| Titel: | Neues Verfahren zur Prüfung der geschmeidigen Metalle und Legirungen auf ihre Qualität, und Beschreibung des dazu erforderlichen Apparates; von Gustav Bischof in Bonn. |
| Fundstelle: | Band 199, Jahrgang 1871, Nr. CXXVI., S. 466 |
| Download: | XML |
CXXVI.
Neues Verfahren zur Prüfung der geschmeidigen
Metalle und Legirungen auf ihre Qualität, und Beschreibung des dazu erforderlichen
Apparates; von Gustav
Bischof in Bonn.Dieses Verfahren ist dem Verfasser in England, Frankreich, Belgien, Preußen,
Rußland, Oesterreich und Amerika patentirt.
Mit Abbildungen auf Tab.
XII.
Bischof, über ein neues Verfahren zur Prüfung der geschmeidigen
Metalle und Legirungen auf ihre Qualität.
Princip, welches dem neuen Verfahren zu
Grunde liegt.
Wenn verschiedene Sorten desselben Metalles oder derselben Legirung in genau
derselben Weise ausgewalzt worden sind, so läßt sich, wie leicht zu begreifen, das Metall um so öfter hin- und herbiegen, bevor es
bricht, je besser seine Qualität ist. Werden z.B. Stücke von reinem und von
käuflichem Zink in derselben Weise ausgewalzt und hernach
unter denselben Bedingungen gebogen, so läßt sich die
Qualität der respectiven Proben aus der Anzahl der Hin- und Herbiegungen
bestimmen, welche jede erträgt ohne zu brechen.
So verhielten sich die Hin- und Herbiegungen, welche reines Zink, ferner die
beste und dann die schlechteste Sorte von käuflichem Zink, welche bisher probirt
worden, aushielt, ohne zu brechen, respectiv wie 100 : 54 : 19. Hieraus läßt sich
schließen, daß eine andere Zinksorte, welche z.B. 30 Biegungen aushielt, besser ist
als die welche 19, und schlechter als die welche 54 Biegungen ertrug.
Dasselbe gilt für Kupfer, Eisen, Messing, Zinn, Blei etc. Somit sind alle Daten zur
Vergleichung der Qualität verschiedener Sorten von Metallen und Legirungen gegeben,
und diese Prüfungsmethode ist um so verläßlicher, als
Eigenschaften welche für praktische Zwecke höchst schätzbar sind, das Kriterium
der Probe bilden.
Die neue Probirmethode und die chemische
Analyse.
Der Unterschied zwischen dieser Probe und der chemischen Analyse besteht darin, daß
erstere entweder die Abwesenheit von Verunreinigungen anzeigt, wenn die Probestücke
von Metallen oder Legirungen die Normalbeschaffenheit des reinen Metalles oder der
reinen Legirung erreichen, oder den schädlichen Einfluß von Verunreinigungen, ohne dieselben zu bezeichnen, nachweist, wohingegen die
chemische Analyse nur die Abwesenheit oder die Gegenwart bestimmter Verunreinigungen ermitteln
kann, ohne deren nachtheilige Einwirkungen auf die Qualität der Metalle genau
nachzuweisen. – In vielen Fällen ist es allerdings von Wichtigkeit zu wissen,
welche Substanz die Beschaffenheit des Metalles etc.
beeinträchtigt; meistens aber handelt es sich – für praktische Zwecke
– nur um die Frage, von welcher Qualität das
Metall oder die Legirung ist.
Ueberdieß ist es bei dem im Handel vorkommenden Kupfer von
großer Wichtigkeit zu ermitteln ob dasselbe gerade die richtige Menge der
Verunreinigung (wenn man diesen Ausdruck gebrauchen will) mit Sauerstoff (Kupfeloxydul) enthält. Wenn käufliches Kupfer von hoher
Probirmarke bei Dunkelrothgluth kurze Zeit einem Strome von reinem Wasserstoffgas
ausgesetzt wird und dabei mehr oder weniger Sauerstoff verliert, so kann dessen Probe- oder Biegungszahl, meiner in einem Falle gemachten Beobachtung zufolge, in dem
Verhältnisse von 100 bis zu 25 sinken. Das letztere Kupfer konnte nur zum Vergießen
verwendet werden, wenn es nicht nochmals gepolt wurde.
