| Titel: | Die Mungo- und Shoddy-Fabrication; von Dr. Hermann Grothe. |
| Fundstelle: | Band 199, Jahrgang 1871, Nr. IX., S. 16 |
| Download: | XML |
IX.
Die Mungo- und Shoddy-Fabrication;
von Dr. Hermann
Grothe.
Aus der Zeitschrift des Vereines der Wollinteressenten
Deutschlands, 1870 S. 286.
Mit Abbildungen auf Tab.
II.
Grothe, über die Mungo- und
Shoddy-Fabrication.
Unter den Industrien, welche sich der Abfälle als Rohmaterial bedienen, ist außer der
Papierfabrication kaum eine andere so einflußreich und umfangreich geworden, als die
Mungo- und Shoddy-Fabrication. Es ist noch nicht lange her, daß die
Einwohner von Huddersfield in Yorkshire (England) begannen, die wollenen Lumpen
mühsam mit der Hand zu zerzupfen, um die so gewonnene Lumpenwolle zu verspinnen und
zu verstricken, und jetzt dienen dieser Fabrication eine Reihe stattlicher Fabriken
in England (Batley, Huddersfield, Dewsbury, Cleckheaton u.a.), in Frankreich
(Rheims, Tullins, St. Martory, Paris, Lodève-Heroult), in Belgien
(Louviers, Musson, Gent), in Holland (Breda, Amsterdam), in Italien Mailand), in
Polen (Warschau), in Deutschland (Berlin, Düren, Würzburg, Krimmitzschau, Aachen, Lohr am
Main, Wien, Prag, Brünn, Reichenberg), in Rußland (Moskau, Twer, Petersburg), unter
denen die deutschen an Größe und Vortrefflichkeit des Fabricates voranschreiten,
gefolgt von den Engländern, Belgiern und den übrigen Ländern. Die bekannte größte
Mungo- und Shoddy-Fabrik von Hahn und Huldschinski in Berlin producirt jährlich fast 2
Millionen Kilogramme Kunstwolle, die Fabrik der Gebrüder
Schüll in Düren liefert pro Jahr für mehr als 1
Million Thaler Kunstwollfabricat nach allen Gegenden der industriellen Länder. Diese
Industrie jedoch, obwohl ja jede Abfallindustrie dem menschlichen Geiste Ehre macht
und niemals zu verdammen seyn wird, hat nicht sehr segensreich gewirkt. Sie hat wohl
dazu geführt, billige Fabricate für die niederen Classen der Bevölkerung mit gutem
Aussehen herzustellen, allein die Fabricate an und für sich sind sehr mangelhafte
und unsolide, und haben noch den niederdrückendsten Einfluß auf reelle und gute
Fabricate ausgeübt und diese Industriezweige wesentlich in ihrer Stabilität
geschädigt. Mit einem Worte, Mungo und Shoddy sind wie eine Seuche in die
Bekleidungsstoffe hinein gerathen und haben sie in ihren Eigenschaften wesentlich
verschlechtert. Wir können dieser Industrie fast nur eine schadenbringende Seite
zuerkennen, zumal da dieselbe die vordem zum Düngen der Ländereien hauptsächlich
verwendeten Wolllumpen gänzlich an sich gerissen hat. Die Kunstwollindustrie steht
aber fertig und einflußreich da, und wir wollen sie nach ihrem heutigen Standpunkte
betrachten, weil es bisher kein Techniker unternommen hat, diese Industrie im
Zusammenhange und ihrer Entwickelung nach zu beleuchten. Wir benutzen dabei die
schätzenswerthen Mittheilungen des Hrn. Director Lohren
und mehrerer Kunstwollfabrikanten.
Giroud stellt in seiner Notice sur
l'effilochage die folgenden Punkte als Hauptprincipienfragen für die
Kunstwollfabrication auf:
1) Wird man immer und genügend Rohstoff für dieselbe
finden?
2) Wird die effilochirte Wolle eine günstige und nützliche Rolle
in der Tuchfabrication spielen?
3) Kann der Gebrauch dieses Productes mit reellen Principien der
Oekonomie in Vereinigung gebracht werden?
4) Ist die Consumtion günstig für diese Industrie gestimmt, so
daß sie eine wirkliche und nicht vorübergehende bleiben wird?
Giroud beantwortet alle diese Fragen mit Ja. Wir, wie
wohl aus Obigem hervorgeht, beantworten sie zum Theil mit Nein. Der Rohstoff wird
sich schon in genügenden Mengen stets finden, daran ist wenig Zweifel. Daß aber
effilochirte Wolle eine für die Haltbarkeit und den wirklichen Werth der
Bekleidungsstoffe ungünstige Zufügung ist, kann wohl Niemand bestreiten. Da dieselbe
den Gebrauchswerth verschlechtert, an Reellität in jeder Hinsicht Mangel leidet, so
kann man die dritte Frage gewiß nicht bejahen, welche erforderte: neben Erhöhung des
reellen Gebrauchswertes billigeren Bezug. Die Consumirenden sind keineswegs diesem
Stoffe günstig gestimmt, weil die Erfahrung sie über die Unreellität dieses Stoffes
belehrt hat. Trotzdem wird diese Industrie am Leben bleiben, weil kaum eine
Spinnerei den herrschenden Preisen der Wolle im Verhältniß zum Preise der Garne und
Gewebe gegenüber ohne Heranziehung der Kunstwolle fertig werden kann, weil ferner
der Kaufmann, der Zwischenhändler zwischen Production und Consumtion, den mit
Kunstwolle surrogirten Stoff verhältnißmäßig besser verkaufen kann, weil er sich der
Taxe des Laien entzieht. Uebrigens hat die Baumwollcalamität während des
amerikanischen Bürgerkrieges die Industrie der Kunstwolle künstlich sich so schnell
entwickeln lassen. Die augenblickliche Baisse im Preise der Rohwollen ist mit
bedingt und hervorgerufen worden durch die Fabrication der Kunstwollen.
Die eigentliche Kunstwollfabrication begreift folgende Momente und Operationen in
sich: 1) Sammeln der Lumpen, 2) Sortiren der Lumpen, 3) Bearbeitung der Lumpen, 4)
Entfasern der Lumpen, 5) Mischen und Kardiren der Fasermassen, 6) Verspinnen der
Lumpenfasern, 7) Verbrauch der Gespinnste in der Weberei.
Die erste dieser Thätigkeiten zur Benutzung der wollenen Lumpen, welche also früher
theils zur Blutlaugensalzfabrication, theils als Dünger, theils zur Herstellung von
weichen Papieren, Löschpapier etc., benutzt worden sind, beruht im Einsammeln derselben. Es geschieht dieß theilweise durch
Lumpensammler, welche im Lande und besonders auf dem flachen Lande, in Dörfern und
Flecken herumziehen und die Lumpen möglichst billig einhandeln. Dieselben bedienen
sich als Bezahlungsäquivalent selten des Geldes, sondern von ihnen sehr billig
erhandelter, kleiner Gegenstände als Nähnadeln, Zwirn, Bilderbogen, Band etc.,
welche sie, natürlich oft auf den dreifachen Werth erhöht, in Zahlung geben. Die
Sammler stehen meistens mit Lumpenhändlern in Verbindung,
welche festes Domicil in den Städten haben und mit größeren Lumpenkaufleuten der großen Städte Geschäfte treiben oder auch selbst ihre
Producte an die Kunstwollfabriken abliefern. Dieß ist die
Organisation für Beschaffung des Rohproductes, zu dessen erster Hervorbringung jeder
bekleidete Mensch mitwirkt, mehr der thätige, fleißige Mann als der reiche
Faullenzer. Die Lumpen sind nun keineswegs in allen Ländern dieselben und von gleichartiger Qualität,
sondern sehr verschieden. England producirt vorzugsweise Lumpen aus langhaarigen,
gröberen Wollen, aber selten aus reiner Wolle, vielmehr aus gemischtem Material,
meist Baumwollkette. Die englischen Lumpen sind stets sehr schmutzig und feucht in
Folge des Clima's; daher kauft England auch seinen Hauptbedarf an Lumpen im
Auslande, besonders in Frankreich und Deutschland. Norddeutschland und Oesterreich
produciren große Quantitäten Lumpen und vorzugsweise aus tuchartigen
Streichwollstoffen. Da ein Theil derselben nach England ausgeführt wird, so bezieht
Deutschland aus Frankreich noch Lumpen für die inländische Fabrication. In Amerika
ist die Fabrication der Kunstwolle kaum erst im Gange, trotzdem erhält das
europäische Festland doch nur sehr wenig Lumpen von dort, wohl des Transportes
wegen. Rußland liefert sehr staubige und erdige Lumpen. Sie könnten trotzdem für den
Handel von Bedeutung werden, wenn man in Rußland vor dem Export für gründliche
Reinigung sorgte und sodann in dem großen Kaiserreich geregelte Lumpensammlungen
anstellte. Die Lumpen welche Italien und zwar zumeist für den Export liefert, da in
Italien selbst erst zwei bis drei Fabriken für Kunstwolle bestehen, sind im
Verhältniß zu denen aus anderen Ländern sehr rein, aber sehr durch den Gebrauch
angegriffen. Sie gehören den Tuch- und Kammwollstoffen in gleichen
Quantitäten an. Spanien, Marokko, die Türkei und der ganze Orient sind Quellen des
Rohstoffes für die Kunstwollfabrication und werden von den Missionären dieser
Industrie, den Lumpensammlern, bereits der Kreuz und Quere nach abgesucht. Diese
Lumpen haben nur den Fehler, sehr viel mit Baumwolle, Lein und anderen
vegetabilischen Gespinnststoffen vermischt zu seyn. Außerdem sind sie stark benutzt
und verbraucht, ja fast verwittert und verwest. Das Letztere gilt auch von den
Lumpen welche hauptsächlich Frankreich aus Aegypten und Algier bezieht. Dort sind
auch nur die Lumpen welche man in den größeren Städten dieser Länder sammelt,
einigermaßen mit den Lumpen der civilisirten Länder zu vergleichen. In Frankreich
endlich gewinnt man ein ebenso brauchbares Material wie in Deutschland, nur ein
etwas schmutzigeres. Die feineren Tuchlumpen herrschen auch dort vor und ebenso die
rein wollenen. Als Folge des schnell wechselnden Modeluxus produciren die Städte
Paris, Bordeaux, Lyon, Marseille, Toulon und Nizza große Quantitäten fast neuer
Lumpen, welche selbstverständlich den höchsten Preis erreichen.
