| Titel: | Notizen aus der Wiener Weltausstellung 1873; mitgetheilt vom Docenten Johann Zeman. |
| Autor: | Prof. Johann Zeman [GND] |
| Fundstelle: | Band 210, Jahrgang 1873, Nr. XIII., S. 81 |
| Download: | XML |
XIII.
Notizen aus der Wiener Weltausstellung
1873; mitgetheilt vom Docenten Johann Zeman.
Mit Abbildungen auf Tab.
II.
(Fortsetzung von S. 9 des vorhergehenden
Heftes.)
Zeman, Notizen aus der Wiener Weltausstellung.
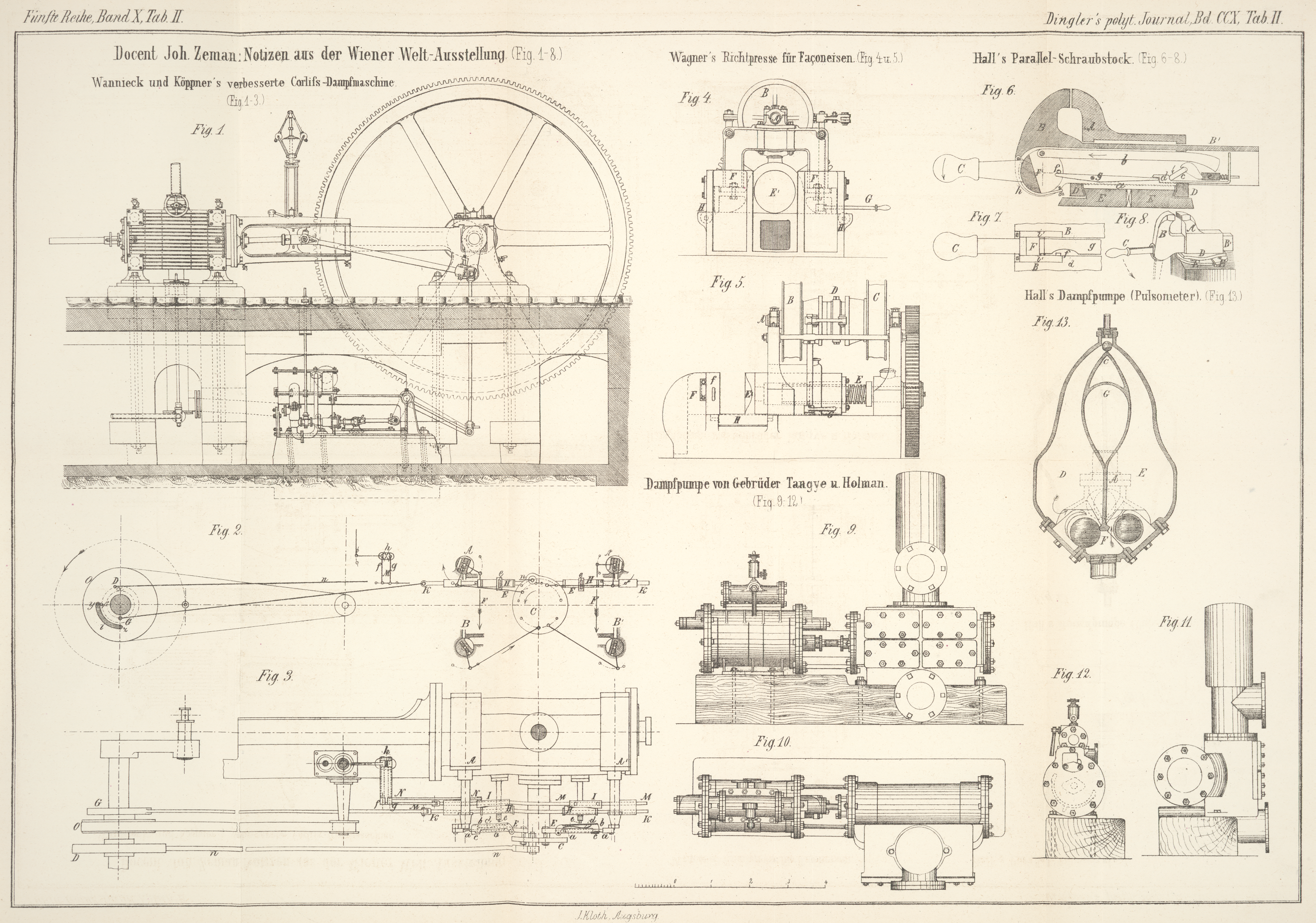
47. Corliß-Dampfmaschine –
Patent Wannieck und Köppner; – ausgeführt von der Eisengießerei und
Maschinenfabrik Friedrich Wannieck in Brünn. (Figur 1 bis 3.)