Durch Hrn. Gibb,
Betriebsdirector der Bede
Metal Company in Newcastle am Tyne ward mir Gelegenheit
geboten, verschiedene Proben eines Kupfers zu prüfen, welches von einer speciell in
Bezug auf die obige Frage abgeführten Charge herrührte, wobei ich zu beiläufig
demselben Resultate wie oben angegeben gelangte. Kupfer, sey es zu jung (überpolt) oder übergaar,
gibt eine geringe Probemarke. Der Gehalt an Sauerstoff oder die Abwesenheit dieses
Körpers kann durch die chemische Analyse sicher nachgewiesen werden; kann aber die
chemische Analyse die Frage beantworten, ob eine gewisse Kupfersorte gerade die
Menge Kupferoxydul enthält, welche für seine Streckbarkeit wesentlich erforderlich
ist?
Die Genauigkeit der neuen Prüfungsmethode und die mit derselben verknüpfte
Zeit- und Arbeitsersparniß läßt sich nach der (aus Tabelle I ersichtlichen)
Thatsache bemessen, daß z.B. der schädliche Einfluß von nur 0,00001 Proc. Zinn oder
0,0004 Proc. Cadmium auf reines Zink mit Sicherheit in weniger als einer Stunde nachgewiesen werden kann, während so geringe
Spuren der Wahrnehmung des Chemikers wahrscheinlich entgehen würden, wenn er
vierzehn Tage auf seine Analyse verwendete.
Ueber den Werth der Beobachtung der
Bruchbeschaffenheit bei der Prüfung des Kupfers.
Es ist jedoch nicht allein der zur Ausführung einer vollständigen chemischen Analyse
erforderliche Aufwand an Zeit und Arbeit, welcher den Hüttenmann von der
regelmäßigen Anwendung derselben bei der Prüfung des Kupfers auf seine Qualität
abhielt. Ein noch wichtigerer Grund liegt vielmehr darin, daß man in den meisten
Fällen unmöglich so lange warten kann, bis eine chemische
Analyse vollständig durchgeführt ist. So kam es denn, daß man verschiedene
andere Kennzeichen zur Ermittelung der Beschaffenheit der Metalle benutzte. Ein
solches und, wenigstens in Bezug auf Kupfer, das vorzüglichste, ist die Untersuchung des Bruches. Anstatt meine eigenen
Ansichten hinsichtlich der Zuverlässigkeit dieses Kennzeichens auszusprechen, ziehe
ich es vor, die Worte eines unserer ausgezeichnetsten Metallurgen, des Dr. Percy, anzuführen.
Derselbe sagt im ersten Bande seiner „Metallurgie“ (S. 366 des
Originals): „Manche behaupten, daß sie die Qualität des Kupfers aus dem
Ansehen seines Bruches mit Sicherheit zu beurtheilen vermögen; ein auf solche
Gründe gestütztes Urtheil kann sich aber ohne Zweifel als unrichtig erweisen.
Selbst bei der sorgfältigsten Untersuchung war ich häufig nicht im Stande, die
geringsten Unterschiede im Ansehen des Bruches von Kupferzainen aufzufinden,
deren Verschiedenheit hinsichtlich des Verhaltens beim Bearbeiten und des Grades
der Reinheit mir bekannt war. Es liegen zahlreiche Beweise vor, daß dasselbe Kupfer bedeutende Verschiedenheiten im
Ansehen des Bruches zeigen kann, je nachdem es vergossen worden ist. Schon die
Temperatur ist hinreichend, die Beschaffenheit des Bruches in sehr wahrnehmbarem
Grade zu modificiren. Einer der tüchtigsten Schmelzer zu Swansea, ein Mann von
großer Erfahrung und ein scharfer Beobachter, bemerkt in einem an mich
gerichteten Schreiben: „„Sie würden sehr erstaunen, wenn Sie
sähen wie sehr das Ansehen des Bruches durch verschiedene Temperaturen
beim Ausschöpfen verändert wird. Schöpft man sehr
heiß – d.h. was ein Kupferhüttenmann sehr heiß nennt, denn was andere Leute als
sehr heiß bezeichnen würden, nennt derselbe eiskalt – so erscheint die Structur des Kupfers
gänzlich verändert und das Metall zeigt auf dem Bruche ein Haufwerk von
größeren oder kleineren, mehr oder weniger vollkommen ausgebildeten
Krystallen, welche hingegen durchaus nicht auftreten, wenn das Metall
bei einer niedrigeren Temperatur geschöpft wird, und die seine
Hämmerbarkeit nicht im Geringsten beeinflussen.““
Und doch berichtet uns derselbe Schrifsteller (a. a. O., S. 368), daß es früher, und,
so viel ihm bekannt, auch noch jetzt Praxis selbst bei den Personen ist, welche mit
der Untersuchung des für die englische Marine bestimmten Kupfers betraut sind,
„sich bei Beurtheilung der Qualität dieses Metalles gänzlich auf das
Ansehen zu verlassen, welches dasselbe auf dem Bruche zeigt!“
Beschreibung des neuen
Prüfungsverfahrens.
