| Titel: | Neue Anordnung eines Werkzeuges zum Bohren langer Löcher in Holz. |
| Autor: | Rob. Schmidt |
| Fundstelle: | Band 201, Jahrgang 1871, Nr. XXVII., S. 93 |
| Download: | XML |
XXVII.
Neue Anordnung eines Werkzeuges zum Bohren langer
Löcher in Holz.
Mit einer Abbildung auf Tab. II.
Werkzeug zum Bohren langer Löcher in Holz.
Das Bohren von langen Löchern in Holz (wie z. V. beim Bohren der Brunnenröhren) ist
mit den bisherigen Werkzeugen ganz gut ausführbar, wird aber besonders dadurch sehr
zeitraubend, daß der Bohrer, um die geförderten Holzspäne herauszubringen, sehr oft
herausgezogen werden muß; man würde viel schneller arbeiten können, wenn die
Holzspäne durch irgend welche Kraft herausgetrieben werden könnten, so daß das
häufige Herausziehen des Bohrers unterbliebe und ein continuirliches Fortbohren
ermöglicht wäre.
Sehr oft kommt allerdings die Operation, in Holz ein sehr langes Loch bohren zu
müssen, nicht vor. Ein solcher Fall, für welchen die Anwendung mechanischer
Hülfsmittel erwünscht war, ist die Anfertigung der Stangen für die sogenannten Racketen. Letztere bestehen bekanntlich aus einem
cylindrischen Geschoß, welches an dem einen Ende eine etwa 4 Fuß lange, hohle
cylindrische Stange trägt, die dazu dient, einerseits in ihrer Höhlung Blei, als
Gegengewicht des Geschosses, andererseits an dem nicht mit dem Geschoß verbundenen
Ende einen Feuerwerkskörper aufzunehmen. Behufs schnellerer und solider Anfertigung
solcher Stangen, auch Racketenhülsen genannt, ertheilte die Direction der königl.
preußischen Artillerie-Werkstatt in Spandau dem Maschinenfabrikanten Sentker den Auftrag, eine Vorrichtung zur Fabrication
derselben herzustellen, welche namentlich das Loch in diesen 4 Fuß langen Stangen
schneller als bisher zu bohren gestattet. Diese Aufgabe wurde von dem Genannten in
sehr praktischer Weise gelöst.
Die Fabrication dieser Hülsen von etwa 2½ Zoll Durchmesser geschieht jetzt in
der Art, daß zunächst die äußere Form derselben mittelst einer Drehvorrichtung
hergestellt wird, welche viel Aehnlichkeit mit der gegenwärtig zur Anfertigung der
bekannten Rouleauxstangen gebräuchlichen hat. Zum Ausbohren des Loches in den
Stangen, welches etwa 5/4 Zoll Durchmesser hat, dient die neu construirte Maschine. An
dem links gelegenen Ende trägt diese Maschine in zwei Lagerstellen eine hohle
Spindel, welche von der Transmission aus in Umdrehung gesetzt werden kann und die
außen fertige Stange aufnimmt, die in leichter Weise mit ihr fest verbunden werden
kann. Das rechts gelegene Ende der Maschine trägt einen Exhaustor, dessen Drehachse
in gerader Linie mit der erwähnten Spindel liegt. Dieser Exhaustor kann durch
bekannte Hülfsmittel auf dem Bett der Maschine in der Richtung der Spindelachse
bewegt werden und trägt auf der linken Seite die Bohrstange. Diese besteht aber aus
einer messingenen Hülse, die an ihrem zweiten Ende mit einem Löffelbohrer versehen
ist, welcher, indem der Exhaustor nach der linken Seite hin bewegt wird, das Loch in
der Hülse herstellt, während die dabei sich ergebenden Späne von dem Exhaustor
angesaugt und hinaus getrieben werden, wodurch also das Herausziehen des Bohrers
unnöthig gemacht wird. Die Welle des Exhaustors wird natürlich auch hier von der
Transmission bewegt und die Bohrhülse zu Anfang des Bohrens von einer Lünette
unterstützt.