Unter der großen Zahl der auf der Wiener Weltausstellung exponirten Dampfmaschinen
mit Corliß-Steuerung muß eine zunächst das
Interesse der Maschinentechniker erregen, welche das Problem der Anwendung der Corliß-Steuerung auf alle Expansionsgrade in außerordentlich glücklicher und constructiver
Weise gelöst hat. Es ist Wannieck's Corliß-Dampfmaschine meines Wissens die erste welche diese
Bedingung erfüllt, und sie verdient schon darum die allgemeine Aufmerksamkeit; um so
mehr, als dieselbe auch in der ganzen Anordnung und Ausführung sich würdig an die im
vorigen Berichte beschriebene, ausgezeichnete Dingler'sche Dampfmaschine mit continuirlich rotirenden Steuerungshähnen
anschließt.
Hiervon wird die Abbildung in Fig. 1 einen genügenden
Beleg liefern, und es soll daher im Folgenden nur auf den Steuerungsmechanismus
selbst näher eingegangen werden, welchen ich in Figur 2 und 3 in einfachen
Strichen darzustellen bemüht war.
Nun sind allerdings die Ansichten der Constructeure darüber getheilt, ob es überhaupt
wünschenswerth und durch gewöhnliche Verhältnisse bedingt
sey, die Expansionssteuerung über halbe Füllung
anzuwenden, indem auch speciell die Corliß-Steuerung in der vorliegenden
Construction nur bis 40 Proc. Füllung bis zum Momente des Abschlusses die vollen Canalquerschnitte gibt, wie sich dieß in den von
der Maschine abgenommenen Diagrammen auch deutlich zeigt.
Immerhin sind aber die Vortheile der Corliß-Steuerung für mäßige Geschwindigkeiten – hier 54 Touren
pro Minute – noch bedeutend genug, daß in
manchen Fällen die Anwendung derselben für alle
Expansionsgrade nützlich erscheinen kann und besonders bei zeitweilig forcirtem
Betriebe, wie z.B. speciell für die wechselnden Verhältnisse der Inanspruchnahme der
Schafwollspinnereien u.a.m.
Von diesem Gesichtspunkte gingen auch die Constructeure der in Rede stehenden
Maschine aus, und das allgemein günstige Urtheil der Fachleute beweist, wie
vollständig ihnen die Durchführung dieser Aufgabe gelungen ist.
Im Uebrigen möge die nachstehende Beschreibung des Steuerungsmechanismus den Leser in
Stand setzen, sein eigenes Urtheil zu bilden.
Die Dampfzuführung und -Abführung durch oscillirende Drehschieber geschieht
bei Wannieck-Köppner in der bekannten
unveränderten Anordnung der Corliß-Dampfmaschine,
welche in Figur
2 bei A, A' respect. B,
B' angedeutet sind.
Der Antrieb der Dampfaustrittshähne geschieht durch feste Schubstangen von der
Steuerscheibe C, welche durch das Excenter D auf der Kurbelwelle und die Verbindungsstange n, n in oscillirende Bewegung gesetzt wird.
Was dagegen die Dampfeintritthähne betrifft, so werden dieselben von zwei an der
oberen Hälfte der Steuerscheibe angebrachten Zugstangen E,
E nur zeitweise erfaßt, wie dieß gleichfalls allen Corliß-Steuerungen eigenthümlich ist.
Es befindet sich nämlich auf den Zugstangen E, E, in
welchen die mit den Schiebern A, A' verbundenen Spindeln
a, a Führung erhalten (Fig. 3), je eine Klinke
b,Die Klinke rechts ist in Figur 3 im Schnitt
angedeutet. welche die feste Verbindung zwischen der Schubstange E und der Schieberspindel a herzustellen
bestimmt ist. Die Klinke ist mittelst Zapfens an der Zugstange drehbar befestigt und
hat an ihrem äußeren Ende einen Zahn c, welcher durch
eine Blattfeder d fortwährend gegen die Spindel a gedrückt wird.