Bei meiner Methode zur Prüfung der Metalle und Legirungen auf ihre Qualität mache ich
einen Unterschied zwischen denjenigen welche beim Umschmelzen ihre Beschaffenheit
nicht oder nicht wesentlich ändern, wie Zink, Zinn etc., und denjenigen bei welchen
dieß der Fall ist, wie Kupfer, Messing etc.
Gießen der Zink-, Zinn- etc. Stäbe.
– Um die Metalle und Legirungen welche beim Umschmelzen ihre Beschaffenheit
nicht ändern, zu der unten speciell zu beschreibenden Prüfung vorzubereiten, werden
dieselben unter fortwährendem Umrühren mit einem Porzellanspatel geschmolzen und
unmittelbar nach dem Einschmelzen in stehende schmiedeeiserne Formen gegossen, deren
prismatischer Hohlraum 120 Millimet. hoch ist und im Querschnitt 13 Millim. auf 3
Millim. mißt. Für jede Probe sind von Zink und Zinn 45 bis 50 Gramme, von Blei etwa
60 Grm. erforderlich.
Auswalzendes Zinkes, Zinnes etc. – Die in diesen
Formen erhaltenen Stäbchen werden bei gewöhnlicher Temperatur in dem sogleich näher
zu beschreibenden „Probenwalzwerke“
zu Streifen von 130 Millim. Länge und 7 Millim. Breite ausgewalzt, bis solche
Streifen ein Gewicht von 1500 Milligrm. für Zink und Zinn, für Blei dagegen von 2500
Milligrm. haben. Ich füge ausdrücklich hinzu, daß auch Zink, der gewöhnlichen
Annahme entgegen, sich bei gewöhnlicher Temperatur walzen
läßt.
Diese 7 Millimet. breiten Streifen, welche ich „Probestreifen“
nenne, werden aus der Mitte der Proben mittelst des unten beschriebenen
Schneidwerkes ausgeschnitten, nachdem sie bis beinahe zu der erforderlichen Dicke
ausgewalzt worden sind. Nach dem Ausschneiden der Probestreifen wird ihr Auswalzen
fortgesetzt bis sie das erforderliche Gewicht erlangt haben.
Tempern der Probestreifen von Zink etc. – Die
Probestreifen von der jetzt in Rede stehenden Classe von Metallen werden in einem
Metallkästchen fünf Minuten lang einer Temperatur von 115 bis 120° C.
ausgesetzt. Dieses Tempern ist nothwendig, weil diese Metalle, besonders das Zink,
nach dem Walzen ihre Beschaffenheit sehr verändern und nach ungefähr einer Stunde
höhere Probe- oder Biegungszahlen geben, als bei der Prüfung unmittelbar nach
dem Walzen. Durch das Tempern wird dieser Uebelstand wenigstens so weit verhütet,
daß innerhalb einer mäßigen Zeit keine Veränderung eintritt. Schließlich wird jeder
Streifen in zwei Längen von je 65 Millimet. zerschnitten, welche der Untersuchung mittelst des
später zu beschreibenden „Metallometers“ unterworfen
werden.