Wir haben oben schon die Art und Weise der Einsammlung berührt und erwähnt welche und
wie verschiedene Leute sich damit befassen. Wir wollen jetzt näher auf die
Thätigkeiten dieser kleinen und großen Lumpensammler eingehen. Die Lumpensammler,
welche auf dem Lande herum gehen und die Lumpen theilweise von den Abfallhaufen
auflesen oder gegen geringe Entschädigung kaufen, liefern das Erkaufte an den
stationären kleinen Lumpenhändler ab und dieser beginnt mit der ersten Vornahme zur
Verarbeitung der Lumpen, nämlich er sortirt dieselben nach dem Charakter der
Gespinnstfasern, d.h. er sondert die Lumpen aus vegetabilischen Gespinnsten von
denen welche aus animalischen Gespinnsten gefertigt sind und sucht auch noch die
wollenen von den seidenen specieller zu trennen, jedoch seltener, da die seidenen
Lumpen für sich momentan noch den geringsten Werth haben. Von diesem Händler bezieht
nun ein anderer die sortirten Lumpen, d.h. also z.B. nur die wollenen, und beginnt
nun diese nach dem Habitus der darin enthaltenen Wolle, nach der Gewebart, nach der
Appretur welche die Stoffe der Lumpen erhalten hatten, nach den Farben specieller zu
sortiren. Er sondert die tuchartigen, gewalkten Lumpen von den ungewalkten, die
Lumpen aus Streichgarn von denen aus Kammgarn, die Damenkleiderlumpen von ähnlichen
Kammgarnstoffen, endlich die halbwollenen von den ganzwollenen Lumpen und die
gewebten von den gestrickten oder gehäkelten. Der Großlumpenhändler kauft diese so
sortirte Waare auf und unterwirft sie einer Sortirung nach schärferen
Gesichtspunkten. Es werden nur gleichartige Stoffe zusammengelegt, die Farben
vereinigt etc. Das liefert das sortirte Product für die Entfaserung, welchem nur
noch die mechanische Zurichtung fehlt, insofern als Nähte, Knöpfe, Haken, Schnuren
etc. sorgsam heraus gelesen und ausgeschnitten, ferner aber auch die Lumpen in
kleine Stücke von ca. 1 Quadratzoll zerschnitten werden
müssen, um dadurch die folgende Verarbeitung möglichst zu unterstützen. Das durch
das Sortiren erlangte Product zerfällt nach dem Charakter der darin enthaltenen
Wollen und deren Länge wesentlich in zwei Hauptgattungen: 1) Mungo und 2) Shoddy.
Zu den Mungokunstwollen verwendet man alle tuchartigen Stoffe von kürzeren Wollen
hergestellt und in Folge ihres dichten Filzgefüges auch beim Entfasern nur kurze
Fasern liefernd. Zu den Shoddykunstwollen gebraucht man Vorzugsweise ungewalkte
Kammwollstoffe und Tricotagen, als Strümpfe, Unterjacken u. dergl., ferner
ungeschorene Stoffe, wie Lama und Fries. Die Preise für die einzelnen Lumpensorten
richten sich wesentlich nach dem Habitus, auch nach der Feinheit der Wolle und nach
der Art des Stoffes. Wir wollen der Preisordnung nach, allerdings ohne Angabe eines
bestimmten Preises, da dieser vielfachem Wechsel unterliegt, eine kleine Aufstellung
der verschiedenen Lumpen hier folgen lassen.
A. Mungo.
Neue Lumpen. Schneiderabfälle etc. pro 100 Pfd. Zollgewicht.
Flanell, weiß, ohne
Leisten
40–60
Thlr.
„
„ mit „
30–50
„
Nouveautéstoffe, schwach oder gar
nicht gewalkt
30–40
„
Merinostoffe, leicht
gewalkt
25–35
„
rothes
Militärtuch
12–20
„
weißes
„
12–15
„
blaues „
10–12
„
schwarzes Tuch
verschiedener Feinheit
6–15
„
Thibetkleider, fein
und dicht gestellt
10–15
„
halbwollene
Walkstoffe
6–10
„
halbwollene,
ungewalkte Stoffe
6–12
„
halbwollene
Damenkleiderstoffe
6–12
„
B. Mungo. Alte Lumpen, pro 100 Pfd. Zollgewicht (geschnitten).
Phantasie- und
Nouveautéstoffe, helle
10–15
Thlr.
„
„ „
dunkle
6– 7
„
blaues
Militärtuch
8–10
„
rothes „
7– 9
„
diverse andere
Tuchfarben
4– 7
„
braunes Tuch
4– 5
„
ungeschnittene
Tuchlumpen
1½– 2
„
C. Shoddy, geschnitten und sortirt pro
100 Pfd. Zollgewicht.
Merinostoffe, weiß
25–35 Thlr.
„
roth
20–25 „
diverse Farben
12–20 „
Strümpfe
10–20 „
ungeschnitten nur
6– 8
Thlr.
Tricotagen
15–25 „
„
„
10–20
„
Cachenez
12–15 „
„
„
10–13
„
15–18
„
Chales und Tücher,
ungewalkt
2
„
Teppichstoff
(ordinäre Wolle)
2– 5
„
halbwollene
Kleiderstoffe
20–25
„
weiße Flanelle,
ungewalkt
6– 8
Thlr.
Diese angegebenen Preise sind keineswegs normal, sondern die ganze Angabe stammt aus
dem Jahre 1868. Um die für die Jetztzeit sehr niedrig stehenden Preise mit
Vorstehendem in Vergleich bringen zu können, geben wir folgenden neuesten
Preiscourant:
Tuchlumpen
3–10
Thlr.
per Zoll-Ctr.
Strümpfe
3– 7
„
„
„
Flanell
2– 4
„
„
„
Thibet
10–16
„
„
„
halbwollene Lumpen
1½– 2
„
„
„
Eine absolut bestimmte Angabe über diese Preisverhältnisse läßt sich nicht machen, da
die Stabilität der Preise abhängt von der mehr oder minder sorgfältigen Sortirung
und Vorbearbeitung, von dem Feuchtigkeitsgehalt, von der jeweiligen
Handelsconjunctur.
Ein fernerer Unterschied, welcher ebenso wie die oben genannte Zweitheilung in der
Verarbeitung und Bearbeitung der Lumpen und der effilochirten Wolle beruht, ist nach
dem Gehalt der Lumpen an vegetabilischem Material zu
machen. Die Lumpen mit Baumwoll- oder Leinenkette müssen besonders bearbeitet
werden, um die vegetabilische Faser wegzuschaffen, da diese nur dazu dienen kann,
die Kunstwolle zu entwerthen. Sowohl dieser Punkt als auch der, daß die Lumpen
meistens mit vielem Staub beladen in den Handel gebracht werden, räth dem Einkäufer
zur größten Vorsicht beim Kaufe. Wir haben Lumpen unter den Händen gehabt, welche
per Zollcentner 70 Procent Schmutz und Abfall
enthielten und durchschnittlich kann man rechnen, daß 40 Procent Staub stets
vorhanden sind. Die Kunstwollfabriken kaufen entweder die rohen, nur oberflächlich
sortirten Lumpen ein und sortiren selbst, oder sie kaufen bereits sortirte und
geschnittene Lumpen, welche beim Schneiden natürlich einen großen Antheil des
Staubes bereits verloren haben.
