| Titel: | Boulton's Thonbearbeitungs-Maschinen. |
| Fundstelle: | Band 201, Jahrgang 1871, Nr. IX., S. 21 |
| Download: | XML |
IX.
Boulton's Thonbearbeitungs-Maschinen.
Nach dem Engineer, Mai 1871, S. 319.
Mit Abbildungen auf Tab.
I.
Boulton's Thonbearbeitungsmaschinen.
Die Firma W. Boulton in Burslem hat auf der
internationalen Ausstellung in London zwei neue Thonbearbeitungs-Maschinen,
eine Töpferdrehscheibe und eine Presse für ornamentale Ziegel (Fliesen) aufgestellt, welche nachstehend
beschrieben werden sollen.
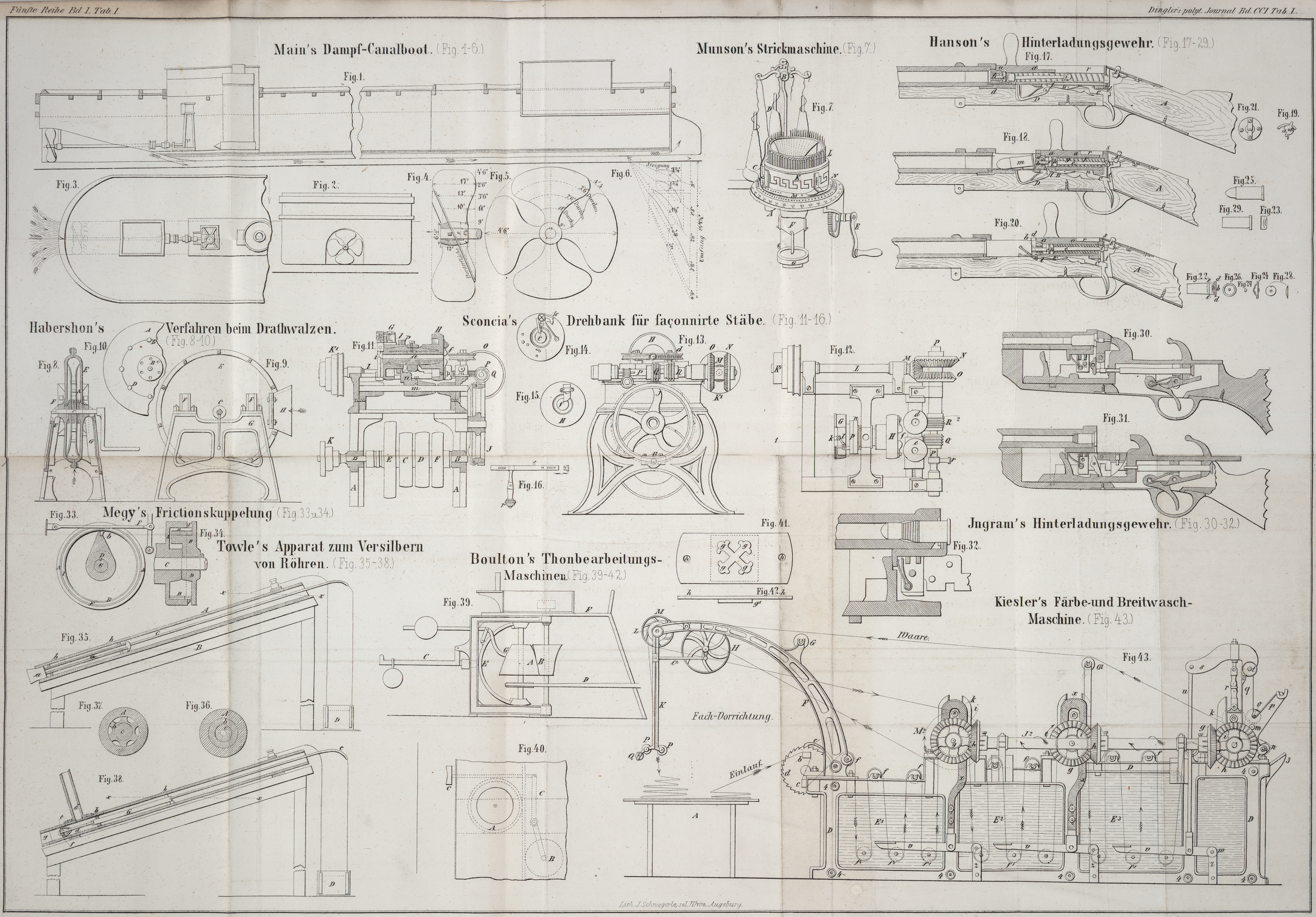
Was die Drehscheibe (Fig. 39) betrifft, so ist
bei derselben die Anordnung getroffen, die Umdrehungsgeschwindigkeit schnell nach
Bedürfniß der Arbeit abändern zu können. Zu diesem Zwecke erhält die Drehachse für
die Scheibe den Antrieb nicht unmittelbar von der treibenden Schnur, sondern
mittelst Frictionskegel von einer in verschiebbaren Lagern laufenden Hülfswelle.