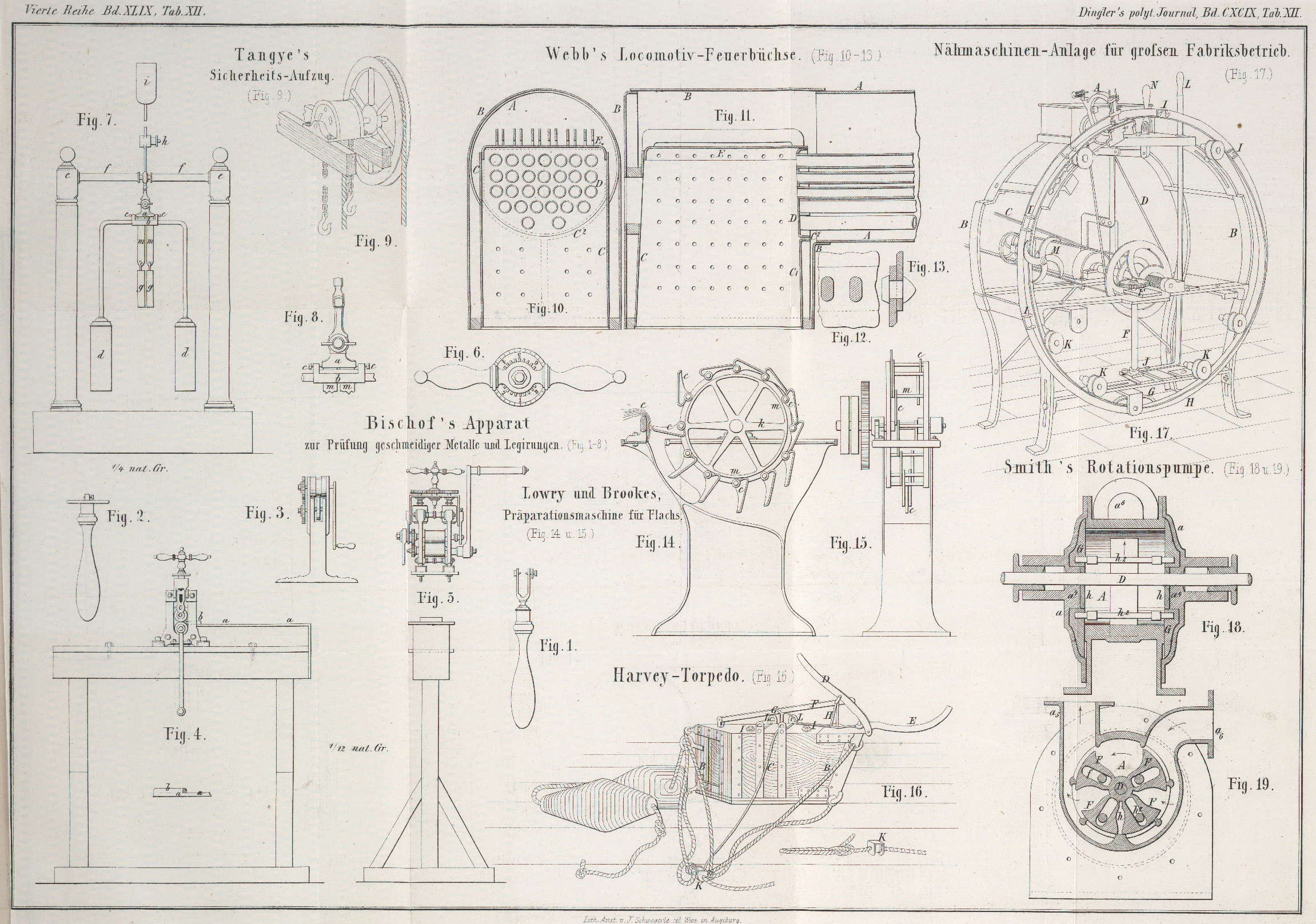
Das Probenwalzwerk. – Das von mir angewendete
Probenwalzwerk ist in Figur 4 und 5 in 1/12
natürlicher Größe dargestellt; Fig. 4 ist eine
Seitenansicht, Fig.