Bei Bearbeitung und Zurichtung der Lumpen für den Handel kann man jetzt nach dem
Gebrauche verschiedener Fabriken folgende vier Methoden unterscheiden:
1) Man zerschneidet die Lumpen, feuchtet sie an und zerreißt sie
auf dem Wolf. Das so erhaltene Product, mit viel Staub und anderen
Unreinigkeiten noch beladen, kommt in den Handel als Surrogatmaterial der
Spinnerei.
2) Man zerschneidet die Lumpen, zerreißt sie trocken und
bearbeitet sie leicht auf Wölfen und Kardirmaschinen, wodurch ziemlich viel
Staub ausfällt.
3) Man zerschneidet die Lumpen, fettet sie etwas ein, zerreißt
sie und kratzt sie etwas auf Krempeln. Diese Methode bietet der betrügerischen
Absicht die größte Chance dar. Einmal fesselt das Oel den Staub an die Fasern,
sodann aber die für die alleinige Verarbeitung viel zu kurzen Fasern an die
längeren. Diese Mungomasse täuscht meistens den Verkäufer durch gutes Aussehen.
(Anders ist es, wenn der Kunstwollfabrikant diese so hergestellte Kunstwollmasse
selbst weiter verspinnt, da fallen die obigen Vorwürfe weg.)
4) Die Wolllumpen werden gewaschen, zerschnitten, nochmals
gewaschen und dann zerrissen. Diese Proceduren liefern eine staubfreie, von
allen Unreinigkeiten freie Masse, welche noch während ihrer Verarbeitung den
Nutzen hat, die Arbeitsräume möglichst staublos zu lassen.
Der Staub spielt also eine wesentliche Rolle bei der Mungo-Fabrication, sey es
als unerwünschtes Beschwerungsmittel der Rohlumpen, sey es als Beschwerungsmittel
der Kunstwolle, sey es als Belästigung der Arbeiter in den Arbeitsräumen. Dieser
letzte Punkt muß Gegenstand der Sorge für die Besitzer solcher Fabriken seyn. Es
müssen in solchen Räumen welche dem Sortiren, Zerschneiden und Effilochiren dienen,
kräftige Ventilationsvorrichtungen angelegt seyn, weil sonst die Gesundheit der
Arbeiter sehr gefährdet wird, von der Reinlichkeit nun gar nicht zu reden. In vielen
Kunstwollfabriken herrscht bereits der löbliche Gebrauch, die sortirten Lumpen vor
dem Zerschneiden und Austrennen der Nähte etc. zu waschen, um so den Staub zu
entfernen. Jedenfalls empfiehlt sich das Verfahren, die Lumpen vor dem Zerschneiden
zu waschen, mehr als das, nach dem Zerstückeln zu waschen. Breton hat in Pont de Claix eine besondere Methode der Staubentziehung für
die Lumpen vor dem Zertheilen eingerichtet. Er läßt die Lumpen 30 Centimeter hoch
aufschichten und mit Chlortalkauflösung (per
Quadratmeter 1/2 Liter) besprengen. Darauf werden die Lumpen in eine Art Kornfege
gebracht, wo ein Ventilator einen kräftigen Luftstrom in die Masse hineinbläst und
den Staub in einen langen Gang treibt, an dessen Eintritt ein feiner Staubregen
hernieder tropft und den größten Antheil des Staubes niederschlägt, während der
übrige Theil im Gange zu Boden fällt. Besonders schmutzige Lumpen kocht Breton mit Kalkmilch oder schwacher Sodalösung aus,
wäscht sie sodann im Waschrade und trocknet sie. In Fabriken wo die Kunstwolle
hernach selbst versponnen wird, ist man überhaupt mit den Waschoperationen nicht so
sparsam und erreicht dadurch Mancherlei Vortheile und beseitigt viele Nachtheile.
Die Waschmaschinen, welche man anwendet, sind meistens
gewöhnlicher Construction. Am besten wirken solche Waschmaschinen, welche eine
schlagende und bewegende Thätigkeit ausüben und die Lumpen oft und tief
untertauchen. Das Wasser sollte hierbei in steter Circulation bleiben und zwar so,
daß dicht über dem Boden der Waschkufe ein durch ein größeres Netz geschützter
Abfluß wäre, durch welchen die Flüssigkeit den aus den Lumpen entfernten, zu Boden
sinkenden Staub wegspülte, während von oben her immerfort eben so viel frisches
Wasser zuströmte. Das Trocknen der Lumpen nimmt man in
Trockenstuben vor, besser aber auf Trockenapparaten mit Hürden von dichterem
Drahtgewebe, durch welches und durch die darauf gelegten Lumpen ein Ventilator nach
unten Luft hindurch zieht. Trocknung mit heißer Luft schadet den Lumpen nicht
sehr.
Der Theil der Lumpen, welcher aus gemischten Fasern besteht, unterliegt einer
besonderen Bearbeitung. Da es bei diesen Lumpen darauf ankommt, die vegetabilische
Substanz heraus zu schaffen, so richtet sich der Verarbeitungsproceß darnach. Man
bedient sich zu dem Zwecke hauptsächlich chemischer Mittel, weil die mechanischen
dazu nicht ausreichen. Man weicht die Lumpen nach einmaligem Waschen in ein Bad von
auf 18° Baumé verdünnter Schwefelsäure (von 66° Baumé)
oder von Salzsäure ein, und läßt sie längere Zeit darin unter Erhöhung der
Temperatur. Dieses Bad befindet sich meistens in mit Blei ausgekleideten Gefäßen.
Dem Säurebade folgt ein Bad von Alkalien und darauf ein intensiv wirkender
Spülproceß. Nach diesen Operationen ist die vegetabilische Substanz in einen leicht
zerreiblichen Körper übergeführt und kann von den fast unversehrt erhaltenen
Wollfasern durch einfache Processe getrennt werden. Nach dem Spülproceß bewirkt dieß
zum Theil schon ein Auspreß-Apparat, indem er die vegetabilischen, locker
gewordenen Fasern zerdrückt und zerstäubt. Das Gelingen dieser Manipulation hängt
wesentlich von der richtigen Concentration der angewendeten Säure, dem richtigen
Temperaturgrade und der Dauer der Einwirkung ab.
Diese Methode bedient sich also der Schwefelsäurebäder und darauf folgender
Entsäuerung mit alkalischen Lösungen. Die dabei gewonnene Wolle ist keineswegs ein
sehr gutes Material, sondern stets etwas afficirt durch die Säure. Martin will dieß durch eine neue Methode vermeiden und
die Extractwollen brauchbarer liefern als bisher. Der Apparat, in welchem diese neue
Methode ausgeführt wird, besteht aus folgenden Theilen. In einem Gehäuse mit
Eintrag- und Abführöffnung oben, resp. unten, dreht sich eine Trommel (etwa
2/3 so groß als das Gehäuse), deren Mantel aus feinem Drahtsieb oder perforirtem
Blech resp. von anderem Material gebildet ist. Auch diese Trommel enthält eine
Eintragöffnung. Diese Trommel ruht und ist beweglich auf Zapfen, die durchbohrt als
Zuleitungsrohr und Ableitungsrohr dienen. Man gibt die Materien in die Siebtrommel
ein, setzt sie in Bewegung und läßt nun gespannten Dampf eintreten. In der Trommel
angebrachte Daumen und Stäbe sorgen für Wendung der Wolle. Nachdem die Einwirkung
der Dämpfe genug angedauert hat, läßt man kalte Luft durch die Achse hindurch
eintreten und treibt so die Dämpfe aus. Es ist ersichtlich, daß die Centrifugalkraft
die Dämpfe intensiv durch die Fasern hindurch treibt. Die Temperatur steigt in dem
Apparat ziemlich hoch. Der gespannte Dampf zerstört die Vegetabilien.
In einigen Fabriken bedient man sich auch noch des früher allgemein üblichen
Processes, welcher sich im Wesentlichen so zusammensetzt: Die Lumpen werden mit kalter
Säure behandelt und sofort darauf in scharf geheizte Räume (60 bis 80° C.)
eingetragen. Wenn man nun dieses Material auf dem Wolf behandelt, so sondert sich
die vegetabilische Faser leicht aus, aber die Wolle behält einen penetranten
unangenehmen Geruch.
Es sind aber diese Methoden keineswegs die einzig angewendeten, vielmehr bestehen
deren noch andere und wir wollen hier einige der bekannt gewordenen berühren. Newman sucht bei Ausführung der ersteren Methode die
Wollfaser vor jeder Einwirkung der Säure dadurch zu schützen, daß er die Lumpen
zuvor mit schwefelsaurer Thonerde- oder Alaunlösung (1 bis 5 Th. auf 100 Thl.
