XML |
LXXV.
Grimshaw's Presse zum Stanzen von Blech.
Nach dem Mechanics' Magazine, October 1869, S.
245.
Mit Abbildungen auf Tab.
V.
Grimshaw’s Presse zum Stanzen von Blech.
Die von W. D. Grimshaw in Newark (New-Jersey,
Amerika) construirte Presse zum Stanzen von Blech kann mit Dampf, Luft oder Wasser
in Betrieb gesetzt werden, indem die Stanze mit einem Kolben in Verbindung steht,
der in einem Cylinder auf- und abbewegt wird. Das zu bearbeitende Blech wird
über die Matrize gelegt und ehe der Stempel noch zur Wirkung gelangt, klemmt die
Maschine durch Niederlassen von vier hierzu dienenden Kolbchen und den mit diesen
verbundenen Klemmring den Blechrand, welcher dadurch festgehalten wird, um das
Entstehen von Falten zu verhindern.
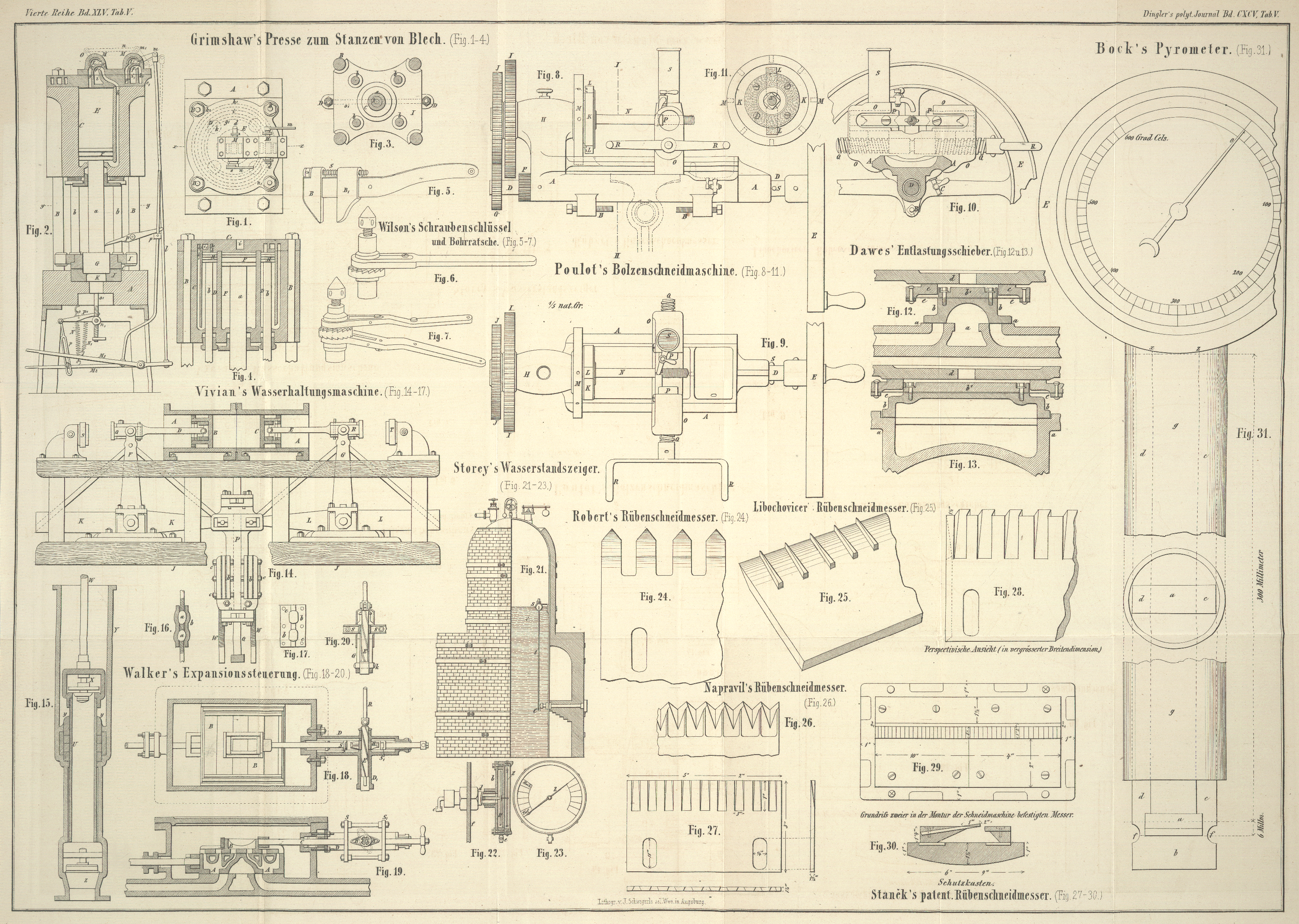
Eine hydraulische Stanzpresse ist in Figur 1 im Grundriß und in
Fig. 2 im
Verticalschnitt nach der Linie x, x der Fig. 1 abgebildet. Figur 3 ist der
Schnitt nach der Linie y, y
Figur 1, und
endlich Figur
4 ein um 45 Grad von der Linie x, x
abweichender Schnitt.