5 eine Vorderansicht des Apparates; Fig. 6 ist in größerem
Maaßstabe ein Grundriß der centralen Schraube. Die auszuwalzenden Proben werden von
der linken Seite der Figur 4 her den Walzen zugeführt und gehen, sobald sie die Walzen
verlassen haben, über einen kleinen Tisch a, a, welcher
ganz nahe an die untere Walze, etwa bis 10 Millimet. unterhalb der oberen Fläche
derselben, hinanreicht. An diesem Tische ist seitlich dicht an den Walzen, ein aus
Eisen oder Zink bestehendes Kästchen b befestigt, so daß
es mit seinem oberen Theile dicht an die obere Walze hinanreicht; die Länge
desselben beträgt etwa 60 Millimet. und seine Höhe unmittelbar an den Walzen
ungefähr 20 Millimet., am anderen Ende 10 Millimet. Dasselbe ist dazu bestimmt, ein
Verbiegen der Probestreifen, wenn sie die Walzen verlassen, zu verhüten.
Die centrale Schraube setzt die beiden auf die obere Walze wirkenden Schrauben in
Thätigkeit, und regulirt den stufenweisen Druck auf die Proben; sie ist mit einem in
acht Theile getheilten kreisförmigen Zifferblatte versehen, auf welchem jedes Achtel
wiederum in vier Theile abgetheilt ist. Die Ziffern auf diesem Index sind so
angeordnet, daß 0 (oder 8, da beide zusammenfallen) mit einer auf der Rückseite der
oberen Seitenplatte des Walzwerkes angebrachten Marke correspondirt (Fig. 5), wenn die Walzen
fest zusammengeschraubt sind. Wird dann die centrale Schraube von rechts nach links
einmal umgedreht, so beträgt der Abstand der beiden Walzen von einander 1
Millimeter. Da nun sämmtliche Proben vor dem Auswalzen eine Stärke von 3 Millimet.
haben, so muß jene Schraube drei solcher Drehungen erhalten, bevor eine Probe zum
erstenmale die Walzen passirt.
Auswalzen der Proben. – Mit Ausnahme von Stahl und
Stabeisen, von denen sogleich weiter die Rede seyn wird, werden sämmtliche zu
probirende Metalle und Legirungen in derselben Weise ausgewalzt; sie passiren
nämlich die Walzen zweimal, indem man bei jedem Durchgange das Ende des Stäbchens,
welches zuerst zwischen die Walzen gesteckt wird, wechselt. Dann wird die centrale
Schraube um einen ganzen Theilstrich von links nach rechts umgedreht, worauf man die
Probe wiederum zweimal durch die Walzen hindurchgehen läßt, und so fort.
Beim Auswalzen von Stabeisen und Stahl wird die centrale Schraube nach der zweiten
Umdrehung, während der letzten Umdrehung jedesmal wenn die Proben zweimal die
Walzen passirt haben, nur um 1/4 eines ganzen Theilstriches gedreht.
Es ist nicht rathsam, die Metallstreifen beim Auswalzen zu lang werden zu lassen,
sondern sie in bestimmten Zwischenräumen zu Längen abzuschneiden, welche für
successive drei, zwei oder einen Probestreifen hinreichen. Es braucht wohl kaum
erwähnt zu werden, daß zu den Probestreifen die besten Theile der Proben ausgewählt
und daß alle Theile, welche Flecken, Schiefer oder andere dergleichen Fehler zeigen,
verworfen werden müssen.
Zuschneiden der Probestreifen. – Zum Zuschneiden
der Probestreifen zur Breite von 7 Millimet. aus der Mitte der gewöhnlich 13
Millimet. breiten Probe bedient man sich des in Fig. 3 dargestellten, aus
drei kleinen Walzen bestehenden Schneidwerkes. Die untere Walze desselben ist 7
Millimet. breit, folglich wird ein durch den Apparat hindurchgeführter
Metallstreifen ebenfalls zu dieser Breite zugeschnitten.
Vorbereitung des Kupfers, Messings, Eisens etc. zum
Walzen. – Bei Kupfer, Messing und anderen Metallen und Legirungen,
welche durch das Umschmelzen in ihrer Qualität verändert werden, müssen wir wiederum
unterscheiden, ob Bleche oder Gußstücke (Zaine) geprüft werden sollen. Im ersteren
Falle werden mehrere Streifen von je 13 Millimet. Breite und ungefähr 4 Grm. Schwere
nach der Richtung ausgeschnitten, in welcher die Bleche die Walzen passirt haben.