Wasser) imprägnirt und dann in eine warme Seifenlauge taucht (1,5 bis 7,5 Th. auf
100 Th. Wasser). Nun bringt er das Zeug so vorbereitet in das Schwefelsäurebad und
überläßt es einige Zeit der Wirkung desselben. Darauf überläßt er es der Einwirkung
einer Temperatur von 95° C. Die Wollfaser erhält sich dabei recht gut,
während die vegetabilische Faser sehr energisch zerstört wird. Böttger schlägt ebenfalls für Wohlerhaltung der Wollfaser ein Mittel vor,
welches nachträglich wirkt. Nachdem man nämlich die Lumpen mit dem Säurebade
behandelt hat, soll man ein Sodabad anwenden. Dasselbe beseitigt nicht sowohl alle
Säure, sondern die dabei ausgetriebene, entweichende Kohlensäure lockert auch das
Fasermaterial sorgfältig auf, was für das Product nicht unwichtig ist. Schaller bemißt die Dauer des Schwefelsäurebades auf 12
Stunden und die Zusammensetzung desselben auf 3 Procent 66grädiger Schwefelsäure und
97 Procent Wasser. Sollte dieses Bad noch nicht genügend gewirkt haben, so
unterwirft man die Lumpen der Wirkung einer Hitze von 60 bis 70° C. Durch
solche Behandlung werden die Vegetabilien zerreiblich. – Fenton's Patent von 1853 schlägt ein Einweichen der
gemischten Stoffe in Säurebäder vor, und Anwendung höherer Temperatur. Nach
Behandlung mit alkalischen Laugen folgt Ausspülen und Trocknen. Wir sehen also, daß
dieser Vorschlag die weiteste Einführung genossen hat. – Merkwürdig und
sonderbar erscheint eine von Rowley mitgetheilte Methode,
die Einwirkung des Säurebades durch Trocknen in heißer Luft zu erhöhen, sodann aber
die Lumpen in Kästen mit Sand einzubetten und längere Zeit darin zu belassen. Nach
dem Herausnehmen werden sodann die Lumpen in Drahtsieben oder Drahtcylindern vom
Sande befreit.
Es ist die Operation der Trennung vegetabilischer und animalischer Fasern
gewissermaßen ein chemischer Entfaserungsproceß der Lumpen, welcher jedoch keine
Anwendung finden kann, wenn die Lumpen aus reiner Wolle bestehen. Dann muß die
mechanische Behandlungsweise eintreten.
Die zu Anfang dieser Industrie herrschende Handarbeit für das Entfasern der
Wolllumpen ist mit dem Momente verdrängt worden, als die Kunstwollindustrie
Bedeutung und Platz in der Großindustrie gewann. An ihre Stelle ist Maschinenarbeit
getreten. Die Maschinen zur Ausführung dieses Processes sind aber meistens nicht von
Maschinenbauern oder Ingenieuren erfunden, sondern vielmehr durch die
Kunstwollfabrikanten selbst. Jeder von ihnen hat dann seine Maschine wieder geheim
gehalten und so kommt es denn, daß heutigen Tages viele verschiedene Constructionen
von Kunstwollmaschinerien existiren. Die Principien dieser Maschinen treffen jedoch
bei allen zusammen. Das lag in der Idee des zu lösenden Problemes. Die geschnittenen
Lumpen sollten zur Wiedergewinnung der Wolle benutzt werden, folglich mußte aus
ihnen die Wolle heraus gelöst werden und dieß konnte wieder nicht anders als durch
Zerreißen der Gewebe und Gespinnste bewerkstelligt werden. Zum Zerreißen der kleinen
Lumpenstückchen dienen die sogenannten Reißwölfe, von
denen uns Constructionen vorliegen von Busson in Paris,
Bertier in Paris, Martin
in Vienne (Isère), Thomassett und Gebrüder Raydet in Tullins (Isère), von Hartmann in
Chemnitz, von Buchholz in Werdau, Arend und Beselin in Dessau, Houget und Teston in Verviers, Thomas Chadwick in Batley (Yorkshire), ferner von Boutron, Vaudelin, Milner, Balp und Blaquière, Lyon-Cremieux, Portefacq-Ramondène,
Garnett, Thibaut, La Peyrouse, Lanoa, Köster, Dessart, Christian, Brunet, Delay,
Platt, Boullough u.a. Wir wollen die gebräuchlichsten dieser Constructionen
betrachten, jedoch nicht ohne vorher darauf aufmerksam gemacht zu haben, daß man in
vielen Fabriken die Lumpenstückchen zunächst in einen Klopfwolf, dessen Cylinder mit hölzernen Stabzähnen versehen ist, vom
Staube möglichst reinigt und sie dann erst dem Reißwolfe vorgibt. Der Reißwolf von
Chadwick ist nun folgender Art construirt: In einem
starken Maschinengestell ist der Tambour von circa 1
Meter Durchmesser in festen Lagern aufgebracht. Er ist auf seiner ganzen
Mantelfläche mit Reihen Zähnen versehen; die Zähne zweier oder dreier auf einander
folgender Reihen stehen in Versatz und die Durchmesser der Zähne werden gleich
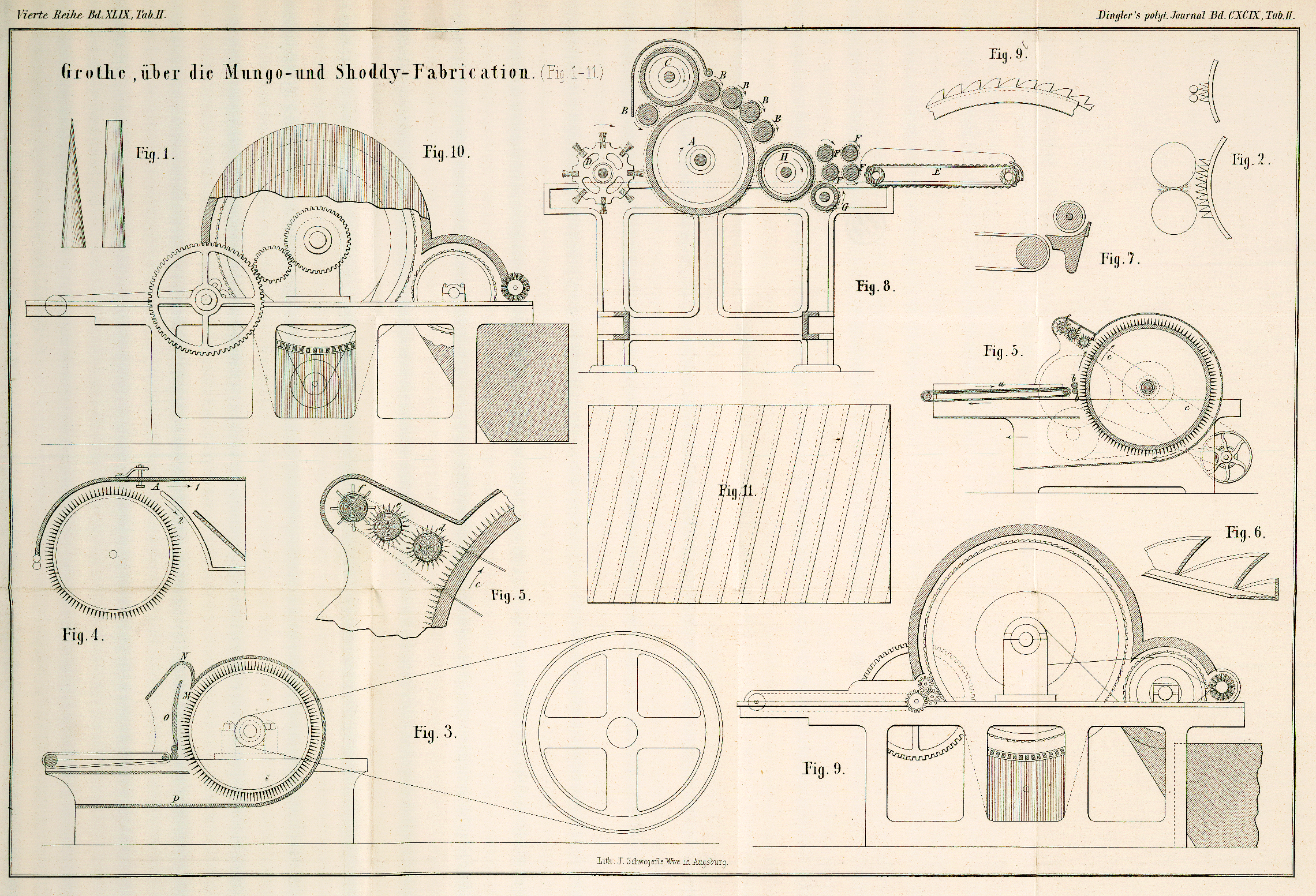
genommen den Lücken zwischen je zwei oder drei Zähnen in den Reihen. Die Zähne, Fig. 1 (Tab.