So oft die Scheibe C unter der Wirkung des Excenters D nach der einen oder der anderen Seite ausschwingt und
sich die Stange E mit der Klinke b über die Spindel a vollkommen
hinaufgeschoben hat, fällt der Zahn c zufolge der Feder
d in einen Ausschnitt der Spindel a, so daß die betreffende Zugstange E bei der nun eintretenden Rückschwingung der Steuerscheibe ihren
Dampfschieber für den Dampfeintritt aufdreht.
Sobald aber die Verbindung zwischen Spindel a und
Zugstange E wieder aufgehoben wird, schnellt der
geöffnete Steuerschieber unter der Wirkung einer an der Zugstange F angebrachten, im Fundamente angeordneten Feder zurück
und der Dampfzutritt ist geschlossen.
Es handelte sich nun darum den Auslösemechanismus derart zu construiren, daß derselbe
nicht nur während des Weges αβ (Figur 1) des
Dampfvertheilungs-Excenters D zur Wirkung kommen
kann, – wie dieß eben bei allen bis jetzt bekannten Corliß-Steuerungen der Fall ist und dadurch höchstens 40 Proc.
Füllung bedingt, – sondern auch während der Rückschwingung der Steuerscheibe die Auslösung der Spindel a an den Drehschiebern A, A'
zu ermöglichen.
Dieses wird in folgender Weise erreicht.
Neben dem Dampfvertheilungsexcenter D ist auf der
Kurbelwelle ein zweites kleineres Excenter G –
„Ausrückexcenter“ – aufgeschoben, welches die
Spindel K in Bewegung versetzt. Auf dieser Spindel sind
zwei Büchsen H, H derart angebracht, daß sie der
Längsbewegung der Spindel unter dem Einfluß des Excenters G folgen müssen, dagegen quer gegen die Spindel K sich bewegen können, wenn sie gegen ein seitliches Hinderniß
anstoßen.
Indem nun parallel zur Spindel K zwei fixe, nur vom
Regulator selbstthätig verstellbare Anschlagbacken I, I
angebracht sind, welche die an ihnen vorbeipassirenden Büchsen H, H abwechselnd nach auswärts drücken, so werden dabei
durch die Vermittlung der beweglichen Anschlagstifte e,
e, welche gegen H sich anlehnen, die Klinken
b, b gleichfalls entgegen dem Druck der Feder d nach auswärts gedrängt, der Zahn c ausgelöst und dergestalt die Verbindung der Zugstange
E mit dem Drehschieber A, beziehentlich A' unterbrochen.
Es ist dabei vollkommen gleichgültig, ob die Steuerscheibe D ihren äußersten Ausschlag erreicht oder auch schon passirt hat, so lange
nur die mit dem Ausrückexcenter G verbundene Spindel K, K ihren Rückweg noch nicht angetreten hat.
Da aber das Ausrückexcenter G um 180 Grad gegen die
Kurbel gesetzt werden kann, so leuchtet ein, daß für diesen Fall Füllung bis zu 100
Proc. gegeben wird, sobald nur die Anschlagbacken I, I
so weit auseinandergerückt sind, daß die Büchsen H, H
erst am Ende des Hubes des Ausrückexcenters G auf die
Backen I, I auflaufen und dadurch die Auslösung der
Klinken b, b bewerkstelligen.
Die Verbindung der Backen I, I mit dem Regulator ist
hierbei derartig, daß die Zugstange N für die Backe I links und M für die Backe
I rechts an je einem Hebel f beziehentlich g angreifen, welche durch
Zahnradsegmente h so untereinander und mit dem Regulator
verbunden sind, daß die Backen ihre weiteste Stellung bei der Tieflage der
Regulatorkugeln erreichen und mit dem Steigen der letzteren gleichmäßig einander
sich nähern.
Es wird dabei die Maximaldistanz der Anschlagbacken I, I
so bemessen, daß für die Stellung des Ausrückexcenters G
beim Punkte y – d. i. diametral der Kurbel
gegenüber – volle Füllung gegeben wird, indem hier
die Büchsen H, H erst im letzten Momente des Hubes auf
die Backen I, I auflaufen und ausrücken. Für die
Stellung des Ausrückexcenters G beim Punkte z hingegen und die höchste Stellung der Regulatorkugeln
stehen die beiden Anschlagbacken I, I so nahe beisammen,
daß sofort bei Beginn des Hubes die Büchsen H, H und
dadurch die Stifte e, e nach auswärts gedrängt und in
Folge dessen die Klinken b, b sogleich ausgerückt
werden.