Diese Streifen werden in der nachstehend beschriebenen Weise ausgewalzt. Sollen
Zaine der Prüfung unterworfen werden, so wird ein Probestück von 13 Millimeter
Breite, ungefähr 5 Millim. Dicke und 80 Millimet. Länge mittelst einer Metallsäge
ausgeschnitten oder mittelst eines Meißels ausgehauen und dann bis zur Dicke von 3
Millimet. abgefeilt. Die in Fig. 1 und 2 abgebildeten
Instrumente, deren Benutzungsweise ohne weitere Beschreibung verständlich ist,
dienen um das Zuformen solcher Proben zu erleichtern.
Auswalzen des Kupfers etc. – Das Auswalzen der so
vorbereiteten Proben geschieht in derselben Art, wie für das Zink etc. angegeben
wurde, und zwar unter wiederholtem Erhitzen oder Tempern, bis sie bei einer Länge
von 130 Millimet. und einer Breite von 7 Millimet., bei Kupfer 1700 Milligrm. und
bei Messing 1600 Milligrm. wiegen. Das Gewicht der Probestreifen bei Eisen und Stahl
darf zur Schonung des unten näher beschriebenen Apparates (Metallometers) nur 1200
Milligramme betragen.
Erhitzen oder Tempern des Kupfers etc. – Auch das
Erhitzen muß unter denselben Umständen geschehen, wenn verschiedene Proben desselben
Metalles oder
derselben Legirung miteinander verglichen werden sollen. Ich benutze zu diesem
Zwecke ein eisernes Rohr von ungefähr 25 Millimet. lichter Weite, welches zum
Tempern von Kupfer und Messing innerlich mit dünnem Kupferblech ausgekleidet ist;
man kann auch ein aus feuerfestem Thon angefertigtes Rohr benutzen. Zum Erhitzen des
Rohres bediene ich mich eines kleinen, mit Rost versehenen und mit Kohks geheizten
Ofens von ungefähr 500 Millimet. Länge, 400 Millimet. Breite und 350 Millimet. Höhe,
welcher aus lose zusammengesetzten feuerfesten Steinen hergestellt wird.
Das Rohr wird für Kupfer, Eisen und Stahl zur starken Hellrothgluth, für Messing zur
Dunkelrothgluth erhitzt. Sämmtliche Proben dürfen nur so lang im Rohre bleiben, bis
sie die Temperatur desselben angenommen haben, worauf sie sogleich aus demselben
entfernt werden. Kupfer- und Messingproben werden dann sofort in Wasser
getaucht.
Das Erhitzen wird jedesmal wiederholt, wenn Theilstrich 4 und 8 an der centralen
Schraube mit der Marke am Walzwerke correspondiren; schließlich werden die
Probestreifen, nachdem sie fertig ausgewalzt sind, in einem Kästchen aus demselben
respectiven Metalle nochmals getempert. Derartige Kästchen fertige ich mir auf die
Weise an, daß ich ein Stück Blech um einen eisernen Dorn von der erforderlichen
Stärke wickle, dann den Dorn herausziehe und die auf diese Weise gebildete Hülse an
einem Ende zusammendrücke, so daß keine Luft hineindringen kann; in das andere Ende
schiebe ich einen metallenen Stopfen ein, worauf das Kästchen zur Aufnahme des zu
tempernden Probestreifens fertig ist.
Das Metallometer. – Der von mir erfundene,
„Metallometer“ benannte Apparat zur Prüfung von Metallen
ist in Figur 7
und 8 in der
Vorderansicht dargestellt. Die wesentlichsten Theile desselben bestehen in dem zum
Festhalten der Probestreifen m bestimmten Schraubstock
a, und in dem Führungsstück b, durch welches die Streifen hindurchgehen. Das Führungsstück kann sich
auf zwei Achsen c, c drehen, welche in Lagern ruhen die
an dem Schraubstock a befestigt sind. Dasselbe wird,
wenn der Schraubstock auf der in den Lagern e, e (Fig. 7)
ruhenden Achse f, f bewegt wird, durch Gewichte d, d in senkrechter Stellung erhalten. In dieser Weise
bildet das Führungsstück mit dem Schraubstock bei jeder Hin- und Herbewegung
einen Winkel, und ein Probestreifen der durch die Führung hindurchgeführt und
mittelst des Schraubstockes befestigt ist, wird, nachdem der Apparat in Bewegung
gesetzt worden, abwechselnd nach rechts und links gebogen werden und zwar am besten
unter einem Winkel von 67 1/2°, bis er bricht, worauf der abgerissene Theil
in Folge des von dem Gewichte g, g (Fig. 7) ausgeübten Zuges
hinabfällt.