II), von runder Basis spitzen sich nach oben zu, aber nur von zwei Seiten, während
die dritte und vierte Seite breit abgeplattet erscheinen. Vor dem Tambour liegt der
in einer Coulisse verschiebbare Speiseapparat vor. Die Einziehwalzen sind möglichst
klein genommen, um das durchgezogene kleinstückige Material möglichst nahe an die
Zähne des Tambour zu geben, was bei größeren Bogen nicht möglich wäre, wie die Fig. 2
verdeutlicht. Von dem Festhalten der Lumpenstückchen durch die kleine Einziehwalze
hängt wesentlich die gute Wirkung der Maschine ab. Die Zähne des Tambour sollen auf
dem Stückchen herunter fahren und die der Breite des Tambour parallele Garnfaser
heraus schieben, ohne gerade die Fasern, welche senkrecht zur Tambourmantelbreite
festgehalten werden, abzureißen und mitzunehmen. Dadurch allein erhält man möglichst
lange Fasern und wenig
Gewebstückchen in die fertige Kunstwolle hinein. Die Einziehwalzen drehen
sich sehr langsam und werden stark auf einander gepreßt, während der Tambour
möglichst schnell umgeht. Da es trotzdem nicht zu vermeiden ist, daß Gewebstücke
unzerzaust mit in den Tambour kommen, so ist eine Vorrichtung getroffen, durch
welche diese Gewebstückchen selbstthätig aus dem Tambourraume entfernt werden und
auf den Zuführtisch zurückfallen. Diese Vorrichtung ist in Fig. 3 angedeutet. Der
Tambourdeckel hat bei M eine Oeffnung über die ganze
Breite des Tambour, und zwar zieht sich die Tambourdeckelwand O gegen die eigentliche Peripherie des Kreises, welchen sie bildet, zurück
und setzt sich nach oben gegen die Rückwand des auf diese Oeffnung bei M aufgesetzten Canales N
weiter fort, so daß das Ende von O über das Ende von N übergreift. Die schwereren Gewebstückchen entfernen
sich in Folge der Centrifugalkraft sofort vom Tambour, sobald die Abweichung des
Tambourdeckels beginnt und fliegen durch die Oeffnung bei M bis gegen die Wand N. Hier werden sie
aufgehalten und fallen herab, aber nicht durch das Loch bei M hindurch, sondern auf die verlängerte Rückwand O, gleiten auf derselben herab und gelangen auf den Zuführtisch zurück.
Die weniger schweren Mungofasern werden vom Tambour mitgenommen und treten erst bei
P in einen Canal über, welcher unter dem Wolf
hindurch geleitet ist und an dessen Mündung ein Ventilator aufgestellt ist, welcher
die producirten Wollfasern an sich zieht. – Die von Schafroth besser eingerichtete Abwerfe für Gewebstücke ist in Fig. 4
skizzirt. Sie unterscheidet sich von obiger nur dadurch, daß die mitgegangenen
Stücke nicht gleich wieder auf den Zuführtisch zurückgeworfen werden. Die
Gewebstücke stiegen in der Richtung des Pfeiles 1 und die Mungowolle entfernt sich
in der Richtung des Pfeiles 2 von dem Tambour. Durch die Schneide A, welche man höher und tiefer stellen kann, kann man je
nach dem Material die Distanz für die Flugrichtung stellen.
Die Bewegung des Reißwolfes ist eine sehr schnelle. Zum Betriebe desselben gehören je
nach der Beschaffenheit der Lumpen 3 und 4 Pferdestärken. Hat eine Fabrik mehrere solcher
Wölfe im Betriebe, so thut sie wohl, sie direct von einer starken Welle zusammen zu
betreiben. In Fig.
3 ist dasselbe angedeutet. A ist die 8zöllige
Betriebswelle mit den 5füßigen Riemenscheiben, von denen aus die Riemenscheiben der
Wölfe direct durch starke Riemen bewegt werden. Nimmt man für die Hauptwelle A eine Geschwindigkeit von 50 bis 60 Umdrehungen per Minute an, macht den Durchmesser der Scheibe 4 1/2
bis 5 Fuß groß, den der Riemenscheibe des Wolfes 1 bis 1 1/2 Fuß groß, so erhält man
eine Geschwindigkeit für den Tambour des Wolfes von 700 bis 1000 Umdrehungen per Minute, welche den verschiedenen Stoffen angepaßt
werden muß. Durchschnittlich genügt eine Umdrehungszahl von 700 bis 800, ja bei
weicheren Stoffen, wie Fries, Flanell, ungewalktem Stoff etc., braucht man bei
Aufwand von 1 1/4 bis 1 3/4 Pferdestärken nur etwa 500 bis 600 Umdrehungen zu
erzielen, um das genügende Arbeitsquantum per Tag zu
erhalten. Bei Annahme von 700 bis 800 Umdrehungen und 3 bis 4 Pferdestärken werden
circa 1000 Pfd. Kunstwolle täglich in 10
Arbeitsstunden producirt; bei 500 bis 600 Umdrehungen und 1 1/4 bis 1 3/4
Pferdestärken 600 bis 700 Pfd. Kunstwolle aus lappigerem Material. Die letztere hat
natürlich einen höheren Werth wegen der größeren Länge der Fasern. Der Tambourmantel
ist mit circa 7000 bis 9000, ja bis zu 14000 Stahlzähnen
garnirt. Nehmen wir einen 2 Fuß breiten und 5 Fuß dicken Tambour an, und geben den
dicht gestellten Zähnen 1/4 Zoll Basis, so erhalten wir auf dem Mantel 272
Zahnrechen mit je 30 Zähnen bei 3/4 Zoll Spatium incl. Zahnbasis. Denken wir uns
diese Zahnreihen je drei gegen einander verstellt eingesetzt, so treffen also immer
bei jeder Umdrehung 90,6 Reihen auf denselben Punkt an den Einziehwalzen, und der
von diesen dort festgehaltene Stoff, welcher per Minute
nur um circa 3 Zoll fortrückt, entsprechend einer
Umdrehung des Zuführapparates, erhält somit 90,6 × 800 Kämmungen,
hinreichend, um jede dargebotene Faser aus dem Gewebe einzeln heraus zu reißen, wenn
wir bedenken, daß Tuchstoff mittlerer Qualität per Zoll
circa 60 Fäden enthält und jeder Faden normaliter
aus circa 40 Wollfasern besteht, somit 60 × 40
× 3 = 7200 Fasern, gegenüber 800 × 90,6 = 72480 Kämmungen.
Eine andere Vorrichtung am Reißwolf, um die mitgerissenen Lumpen aufzufangen und auf
das Speisetuch zurückzuführen, ist in Fig. 5 skizzirt. Bei
dieser Anordnung ist dem Tambour nahe eine Stachelwalze D aufgestellt, welche sich entgegengesetzt zur Bewegung des Tambour
bewegt. Sie berührt die Zähne des Tambour nicht, ist aber denselben so genähert, daß
die größeren Lumpenstücke von den Zähnen der Stachelwalze D erfaßt und
zurückgehalten werden. Eine zweite Stachelwalze N nimmt
dieselben von D ab und wird durch die Schlägerwalze O ihrerseits davon befreit. Die Lumpen fallen dann auf
das Zuführtuch zurück. Auch dieser Wolf ist mit einem Canal unterhalb des Tambour
zum Abnehmen der Wolle verschen, aber ohne Ventilator. Sehr anzurathen ist aber, den
Raum, in welchem die Reißwölfe arbeiten, gut zu
ventiliren, um den reichlich producirten Staub, welcher die Arbeiter stark
belästigt, im Verein mit einem eigenthümlich brenzlichen Geruch, welcher durch die
Reibungswärme bei der Arbeit entsteht, zu entfernen.
Die Constructionen aller übrigen Reißwölfe für Kunstwolle kommen fast auf dasselbe
hinaus, was in der oben beschriebenen Construction gegeben ist. In manchen derselben
sind die Zähne gebogen, bei manchen feiner und dichter gestellt, bei anderen in
dichten Spiralreihen um den Tambour herum gezogen. – Wesentlicher
unterscheidet sich die Construction von Busson in Paris
von den hier angefühlten, wobei wir gleich hinzufügen, daß der Busson'sche Wolf vorzugsweise auch für die Zerfaserung der Garnabfälle geeignet ist.
Ihm ähnlich sind die Maschinen von Garnett.