Da aber das Ausrückexcenter G in einem Schlitz i in der zum Antrieb des Regulators dienenden
Riemenscheibe O auf der Kurbelwelle innerhalb der
Grenzen y und z verstellbar
ist, so hat man es vollkommen in der Hand, für die Stellung dieses Excenters
diametral der Kurbel gegenüber (also bei y) Füllungen
von 50 bis 100 Procent und bei einem Nacheilen des Ausrückexcenters von nur 90 Grad
(Stellung bei z) solche von 0 bis 50 Proc. zu geben.
Die Mittellagen des Excenters G zwischen y und 2 sind dabei gar nicht zu benutzen nothwendig,
indem die Veränderung der Expansion innerhalb dieser Grenzen nur mittelst der
Verstellung der Backen I, I durch den Regulator zu
erfolgen hat.
Zu erwähnen bleibt noch, daß bei Füllungsgraden über 50 Proc. der Umstand eintritt,
daß die Büchsen H, H die Anschlagbacken I, I noch nicht verlassen haben, wenn für den größten
Ausschlag der Steuerscheibe rechts und links der Moment des Wiedereinrückens für die
Klinken b, b gekommen ist. Dieselben könnten daher nicht
einfallen, wenn deren Hin- und Herbewegung vor den Ausrückstiften e, e eine horizontal geradlinige wäre.
Dadurch jedoch, daß die Klinken b, b mit den Zugstangen
E, E vor den Stiften e,
e auf- und abwärtsschwingen und unter dieselben herabsinken, ist ein
Wiedereinrücken auch in jenem Falle gesichert. Wenn sich die eingefallenen Klinken
den Stiften e, e wieder genähert haben, so sind auch
schon die Büchsen H, H und die Anschlagbacken I, I wieder auseinander, die Stifte e, e
können von den Klinken b, b zurückgeschoben werden, und
das Spiel kann von Neuem beginnen.
48. Maschinen zur Bearbeitung von
Flachs, Hanf und Jute auf der Wiener Weltausstellung 1873.Nach dem officiellen Ausstellungsbericht über Spinnereimaschinen von Johann
Zeman, Docent am deutschen Polytechnicum in
Prag; Druck und Verlag der k. k. Hof- und Staatsdruckerei, Wien
1873.
Mit Holzschnitten.
Flachs- und Jutespinnerei-Maschinen sind nur von zwei bekannten englischen Firmen
zur Ausstellung gesendet worden und da in deren Construction wesentliche Aenderungen
nicht eingetreten sind, so verweise ich sofort auf die betreffenden, nach Erledigung
der Zubereitungsmaschinen folgenden Notizen.
Zur Verarbeitung von Hanf dagegen zu Seilgarn ist ein
neues System von Streckmaschinen nach des Amerikaners Good Patent durch die Firma Sam. Lawson und Söhne in Leeds eingeführt worden, welches seiner
Einfachheit und Vorzüge wegen besondere Beachtung verdient. Die Schraubenführung für
die Hechelstäbe ist durch eine gelungene Kettenführung ersetzt, welche einen
größeren Abstand der Streckwalzen zuläßt, daher das Schneiden des Hanfes vor dem
Verspinnen überflüssig macht.
Bevor ich auf die Spinnerei-Maschinen selbst näher eingehe, seyen die zur
ersten Zubereitung von Flachs, Hanf und Jute dienenden Maschinen kurz erledigt.
Dr. Collyer aus Amerika und
P. Lagae-Crombet aus Kortryk (Belgien) haben je
eine Flachsbrechmaschine für Handbetrieb ausgestellt, welche aus einer langsam
rotirenden Brechwalze und zwei auf der oberen Seite vorwärts und rückwärts
schwingenden, etwa halb so großen eisernen Riffelcylindern besteht.
Der Antrieb geht von der Hauptwelle durch ein Räderpaar auf die große Brechwalze,
welche die kleinen Riffelcylinder mitnimmt. Dabei erhalten letztere außerdem mit
ihrem Lagerstück eine um die Achse der großen Walze schwingende Bewegung, welche von
einer vor der Hauptwelle gelegenen Hülfswelle mit Kurbel und Lenkstange
hervorgerufen wird.