Das Metallometer wird durch eine Triebkraft, am besten durch ein (in der Zeichnung
nicht dargestelltes) Uhrwerk mittelst einer bei h
angebrachten Verbindungsstange in Bewegung gesetzt. Das Uhrwerk oder der sonstige
den Apparat bewegende Mechanismus hat zwei Zifferblätter, mit Zeigern welche die
Anzahl der von einem Metallprobestreifen bis zum Bruche ausgehaltenen Hin-
und Herbewegungen (Biegungen) angeben. Diese Anzahl nenne ich
„Probezahl“ oder „Biegungszahl.“
In Fig. 7 ist
ein Metallometer dargestellt, welches mit nur einem Spannkloben versehen ist; zur
Beschleunigung der Prüfung gebe ich jedoch der Anwendung von fünf, zu je zwei
Probestreifen eingerichteten Spannkloben den Vorzug. Bei der Prüfung von Eisen und
Stahl darf in jedem Schraubstock nur ein Probestreifen auf einmal eingespannt
werden, damit der Apparat nicht zu stark angestrengt wird.
Hinsichtlich des Gebrauches des Metallometers ist zu bemerken, daß die mit
dreieckigen Köpfen versehenen Schrauben weder vorwärts noch rückwärts gedreht werden
dürfen, weil sonst der Apparat in Unordnung gerathen würde. Die einzigen Schrauben,
welche nach längerem Gebrauche ein schwaches Anziehen erfordern dürften, sind die
mit c, c (Fig. 8) bezeichneten,
mittelst deren das Führungsstück an den Schraubstock befestigt ist. Dieselben müssen
sich ungehindert drehen können, ohne daß sie ein Schlottern des Führungsstückes
zulassen.
Die verschiedenen Lager müssen von Zeit zu Zeit eingeölt werden, vorzugsweise mit
einer Lösung von Paraffin in reinem Petroleum; zur Herstellung derselben setzt man
gleiche Gewichtsmengen beider Substanzen einer gelinden Wärme aus, bis das Paraffin
im Petroleum sich gelöst hat.
Da kein Metall und keine Legirung vollkommen homogen ist, so muß man, um zu einem
Durchschnittsresultate zu gelangen, mit jeder Probe eine Reihe von Prüfungen
ausführen; derselbe Probestreifen von 65 Millimet. Länge ist aber lang genug für
fünf Prüfungen mit dem Metallometer. Das Durchschnittsresultat aus fünfzig Prüfungen
ist für gewöhnliche Zwecke hinreichend genau. Die Ausführung der metallometrischen
Prüfung von Zink, Zinn und Blei beansprucht ungefähr 50 Minuten; für die besten
Sorten von Zinn ist etwas mehr Zeit erforderlich; die Prüfung von Messing, Eisen und
Stahl beansprucht 80 Minuten, ungerechnet das Ausschneiden und Abfeilen der
Proben.
So mannichfaltig die angegebenen Vorschriften beim ersten Anblick erscheinen mögen,
ist das Verfahren doch so einfach, daß Jedermann dasselbe binnen wenigen Tagen
erlernen kann.
Die in den folgenden Tabellen verzeichneten, mit dem Metallometer ausgeführten Prüfungen mögen als
Beispiele der Resultate des neuen Verfahrens dienen. Ich füge jedoch die Bemerkung
bei, daß so äußerst delicate Proben mehrmals wiederholt werden sollten, bevor man
das erhaltene Resultat als ganz richtig betrachtet.
I. Zink.Probe- oder
Biegungszahl des chemisch reinen Zinkes = 100.
Textabbildung Bd. 199, S. 474
100 Theile chemisch reines Zink,
legirt mit den nachstehenden Verhältnissen von; Zinn; Cadmium; Blei; Kupfer
(galvanisch gefällt); Eisen; Aluminium; Biegungszahl der Legirung gleich; Ließ
sich nicht mehr walzen
Bemerkung. Die Biegungszahl von beiläufig 25
verschiedenen Sorten käuflichen Zinkes schwankte zwischen 54 und 19.