Wegen des Eintrittes von Gewebestücken in den Arbeitsraum des Tambour hatte man
seither die mannichfachsten Constructionen ersonnen, um den Stoff bis zum Abschlagen
der letzten Faser aus ihrer Gewebbindung festzuhalten. Man hat dafür zwei Paar
Cylinder mit Differentialbewegung hergerichtet, ferner die Zuführtische in
Wellenform angeordnet, die Lumpen durch Bürstenwalzen festgehalten und geführt, den
Lieferungscylinder mit Curvenbewegung versehen, um dadurch die Ueberbleibsel der
Gewebe fortzureißen und auf ein besonderes Tuch zu werfen, um sie auf demselben von
Neuen: der Wirkung der Zähne zuzuführen. Busson hat den
Zuführapparat aus Kautschukcylindern hergerichtet und so eine elastische Lieferung
bewerkstelligt. Er verbindet die Wirkung eines hohlen Troges mit der
Elasticitätswirkung des Compressionscylinders und zwar ist seine Speisevorrichtung
der Art eingerichtet, daß vom Zuführtische aus die Lumpen in einen mit Kautschuk
ausgefütterten Trog geleitet werden, in welchem sich ein fester eiserner Cylinder
dreht, sodann in den zweiten Trog übertreten, in welchem ein Kautschukcylinder
rotirt. Die dem Tambour zugewendete Seite des Troges ist mit einer Stahlleiste
garnirt, und diese dient als Gegenlager für die Lumpen beim Angriffe des Tambour.
Für die Herstellung der Pression in diesem Speiseapparate sind weder Federn noch
Gewichte an Hebeln nöthig, sondern die Cylinder werden so fest in die Tröge
eingestellt, daß sie die Lumpen zwischen der Peripherie und der concaven Fläche des
Troges festhalten.
Größerer Anhäufung, dickeren Stellen in Folge von Falten etc., dient die Elasticität
der Kautschukwalzen zur Ausweichung. Der Tambour der Busson'schen Maschine ist nicht mit gewöhnlichen conischen Stiftzähnen
garnirt, sondern mit Zähnen welche sägenartig in Winkeleisenblech eingeschnitten
sind. Diese Winkeleisenbänder sind sodann in Schraubengängen von geringer Steigung
auf dem Tambour aufgebracht. In Fig. 6 sind diese Zähne
abgebildet. Wir geben von Busson's Maschine eine
Abbildung nach einer Ausführung, die den Muldenapparat weggelassen hat. Fig. 9 ist an
sich verständlich. Fig. 11 ist die Oberansicht des Tambour mit dem spiralförmigen Bezug.
– Auch an dem Oeffner von Thomlinson ist eine
Muldenzuführuug angebracht. Ferner enthält derselbe zwei Zuführapparate über
einander. Die Preßwalzen in der Mulde sind jedoch nicht elastisch, sondern
gezahnt-cannelirt, wie Fig. 7 zeigt. Die
Bearbeitung der Garnabfälle, welche ebenfalls in das Bereich der
Kunstwollfabrication fällt, wird von folgender Maschine (Fig. 8) mit Erfolg
durchgeführt. In einem starken Gerüst befindet sich der Tambour A, umgeben von fünf Arbeitswalzen B, dem Volant C, und einer Bürstenwalze D. Die Garnabfälle werden diesem Apparate durch das
Zuführtuch E, die zwei Paare Zuführwalzen E, F der Schmutzwalze G und
der Vorreißwalze H zugeführt. Alle diese Walzen sind auf
ihrer Oberfläche mit sägezahnartig ausgeschnittenen Stahlbändern bezogen, wie es
Fig. 9
angibt. Auf dieser Maschine werden die Fäden gänzlich geöffnet und ein Product
erzielt, welches in jeder Beziehung genügt. Man gibt dem Tambour bei 16 bis 20 Zoll
Durchmesser circa 400 bis 500 Umdrehungen. Die Arbeiter
drehen sich bei circa 6 bis 8 Zoll Durchmesser 45 Mal
per Minute, der Volant bei 8 bis 9 Zoll Durchmesser
circa 800 bis 1200 Mal. die Vorreißwalze bei 8 bis
10 Zoll Durchmesser circa 50 Mal und endlich die
Einziehwalzen bei 3 bis 4 Zoll Durchmesser circa. 3 bis
4 Mal. Die Bürstenwalze, welche die entfaserte Wolle aus dem Tambour herausnimmt,
also gewissermaßen die Stelle eines Abnehmers vertritt, dreht sich bei 10 bis 12
Zoll Durchmesser 16 bis 20 Mal. Will man diese Bearbeitung noch sorgfältiger
durchführen, so benutzt man an Stelle dieser einen Maschine zwei solcher und gibt
der zweiten, welche dann Feinwollkrempel zu nennen wäre, statt der Bürstenwalze
einen Abnehmer mit Hacker. Für diese zweite Maschine sind auch die
Bewegungsverhältnisse etwa so zu nehmen: Tambour 300 Umdrehungen per Minute, Abnehmer 10 bis 12 Umdrehungen, Arbeiter 28
Umdrehungen, Zuführwalzen 4 bis 5 Umdrehungen, der Volant circa 800 bis 900 Umdrehungen, die Vorreißwalze 36 Umdrehungen.
Hier wollen wir auch einer Maschine zum Oeffnen der Stricklumpen und Garnabfälle von
Leblanc gedenken, deren Construction folgende ist:
Das Material wird von einem Speisetuch durch zwei Einführwalzen zugeführt und von
den an drei Armen einer Flügelwelle befestigten Kämmen abgeschlagen. Von den sich
sehr schnell drehenden Schlägern nimmt eine Stachelwalze das Material ab, welches
gewissermaßen fest in die Stacheln hineingeschlagen wird. Ein Kamm trennt endlich
das Material heraus. Die Umdrehung der Stachelwalze ist eine langsame. – Eine
neuere, übrigens sehr interessante Maschine ist die von Francis Anton Calvert.Dieselbe ist bereits in diesem Journal, Jahrg. 1870, Bd. CXCVI S. 419, als
Baumwollreinigungsmaschine beschrieben worden.Wir lassen nachstehend die von Dr. Grothe gegebene Beschreibung dieser Maschine
folgen, welche von ihm als Reinigungs- und
Efflochirapparat bezeichnet wird, und
verweisen bezüglich der Abbildung auf die a. a. O. in diesem Journal
mitgetheilten Figuren (Tab. VIII, Figur 1 und 2).„Die Maschine von Calvert dient nicht
sowohl zum Bearbeiten der Wolle, als auch zum Präpariren der Baumwolle,
– ferner nicht sowohl zum Trennen der Woll- und
Baumwollfasern d.h. Sondern der langen und kurzen Fasern, Lösen der
Zusammenballungen etc., sondern auch mit demselben guten Erfolge zum
Entfasern der Gespinnste und Gewebe beider Rohmaterien und zu deren
Auflösung in spinnbares Material. In Figur 1 (a. a.
O) ist eine Ansicht, in Figur 2 ein
Durchschnitt der Maschinerie abgebildet. A
ist ein Tambour, der auf seiner Oberfläche mit Kammblättern besetzt ist.
Ein Ventilator im Trichter B sorgt für
Aussaugen des Schmutzes und der sägenartig garnirte Schläger d trennt hervorragende Unreinigkeiten aus,
in Verbindung mit der oscillirenden Mulde c.
Ueber dem Tambour A ist eine Reihe Schienen
aufgestellt, mit Kammblättern versehen; dieselbe ist in zwei
Abtheilungen getheilt. Durch ein Segment g
auf der Hauptachse des Tambour werden diese Schienensätze mittelst
Verzahnung des Seamentkranzes bewegt. Sie gleiten also intermittirend
auf den Cylinder herab, drehen sich dabei etwas um ihre Achse und gehen
aufwärts, so die Operation von oscillirenden Kämmen nachahmend. Dem
Tambour A wird die Materie zur Bearbeitung
durch die Stachelwalzen i, j, k zugeführt,
welche dieselbe aus dem oscillirenden Zuführkorb (Rost) N nehmen. Dieser Korb enthält unter dem Rost
aus Kantenschienen noch ein Schmutzgitter. Die stoßweise Bewegung siebt
viel von dem Staube aus. Die Walze 1 dient als Klettenwalze, während die
Walze h die Kammschienen des Tambour
reinigt. Der Wirkungsgrad der Maschine hängt von der Wirkung und
Geschwindigkeit der Walzen h, i, k, l, j
wesentlich ab. Vergegenwärtigen wir uns die Thätigkeit dieser Walzen
nochmals. Die Walze i nimmt aus dem Korbe
N bei der aufwärts gerichteten Bewegung
desselben Material, welches von den Kämmen des schnell umlaufenden
Tambour A theilweise erfaßt wird, von j, k theilweise zurückgehalten, theilweise
dabei zerfasert wird. Die Kammschiene kommt mit nur wenig Material
beladen bei 1 an und entledigt sich hier der groben Stücke und Kletten,
die Kämme der zwei Schienenabtheilungen kämmen die von dem Tambour
festgehaltenen Fasern durch. So rotirt nun der Tambour mehrere Male,
ohne daß ihm aus N neues Material zugeführt
wird. Man beachte hierbei die Analogie dieser Operation mit der beim
Floretspinnen. Die Bürstenwalze m trennt
schließlich die Vollbärte heraus und führt sie herum, bis sie von den
Sägezähnen der Walze n aufgefangen werden,
von welchen sie auf verschiedene Weise abgenommen werden, theils durch
die Walzen p und p', theils durch p und o, theils durch die Bürste q.Was noch die Garnitur des Tambour anlangt, so ist derselbe parallel zur
Achse mit Nuthen versehen, in welche je ein Satz Kammschienen versenkt
ist. Jede Schiene ruht zwischen zwei Platten und ist der
Längsrichtung nach verschiebbar, so daß beispielsweise die Zähne der
zweiten Schiene zwischen den Zähnen der ersten Schiene zu liegen kommen
u.s.w. Ferner hat man durch diese Einrichtung die Möglichkeit die
Feinheit der Zahnschienen zu wechseln, somit die Zähnezahl. Es lassen
sich die Schienen sowohl so in den Nuthen aufstellen, daß die Zähne der
Schienen radial zur Tambourachse stehen, als auch tangential. In
letzterer Stellung ähnelt dieser Tambour der Construction von Rowan's Hechelmaschine.Bei einer Construction Calvert's ist die
Muldenzuführung so eingerichtet, daß in dieselbe Dampf durch feine
siebartige Löcher eindringen kann, um den Stoff zu feuchten und zu
wärmen.“
Weniger gut wirken die früher mehrfach angewendeten Droussetwölfe, welche ähnlich
combinirt sind, aber an Stelle der Sägezähne eigenthümlich gebogene, in Leder
eingesetzte, elastische Stahldrahtzähne als Bezug haben. Diese Droussetwölfe werden
für die Bearbeitung der Shoddylumpen vielfach angewendet und wirken da ganz
vortrefflich. Ferner benutzt man sie bei der weiteren Verarbeitung der gewonnenen
Kunstwolle mehrfach als erste Bearbeitung- und Mischmaschine, welche die
Gemenge von Shoddy, resp. Mungo, mit Naturalwolle inniger vereinigt und durch
regelrechte Vertheilung der Fasern unter einander ausgleicht.