Zu der von Collyer ebenfalls ausgestellten Schwingmaschine
für Flachs ist zu bemerken, daß die Schwingmesser nicht fest an den Armsternen
sondern mit Zwischenstücken von federnden Stahlblättern festgeschraubt sind.
Die von Samuel Lawson und Söhne
in Leeds (England) zum Erweichen und Zertheilen von Jute construirte Brechmaschine
(softening machine) hat 6 Paar in einem großen
Viertelkreise vertheilte Riffelwalzen, mit Pilgerschrittbewegung.
Die unteren Riffelwalzen stehen mittelst kleiner Getriebe im Eingriff mit einem innen
verzahnten großen Treibrad, welches im tiefsten Punkte durch ein Rädchen von der
Hauptwelle aus die Vorwärtsdrehung empfängt. Dieses Rädchen ist nun in einer um die
Treibradachse pendelnden Schwinge gelagert, ruft daher in Folge dessen eine
abgesetzt vor- und rückdrehende Bewegung des Treibrades, beziehungsweise der
Riffelwalzen hervor.
Bei der von Gebrüder Mure in Turin (Italien) ausgestellten
Brechmaschine sind 4 Riffelwalzen in gleichen Abständen in einem großen Rad –
etwa 1 Meter Durchmesser – eingelegt, welches durch eine Riemenscheibe direct
in Umdrehung gesetzt wird und hierbei die Brechwalzen der Reihe nach über
concentrisch mit dem Rade angeordnete, cannelirte Platten führt. Diese Brechplatten,
über welche der zu bearbeitende Flachs oder Hanf gelegt wird, erstrecken sich
ungefähr auf 1/6 des Radumfanges und sind, um die Wirkung nicht zu scharf eintreten
zu lassen, rechts und links auf Stahlfedern und spannbaren Riemen befestigt.
Mehrere Brechmaschinen stehen in der östlichen landwirthschaftlichen
Maschinenhalle.
Zunächst sehen wir an der von F. W. Warneck in Oels
(preußisch Schlesien) ausgestellten 6 reihigen Walzenbreche statt Zahnradbewegung
Kurbelbetrieb. Die Kurbeln an der einen Seite jeder der unteren Riffelwalzen
erhalten gemeinschaftlich durch ein Excenter an der unterhalb der Walzen gelagerten
Hauptwelle und durch einen dreieckförmigen Verbindungsrahmen ihre drehende
Bewegung.
Eine zweite Maschine desselben Ausstellers ist mit Pilgerschrittbewegung
ausgestattet. Dieselbe hat zwei Paar in größerem Abstand gelagerte Brechwalzen,
welche durch ein Stirnräderpaar (ein Zahnrad an der unteren Einzugswalze und ein Zahnrad an der oberen Ausgabewalze) gekuppelt sind, von der Schwungradwelle aber durch
Keilräder eine abgesetzt hin- und herdrehende Bewegung erhalten.
Das Treibrad auf der Hauptwelle besteht aus zwei Sectoren von verschiedener Länge.
Das kürzere Stück greift in das Keilrad an der Achse der unteren Einzugswalze und ertheilt diesem eine gewisse Rückdrehung, welche
zufolge der Stirnradkuppelung auch von dem anderen Walzenpaar mitgemacht wird.
Kommt hierauf der längere Sector an der Hauptwelle mit dem Keilrad an der oberen Achse der den Flachs abgebenden Brechwalzen zum
Eingriff, so findet die umgekehrte größere Drehung der beiden Brechwalzenpaare statt
u.s.w., welches Spiel sich bei continuirlicher Drehung des Schwungrades
ununterbrochen wiederholt.
Wohl die einfachste und zweckmäßigste ist die Kaselowsky'sche Brechmaschine, welche von W. Hallerberg in Oberlübbe bei Minden ausgestellt wurde.
Hier erfolgt bekanntlich das Brechen des Flachses mittelst rasch auf- und
niedersteigender stumpfer Messer, welche abwechselnd in die Zwischenräume einer sich
drehenden Messertrommel eingeschoben werden. Ein Paar cannelirter (Minder führt den
Flachs der Messertrommel zu.
Textabbildung Bd. 210, S. 87
Die Skizze in beistehendem Holzschnitt versinnlicht die Haupteinrichtung der in
Rede stehenden Brechmaschine.