II. Zinn. Biegungszahl des
Banca-Zinnes = 100.
Textabbildung Bd. 199, S. 474
100 Theile Banca-Zinn legirt
mit den nachstehenden Verhältnissen von; Biegungzahl der Legirung gleich; Blei;
Antimon
Bemerkung. Die Biegungszahl von vier, aus verschiedenen
Quellen bezogenen Sorten Banca-Zinn war resp. = 100, 101, 88 und 78; die
Biegungszahl von mehreren Sorten Lama-Zinn schwankte zwischen 37 und 16.
III. Blei. Biegungszahl von M M M Mechernich Extra = 100.
Textabbildung Bd. 199, S. 475
100 Theile M
M M legirt mit den nachstehenden Verhältnissen von; Biegungzahl der
Legirung gleich; Blei; Antimon
Bemerkung. Die Biegungszahl von vier Bleisorten schwankte
zwischen 100 und 89.
Solche directe Versuche lassen sich selbstverständlich nur mit Metallen ausführen,
welche geschmolzen und mit anderen Metallen legirt werden können, ohne Veränderungen
in ihrer Qualität zu erleiden. Wenn sich aber die Prüfungsmethode in diesem Falle
als richtig erweist, so ist der Schluß, daß sie bei Metallen und Legirungen welche
durch Umschmelzen in ihrer Qualität verändert werden, ebenfalls richtig ist,
unbestreitbar.
Die Probe- oder Biegungszahl steigt nicht immer proportional der Abnahme der
Verunreinigungen, wie wir dieß bei Zink und Kupfer (Tabelle I), sowie bei Blei und
Antimon (Tabelle III) sahen. Eine ähnliche Thatsache ist bekanntlich hinsichtlich
der physikalischen Eigenschaften der Legirungen von Kupfer und Zink beobachtet
worden; in diesem Betreff dürften die folgenden, von Mallet gefundenen Zahlen von Interesse seyn:
Kupfer.
Zink.
Cohäsionskraft.
Geschmeidigkeit.
Härte.
3
:
1
13,1
10
14
2
:
1
12,5
3
23
1
:
1
9,2
12
12
1
:
2
19,3
1
10
8
:
17
2,1
Sehr spröde
5
Aus dieser Tabelle ersieht man, wie leicht die chemische Analyse zu Täuschungen
führen kann, wenn man sich hinsichtlich der physikalischen Eigenschaften von
Metallen und Legirungen auf dieselbe ausschließlich verläßt.
Eigenschaften, auf welche die metallometrische Prüfung sich
erstreckt. – In Bezug auf die Frage, welche Eigenschaften bei der Prüfung von
Metallen und Legirungen mittelst des Metallometers in's Spiel kommen, stellte ich
folgenden Versuch an. Ich nahm Stabeisen von guter Qualität, sowie eine Probe von
sehr gutem harten Stahle, und walzte beide in gleicher Weise aus. Das erstere ließ
sich leicht walzen und blieb außerordentlich geschmeidig; der letztere zeigte große
Festigkeit und war im Vergleiche mit dem Stabeisen spröde. Bei der Prüfung beider
stellte sich die Biegungszahl für den Stahl zu 100, für das Eisen zu ungefähr nur 30
heraus.
Aus diesem, sowie aus dem oben erwähnten Versuche, bei welchem Kupfer in
Wasserstoffgas erhitzt wurde, müssen wir meiner Ansicht nach schließen, daß die Biegungszahl eines Metalles oder einer Legirung als
das Resultat seiner Zähigkeit und Festigkeit, wie auch seiner Geschmeidigkeit
und Weichheit betrachtet werden kann.
Es ist demnach zu hoffen, daß die Metallurgie in ihren verschiedenen Zweigen aus der
neuen Prüfungsmethode Nutzen ziehen wird. Dem Schmelzer ist es durch dieselbe
ermöglicht, den Erfolg seiner Operationen zu controlliren und zweifelsohne in vielen
Fällen deren Resultate zu verbessern. Der wirkliche Handelswerth eines Metalles und
einer Legirung kann mittelst der metallometrischen Prüfung sowohl vom Schmelzer als
vom Händler und Consumenten mit Leichtigkeit ermittelt werden, und somit jeder
derselben sich überzeugen, daß er erhält was ihm gebührt.
Tafeln