Die weitere Bearbeitung der gewonnenen Kunstwolle enthält nur wenig abweichende
Momente. Die erhaltene Kunstwolle mit dem Namen Mungo
stellt sich je nach den dazu verwendeten Lumpen als ein Haufwerk von kleinen Fasern
dar, deren Länge zwischen 5 bis 20 Millimeter wechselt. Die größte Menge der
Kunstwollen enthält nur Fasern von circa 8 bis 10
Millimeter Länge. Die kürzesten Fasern, also die von 5 Millimeter und darunter, sind
kaum noch zur Spinnerei tauglich und sollten nicht weiter künstlich in die Garne
hinein gebracht werden. Einmal fallen schon bei der Weberei viele dieser Fasern
heraus und später, wenn auch festgewalkt, lösen sie sich beim Gebrauche der
Kleidungsstücke wie Staub heraus. Sie stehen ziemlich auf derselben Stufe bezüglich
des Gebrauches als die Scherflocken der ersten Schnitte, welche man neuerdings auch
künstlich auf dem Stoff vertheilt und hinein walkt, um dem Tuche eine dichtere,
wolligere Decke zu verleihen, welche dann aber beim Gebrauch schnell verloren geht.
Es sind dieß unreelle Mittel, welche nur dazu dienen
können, den festen Grund der Fabrication zu untergraben. Je kürzer nun die Fasern
sind, desto weniger eignen sie sich zum Verspinnen, um so mehr muß man ihnen
Naturwolle beimischen, um überhaupt einen Faden zu erhalten. Bei ordinären
Qualitäten suchen mehrere Spinnereien dadurch an Naturwolle zu sparen, daß sie der
Mischung von vielem Mungo und wenig Naturalwolle viel
Fett zusetzen, und um nun dadurch wieder das Gespinnst nicht zu vertheuern,
wird ein möglichst schlechtes Oelmaterial genommen, womöglich mit harzenden Substanzen versetzt, um
mehr Klebekraft hervorzubringen und so gewissermaßen die Fasern zusammenzukleben.
Aus solchen Garnen haben wir zwischen 30 bis 50 Procent Verlust beim Waschen
derselben ohne große Anstrengung erhalten, bestehend in 15 bis 20 Procent
Fett-, Harz- und damit zusammenhängenden Staubsubstanzen, und 15 bis
30 Proc. an Faserstoff, welcher also nur durch die Vermittelung des Fettes an dem
Faden klebte. Es wird mit diesen Garnen zum Theil ein trauriger Schwindel betrieben,
welcher nicht genug zu beklagen ist, weil er dazu gedient hat, der gesammten
Spinnerei fast den soliden Boden zu entziehen. Unter 52 von uns untersuchten Proben
von Garnen der verschiedensten Spinnereien fanden wir nur acht ohne Zusatz von
Mungo, und in diesem Verhältniß, kann man mit Recht behaupten, hat die Solidität der
Spinnereiproducte und der Gewebe abgenommen und zwar in einem viel höheren Maaße,
als die Billigkeit der Producte zugenommen hat.
Im Allgemeinen richtet man sich also nach der Faserlänge der Kunstwolle, wenn es sich
um Ermittelung des nöthigen Procentgehaltes an Naturwolle handelt. Für die
Streichgarnspinnerei kann man sich den Normalnummercylinder für die einzelnen
Nummern der Garne hergestellt denken aus 40 Haaren von x
Durchmesser und circa 30 Millimeter Länge. Diese Größen
müssen im Normalfaden an jeder Stelle im Durchschnitt aufzufinden seyn. Die Enden
der einzelnen Haare aber vertheilen sich auf den Raum von 30 Millimeter und es
gleicht sich die Haltbarkeit über diesem Raume aus. Wollte man nun aus Mungo von 10
Millimeter Länge einen Normalfaden bei 40 Haaren im Durchschnitt herstellen, so
erhielte man auf 30 Millimeter Länge drei Mal 40 Haarenden und Ansätze. Ferner,
haben wir bei Streichgarn von Nr. 3 z.B. per 30
Millimeter neun Drehungen zu geben, so würden sich diese neun Drehungen auf die
Länge des Haares von 30 Millimeter Naturalwolle vertheilen. Bei der Kunstwolle
würden sich diese neun Drehungen auf drei Mal Faserlänge von 10 Millimeter
vertheilen, somit für jede Faser nur drei Drehungen; die Haltbarkeit des so
gebildeten Fadens könnte unter sonst gleichen Umständen nur 1/8 von der betragen,
welche dem Naturalwollfaden eigen ist. Will man nun der normalen Haltbarkeit bei
einem Kunstwollfaden nahe kommen, so könnte das durch schärfere Drehung geschehen;
allein die Haltbarkeit, d.h. hier Dehnbarkeit des Fadens, nimmt von der
Normaldrehungszahl an Festigkeit ab. Um aber hier in diesem Falle den Kunstwollfaden
auf die Festigkeit des Normalfadens zu bringen, müßte man drei Mal so viel Drehungen
geben, also 27 auf 30 Millimeter. Von neun Drehungen per
30 Millimeter ab nimmt
aber Dehnbarkeit des Fadens ab. Es läßt sich somit kein bestimmter Nutzen erzielen.
Ebenso nicht dadurch, daß man die Faserzahl erhöht. Deßhalb hat man zu dem einzig
richtigen Mittel gegriffen, durch Zusatz von Naturwolle der mangelnden Haltbarkeit
der Kunstwolle entgegenzutreten. In dem Verhältniß wie die Länge der Mungofaser
zunimmt, kann die Quantität des Naturalwollzusatzes abnehmen. Für die Mungospinnerei
gibt es dafür bestimmte Grenzen, unter und über welche hinaus die verschiedenen zu
berücksichtigenden Momente nicht mehr in Einklang zu bringen sind. In anderen
Streichgarnspinnereien aber, wo man Mungo als billiges Surrogat verwendet, mischt
man denselben oft sogar zu 4 und 6 Proc. zur Naturalwolle. In Mungospinnereien ist
aber die Grenze der Mischung angezeigt durch
15
Proc.
Mungo zu
85
Proc.
Naturalwolle,
80
„
„ „
20
„
„
sobald man die Grenzen der Mungofaserlängen zwischen 5 bis 20
Millimeter feststellt. Für die Längen von 20 Millimeter ist sogar, vorausgesetzt daß
die Länge gleichartig in der Fasermasse ist, auch noch ein günstigeres Verhältniß,
etwa 85 Proc. Mungo zu 15 Proc. Naturalwolle, zulässig. Man muß dabei noch das
berücksichtigen, daß die Fasern der Kunstwolle theils durch die Einflüsse der
früheren Bearbeitung, theils durch die Einwirkung während des Gebrauches, endlich
durch die Wirkung der Bearbeitungsmethoden der Kunstwollfabrication viele ihrer
Eigenschaften eingebüßt hat, z.B. ihre Dehnbarkeit, ihre Contractionskraft, ihre
scharfen Schuppenrandungen u.a.