Der Betrieb geht direct von der Hauptwelle a mittelst
kurzer Kurbeln auf den Messerkasten b, welcher durch
je eine Stange an beiden Enden zwischen der Trommelwelle c und einer am Gestelle angebrachten Rolle Führung erhält; ferner
durch ein Räderpaar auf die Messertrommel c und von
deren Achse durch ein Laternengetriebe auf die Zuführwalzen d.
Bei der Kaselowsky'schen Schwingmaschine desselben
Ausstellers sind die vier Schlagmesser auf dem Umfange eines Rades vertheilt und der
Schwingstock federnd vor der Messertrommel angeordnet. Nach jedem Schlag mit dem
Messer wird der Flachs noch durch vorstehende Metallfinger durchgestrichen.
Eigenthümlich sind die Brechwalzen der von C. Luft in Wien
exponirten Maschine; es sind dieß Messerwalzen aus radialen, durch Bundringe
zusammengehaltenen Linealen (Pini's Patent), durch deren
Zwischenräume die Schabe leicht abfällt. Im Uebrigen besteht die Maschine aus 5
Paaren, in einem Viertelkreis vertheilter Messerwalzen, welche paarweise
zusammengreifen und durch Zahnrad und Getriebe an den unteren Walzen vorwärts
gedreht werden. Die oberen Messerwalzen sind wie bei Collyer in einem schwingenden Lagerrahmen eingelegt, welcher auf
kreisförmigen Führungen des Gestelles gleitet und seine schwingende Bewegung durch
zwei auf der Hauptwelle angebrachte Stufenräder erhält. Je nach der Ausführung der
Messerwalzen dient die Maschine zum Brechen von Hanf oder von Flachs.
Endlich ist noch die von F. Wagner in Essegg (Slavonien)
ausgestellte Brechmaschine mit 9 Cylinderpaaren zu erwähnen, welche im Principe mit der Lawson'schen Softening-Maschine übereinstimmt,
aber in der Ausführung vollkommen hinter dieser zurückbleibt.
Der Betrieb ist hier statt horizontal nach aufwärts entwickelt, in Folge dessen die
Wagner'sche Maschine einen geringeren Raum einnimmt.
Außerdem erhalten die Brechwalzen ihre Drehung nicht durch ein innen, sondern durch
ein außen verzahntes Treibrad.
Gehe ich nun zur Besprechung der eigentlichen Spinnereimaschinen über, so hat für
Flachs die Firma Combe und Barbour (früher J. Combe und Comp.) in Belfast einen schönen Satz ihrer bekannten
Maschinen ausgestellt.
Darunter ist vor Allem auf die Verbesserung bei der
Hechelmaschine aufmerksam zu machen.
Bekanntlich ist das Auf- und Zuschrauben der Flachskluppen eine sehr ermüdende
Arbeit, welche erfahrungsgemäß nach mehrstündiger Anstrengung von den Jungen bei der
Maschine nicht mehr so rasch und so sicher wie anfangs ausgeführt wird, was ein
Ausreißen guter Fasern und eine Verminderung der Leistungsfähigkeit der
Hechelmaschine zur Folge hat. Aus diesen Gründen wurde ein höchst einfacher,
sinnreicher mechanischer Einspanner (Barbour's Patent) eingeführt.
Textabbildung Bd. 210, S. 88
Wie aus der Skizze in beistehendem Holzschnitte zu ersehen ist, erhält der
vertical gelagerte Schraubenschlüssel a zum Drehen
der Mutter an der einen, auf den Apparat aufgelegten Kluppenhälfte durch
Kegelrädchen, je nach der Stellung der Zahnkuppelung b, eine Drehung nach rechts oder nach links zum Anziehen oder Lüften
der Kluppenschraube. Diese Kuppelung b steht
mittelst eines Steuerhebels c und Zugstangen d, d mit den beiden Fußtritten e, e in Verbindung. Das untere Ende des Steuerhebels
ist mit zwei schiefen Anschlagflächen versehen und zwischen beiden ausgerundet
zur Aufnahme des Endes des Belastungshebels f.