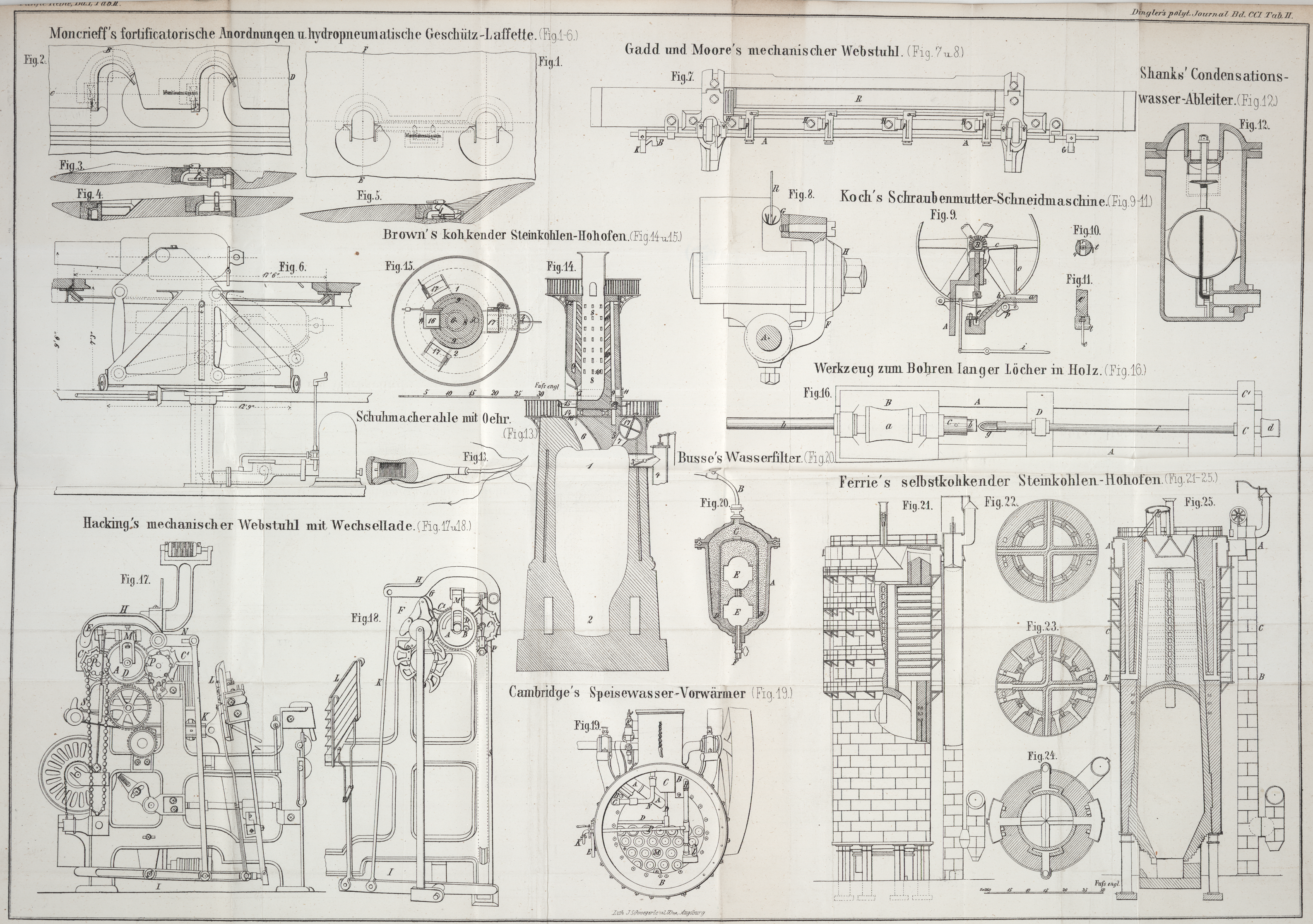
In Figur 16,
der Skizze eines Grundrisses dieser Maschine, bezeichnet A das Bett der Maschine. Dasselbe trägt zunächst das Spindellager B und dieses die Spindel, welche durch die Riemenscheibe
a von der Transmission aus (mit 500 Umdrehungen per Minute) bewegt wird. Die Spindel ist an dem rechts
gelegenen Ende aufgeschnitten und äußerlich mit Conus versehen, so daß die
Holzstange b in leichter Weise mit ihr durch die
Mutterhülse c fest verbunden werden kann. In dem Gehäuse
C befindet sich der Exhaustor, welcher durch die
Riemenscheibe d (mit 2500 Umdrehungen per Minute) bewegt wird. Aus C′ fallen die
Bohrspäne und in dem Exhaustorgehäuse ist außerdem die Bohrstange f, hier eine Hülfe von Messing, befestigt. g ist der Löffelbohrer, welcher zu Anfang des Bohrens
noch von der Lünette D unterstützt wird. Das Bohren
eines Loches von 4 Fuß Länge dauert, je nach der Beschaffenheit des Holzes, 5 bis 10
Minuten.
Dr. Rob.
Schmidtin Berlin.
Tafeln