Die Mischung der beiden Ansätze wird in Wölfen
vorgenommen, welche keinerlei reißende Thätigkeit ausüben, sondern nur eine unter
einander schlagende. Der Droussetwolf vollendet diese Mischoperation und sorgt für
gewisse Parallelisirung der Fasermasse. Die Bewegung der einzelnen Theile ist eine
langsame. Der Tambour rotirt etwa 100 Mal in der Minute, die Arbeiter kaum 10 Mal,
die Einführung etwa 1 1/4 Mal per Minute. Die vom
Droussetwolf entnommene Fasermasse wird sodann dem Krempelsystem übergeben, welches
meistens aus drei einzelnen Kratzmaschinen besteht, die in fortschreitender Reihe
mit gröberen und feineren Kratzen bezogen sind. Wir nennen hier auch die Reißkrempel von Garnett als gut wirkend. (Man s. Heft I
der Zeitschrift des Vereines der Wollinteressenten.) Bei der Spinnerei selbst ist
nur das etwa noch zu bemerken, daß man nach dem Stillstehen der Streckwalzen
scharfen Nachdraht gibt. Gut verwendbar ist Mungogarn mit Baumwolle oder feinen
Woll- resp. Seidenfäden drillirt.
Interessant möchten einige Angaben über die Preise der Kunstwollen und Kunstgarne seyn. Man muß
jedoch die Preise als annähernde und für einen bestimmten Zeitpunkt gültige
auffassen (für Januar 1870).
Kunstwolle:
a. Extract-Wolle.
bunte Bauernwolle
per
Zollctr.
12–13
Thlr.
dünnhärige engl. Wolle
„
„
12–13
„
dieselbe mit Lüsterwolle
„
„
15–16
„
Lüsterwolle
„
„
17–18
„
b. Mungo.
aus grauem Commistuch
per
Zollctr.
8
„
„ „
Civiltuch
„
„
12
„
„ neuen
Schneiderabfällen
„
„
14–21
„
c.Shoddy.
blaugraue Strumpfwolle undroussirt
per
Zollctr.
15
Thlr.
„
„ droussirt
„
„
17
„
weiß aus weißen Strümpfen undroussirt
„
„
23
„
„ „ „
droussirt
„
„
26
„
Schwarz gefärbte Extract-Wollen kosten etwa 3 Thlr. mehr als obige Preise.
Kunstgespinnste:
Aus Extractwollen der obigen Sorten: 3/4 stk.-1 1/2 stückig 20–26
Thlr.
Aus Mungowollen der obigen Sorten:
mit 40 Proc. natürlicher Wolle 3stückig per Ctr. 45–54 Thlr.,
mit 35 Proc. natürlicher Wolle 4stückig per Ctr. 54–60 Thlr.
Aus Shoddywollen obiger Sorten:
1 1/2 stückig Garn mit 16 Proc. N. W. per Ctr. 30 Thlr.
2stückig Garn mit 16 Proc. N. W. per
Ctr. 45 Thlr.
3stückig Garn mit 10–25 Proc. N. W. per Ctr. 52 Thlr.
Wir hatten im Fortgange unserer Betrachtung nur die Bearbeitung der Faser mit
Maschinen zum Zerreißen im Auge, deuteten aber schon an, daß andere Fabriken die
Lumpen vor oder nach dem Zerschneiden waschen, ja nach dem Verfahren von Giroud wird der Waschproceß
noch öfter angewendet. Zur Ausführung desselben bedient man sich der Schlägerwaschmaschinen, mit denen Auspreßwalzen verbunden
sind und denen hernach eine vollkommene Entnässung in sogenannten Essoreusen und
Centrifugen folgt, endlich eine Trocknung in geheizten oder gut ventilirten Räumen.
Je nach der Vornahme dieser Reinigungsmethoden erhält man aus dem Rohstoff eine
größere oder kleinere Ausbeute. Es lassen sich hierüber im Allgemeinen keine
bestimmten Tabellen aufstellen. – Wir wollen zum Schluß noch einige Worte
über das Verfahren von Giroud anfügen. Die Wolllumpen
werden zunächst gewaschen und kommen dann im feuchten Zustande auf einen Reißwolf,
dessen Tambour sehr
schnell umläuft. Die entfaserte Wolle wird vom Tambour sofort in ein Bassin mit
Wasser geworfen, worin sie zum zweitenmale einer sorgfältigen Wäsche unterworfen
wird. Aus der diesem Waschbade entnommenen Wolle entfernt eine Centrifugaltrockenmaschine den größten Theil der Feuchtigkeit, welche sie
aufgenommen hat. Indem die Fasern sich mit Gewalt an die inneren Wände der Essoreuse
anpressen, werden zugleich durch die Centrifugalkraft die schlechten und zu kurzen
Haare zerbrochen und durch die Oeffnungen mit hinaus geschleudert, so daß nur die
brauchbaren Fasern zurückbleiben. Die so gewonnene Faserwolle ist sehr rein und wird
an der Luft oder in Trockenräumen schnell getrocknet. Dieses System der Bearbeitung
von Giroud, l'effilochage par le
lavage complet genannt, eignet sich zum Entfasern der gebrauchten
Wolllumpen vortrefflich. Weniger vortheilhaft würde es für neue Lumpen anzuwenden
seyn, welche schon für sich Chance zu anderer Verarbeitung bieten. Für dieses
Verfahren sprechend und überhaupt interessant für die betreffenden Fabrikanten
möchte beigegebene Preisliste der geöffneten Kunstwolle von Giroud seyn, welche also ein gänzlich staubfreies, reines Faserproduct
voraussetzt. Dazu wollen wir noch vorher bemerken, daß die Herstellung der Shoddykunstwolle weniger complicirte, abweichende
Verfahren enthält. Für diesen Zweig der Kunstwollfabrication ist noch Handarbeit mit
Erfolg anzuwenden, da sich z.B. Strümpfe vortrefflich in Fadenmassen auflösen
lassen, deßgleichen die Tricotgewebe. Die dadurch gewonnenen Materialien unterliegen
dann der Bearbeitung als Garnabfälle, wie oben angegeben. Die Kammwollzeuge werden
auch zu Shoddy benutzt und auf Reißwölfen mit geringerer Umdrehungsgeschwindigkeit
des Tambour bearbeitet. Die Shoddymasse enthält im Ganzen viel lange Fasern und wird
ähnlich der gewöhnlichen Wolle versponnen, oft ohne jeden Zusatz von
Naturalwolle.
1) Shoddys.
feine weiße Strümpfe
per
Kilogr.
3,75
Francs.
„
schwarze „
„
„
2,10
„
„
rothe „
„
„
2,35
„
weiße Tricot
„
„
3,0
„
schwarze Tricot
„
„
1,50
„
blaue Tricot
„
„
2,75
„
verschiedene Farben
„
„
1,25–1,60
„
Merino-Cachenez
„
„
3,50
„
Flanell, weiß, alt
„
„
4,0
„
2) Mungos.
schwarzes Tuch
per
Kilogr.
1,25
Francs.
schwarze Serge
„
„
1,10
„
grüne
„
„
„
1,0
„
schwarze Merinos
„
„
2,75
„
couleurte „
„
„
circa
2,50
„
schwarze Stoffe
„
„
1,25
„
blaue
„
„
„
2,0
„
rothe „
„
„
2,0
„
couleurte „
„
„
0,75
„
Eine wesentliche Operation für die Kunstwollindustrie liegt in der Färberei. Beim
Sortiren schon wirft man die genau ähnlichen Farben zusammen, so also die weißen,
die rothen, die blauen etc., und die aus solchen Posten hergestellten
Kunstwollmassen zeigen eine ziemlich gleichartige Färbung. Ist dieselbe jedoch
unrein und ungleichmäßig, so färbt man die ganze Masse auf. Eine sehr große
Quantität Lumpen sind aber der Farbe nach nicht unter einen Hut zu bringen, weil der
Stoff entweder vielfarbig durch Streifen u. dgl. war, oder weil von den einzelnen
Farben immer nur geringe Mengen Lumpen vorhanden sind, so daß ein selbstständiges
Bearbeiten derselben nicht gut möglich ist. Man verfährt in diesem Falle so, daß man
von diesen Lumpenmassen die Farben mit Hülfe alkalischer Laugen und Säurebäder
herunterzieht und so ungefärbtes Material erhält, welches hernach andere Farben ganz
gut annimmt, oder man färbt diese Mischmasse im Ganzen dunkel (schwarz, braun, blau
etc.), nachdem man die einigermaßen gemeinschaftlich zu bearbeitenden Lumpen
zusammen geworfen hat.
Endlich führen wir noch an, daß die circa 20 Proc.
betragenden Nathabfälle, Schnüre etc., sammt dem feinen Faserstaub als Düngemittel
Verwerthung finden.
Tafeln