Der Antriebsconus A ist gewölbt, der getriebene B gerade oder auch gekrümmt. Der Bügel E mit den Lagern für die verschieden schief zu stellende
Antriebswelle wird durch den Gewichtshebel C stets gegen
die Drehscheibenwelle hin gepreßt. Die Schiefstellung der Welle, bezieh, des
Conoides A erfolgt vom Arbeiter auf dem Sitze F, indem derselbe den Tritt G dirigirt. Durch Aenderung der Berührungsstellen der Frictionsconoide,
wird das Verhältniß der wirksamen Durchmesser, d. h. die Umdrehungsgeschwindigkeit
der Töpferscheibe größer oder geringer.
Nach einer anderen Anordnung erhält die Drehscheibe dadurch eine veränderliche
Geschwindigkeit, daß der Arbeiter die Treibschnur für die nun unmittelbar auf der
Drehspindel aufgesetzte Schnurrolle A (Fig. 40) mehr oder minder
anspannt. Die Schnur läuft dicht an der Antriebsrolle vorbei, kann jedoch dadurch
verschieden stark gegen letztere angedrückt werden, daß der Arbeiter gegen das Ende
des Lagerungshebels C der Spannrolle B für die Schnur mit dem Knie sich anstemmt. In der
normalen Lage steht die Töpferscheibe still, bewegt sich aber um so rascher, je
kräftiger die Schnur gegen die Treibrolle A gedrückt
wird.
Die zweite Thonbearbeitungsmaschine von Boulton zur Herstellung ornamentaler Ziegel, sogen. enkaustischer Fliesen oder incrustirter Fußbodenplatten (encaustic tiles)
ist im Wesentlichen eine kräftige Schraubenpresse, in welcher zwischen Formen die
Fliesen auf trockenem WegeDie schon im Alterthum bekannte Fabrication der enkaustischen Fliesen wurde
in der berühmten Thonwaarenfabrik von Minton zu
Stoke-upon-Trent zuerst wieder aufgenommen, seitdem aber auch
in deutschen Etablissements eingeführt.Das Verfahren ist im Wesentlichen folgendes. Zunächst wird eine Platte aus
plastischem Thon hergestellt und in diese mittelst einer Gypsform in einer
Presse die Verzierung der Fliese eingedrückt. Nach dem Erhärten der
gepreßten Fliesen gießt man die Thonmasse, welche die Verzierungen ausfüllen
soll, als dicken Brei der gewählten Farbe über die ganze Oberfläche aus,
wobei die Platte in einen Formkasten eingelegt ist. Nach etwa zwölfstündigem
Trocknen streicht man die überflüssig aufgegossene Masse soweit ab, bis die
Zeichnung rein zum Vorschein kommt. Nach längerem Trocknen wird die so auf
nassem Wege erzeugte Fliese gebrannt. Der
Proceß ist bei Herstellung mehrfarbiger Verzierungen, wobei das Vorgehen
entsprechend modificirt wird, sehr zeitraubend und mit gewissen Uebelständen
verknüpft, welche aber Boulton geschickt
beseitigt haben soll. verfertigt werden.
Zunächst stellt man das Thonornament her, indem man eine nach dem Muster durchlochte
Messingplatte von etwa ¼ Zoll Stärke und etwas größer als die künftige
Platte, mit angefeuchtetem gefärbtem Thonpulver überdeckt, das überschüssige
Material abstreicht und nun nach Auflegen einer correspondirenden Hochplatte das
Ornament selbst in der Presse bildet. Die Seitenwände der Ziegelform werden alsdann
nach dem Abheben der Messinglehre und der Preßplatte aufgeklappt, die Form selbst
mit gegewöhnlichem feuchten Thonpulver angefüllt und mit Hülfe derselben Presse
ausgedrückt. Auf diese Weise gewinnt man eine — etwa 1 Zoll dicke —
Ziegelplatte mit einem eingelegten aber einfarbigen
Thonornament.
In Fig. 41 ist
eine solche Messinglehre mit dem durchlochten Dessin g
und in Fig.
42 die entsprechende Hochplatte g′
skizzirt. Die Löcher h passen in Führungsstifte der
Ziegelform.
Soll das Muster aus mehreren nebeneinander laufenden oder auch getrennten, verschiedenfarbigen Streifen bestehen, so beginnt man von
Innen, stellt die einzelnen Partien gleicher Farbe mit Zuhülfenahme zweckmäßig
ausgebrochener Lehren und Preßplatten her, und bringt zum Schluß die Grundmasse
auf.
Man findet auch in Fig. 41 ein dreifarbiges Muster mit verschiedener Straffirung angedeutet,
welchem entsprechend drei verschiedene Lehren und Hochplatten verfertigt werden
müssen.
Tafeln