A bezeichnet den auf einem entsprechenden Gerüst
ruhenden Grundblock, welcher die Matrize J aufnimmt. B, B sind die Säulen welche die oberen Theile C und C tragen, in denen die
vier kleinen Cylinder D und in der Mitte derselben der
Hauptcylinder E sich befindet. An der Kolbenstange a' des Druckkolbens F ist
unten die Stanze G festgemacht; an den äußeren vier
Kolbenstangen dagegen hängt der Klemmring I, dessen
Führung die Säulen B bewerkstelligen.
Wenn die zu pressende Blechtafel über die Matrize J
aufgelegt ist, so geht beim Anlassen der Presse der Klemmring zunächst nach abwärts;
alsdann senkt sich der Stempel und ertheilt dem Blech die gewünschte Form. Beim
Heben des Stempels, resp. des Klemmringes geht der Abnehmer K in die Höhe und schiebt die Arbeit aus der Matrize, worauf jene leicht
entfernt werden kann.
Das Kraftwasser wird einem Reservoir entnommen und zum Apparat durch die Röhren d, d (Fig. 1) geleitet. An
diesen befinden sich die etwas conischen Hähne L, L'
(Fig. 2),
welche sich in den Gehäusen M, M' bewegen. Im Hahnkörper
befinden sich die Seitenöffnungen e, e' und der
Austrittscanal f.
Durch die Bohrung e gelangt das unter einem gewissen
Druck eintretende Wasser durch den Canal g in den oberen
Theil des Cylinders E, hingegen durch e' in den unteren Theil desselben; im ersten Fall geht
der Stempel nach abwärts, im zweiten dagegen nach aufwärts, je nachdem die Bohrungen
e, e' mit den Mündungen der bezüglichen Canäle
communiciren.
Der Austrittsweg f steht abwechselnd mit dem Canal g und h in Verbindung und
führt das Wasser aus dem Cylinder in's Freie. Ganz ähnlich ist die Anordnung des
zweiten Hahnes L'; nur muß bemerkt werden, daß dieser
mit den vier kleinen Cylindern D durch ringförmige
Canäle h', i', g' in entsprechende Verbindung gebracht
ist, damit die kleinen Kolben H gleichzeitig auf-
oder abgehen.
Soll die Arbeit beginnen, so tritt der (vor der Maschine sitzende) Arbeiter nach dem
Auflegen des Bleches auf den Tritt M², durch
dessen Verbindung mit der Stange l und dem Hebel m der Hahn L' derart
gestellt wird, daß das Wasser in den Canal g' über die
Kolben H gelangt und der Klemmring I niedergeht. Das Wasser unterhalb dieser Kolben geht
durch h', f' nach Außen.
Ist der Blechrand eingeklemmt, so tritt der Arbeiter den Tritt M³ nieder; in Folge dessen wird der Hahn L so gestellt, daß der Stempel G nach abwärts
geht und endlich die Stellung wie in Figur 1 annimmt.
Hört der Druck auf die Tritte auf, so werden diese durch die Spiralfedern N, N' und demzufolge die Hähne L und L' in die ursprüngliche Lage
zurückgeführt und die Kolben nach aufwärts gehoben. Da der Klemmring durch
Seitenstangen O und die Querstange o' mit dem Abnehmer K
zusammenhängt, so wird letzterer beim Aufgang das Blech aus der Matrize fördern,
welches der Arbeiter dann auf die Seite gibt und eine neue Tafel auflegt.
Um überflüssigen Wasserverbrauch zu verhüten, machen die Kolben nur den gerade nöthigen Hub,
indem der Stempel G an den stellbaren Anschlag p anstößt und die Hahnumstellung im gewünschten Moment
bewerkstelligt.
J. Z.
Tafeln