In der Mittellage des Steuerhebels und der Kuppelung steht der Apparat still. Durch
Treten eines der Fußtritte wird der Steuerhebel nach der einen Seite gerückt, die
Kuppelung entsprechend geschlossen und der Einspannschlüssel nach einer Richtung
gedreht. Hierbei legt sich in Folge der Schiefstellung des Steuerhebels c das Ende des Gewichthebels
f gegen die eine schiefe Anschlagfläche des Steuerhebels
und hält die Kuppelung mit einer bestimmten Kraft geschlossen. Es wird nun die
Kluppenhälfte mit der Schraubenmutter, welche mittelst eines eingedrehten Halses
gegen Herabfallen gesichert ist, auf den Einspannapparat gelegt und die Flachsriste
mit dem oberen Kluppentheil, an welchem die Schraube steckt, bedeckt und beim
richtigen Drehen der Mutter eingeschlossen. Ist das Zuziehen der Kluppenmutter
soweit vorgeschritten, daß hier der Widerstand größer ist, als der Größe und
Stellung des Belastungsgewichtes unten am Steuerhebel entspricht, so öffnet sich die
Kuppelung und drückt den Steuerhebel mit dem Gewichthebel in die Mittelstellung
zurück. Das festere oder losere Einspannen des Flachses hängt also unter übrigens gleichen
Umständen nur von der Größe des Gewichtes an f ab,
welches einer Umlegung des Steuerhebels entgegenwirkt.
An jener Seite der Hechelmaschine, wo der Flachs auf der einen Hälfte gehechelt
ankommt und verkehrt in eine andere Kluppe eingespannt wird, hat der beschriebene
Apparat folgende Anordnung, um das Umspannen auf einmal zu bewerkstelligen. Die
beiden Kluppen, die zugekommene und die frische liegen hinter einander auf dem
Einspanntische. Während die alte Kluppe sich öffnet und die noch auszuhechelnde
Hälfte der Flachsriste freiläßt, wird die frische Kluppe mit dem schon gekämmten
Flachstheil geschlossen. Die ganze Manipulation ist höchst einfach und rasch, ohne
irgend eine Anstrengung auszuführen.
Eine andere Verbesserung der Combe'schen Hechelmaschine
besteht in der Einrichtung, daß die Kluppen mit Flachs durch eine zweite
Schiebestange auf der Kluppenbahn über die letzten Felder hinweggeschoben werden
können, wenn eine bestimmte Gattung Flachs weniger gehechelt werden, resp. nicht
durch die letzten feinen Hechelfelder durchgehen soll.
Zu der Auflegemaschine, dem Durchzug und der Vorspinnmaschine ist eine
gemeinschaftliche Bemerkung über die Lagerung der Führungsschrauben für die
Hechelstäbe zu machen.
Um die Lager der oberen Führungsschrauben gegen den beim Durchgang der Flachsbänder
nach rückwärts ausgeübten Druck zu schützen, stemmen sich die Enden dieser Schrauben
gegen gehärtete Stahlplättchen, welche fest am Gestelle befestigt sind.
Die expansible Seilscheibe aus zwei ineinander greifenden Kegelgerippen, welche bei
Combe'schen Vorspinnmaschinen den sonst
gebräuchlichen Riemenkegel ersetzt, hat statt gerader radialer, gekrümmte Rippen
erhalten, wodurch beim Zusammenschieben der beiden Kegelgerippe jedes Schneiden des
Lederseiles verhütet wird.
Nebenbei mag noch die für Flachsspinner unentbehrliche Riffelbank und
Walzen-Drehbank erwähnt werden.
Die Riffelbank hat einen Einstellapparat für das Messer
bekommen, um die zu riffelnde Walze auf genaue Stärke, d.h. den Walzendurchmesser in
ein genaues Verhältniß zur Zahl der Riffelungen zu bringen.
Ist die Walze vollendet, so bleibt der Schlitten auf dem äußersten Punkt seines Hubes
stehen und macht hiedurch den Arbeiter auf die stattzuhabende Auswechselung der
Walze aufmerksam. Außerdem werden in Folge der Selbstabstellung die rein
ausgeschnittenen Riffeln nicht wieder durch einen zweiten Angriff des Messers
verdorben.
Bei der Walzen-Drehbank fällt die bequeme und
sichere Einspann-Vorrichtung für die Walzen auf. Die Spindel ist mit einem
Schraubengewinde versehen, längs welchem in zwei Nuthen zwei Mitnehmer vermittelst
einer Mutter vor- oder zurückgeschoben werden können. Diese Mitnehmer werden
in die Walze eingedrückt, welche durch den Reitstock centrirt ist, und übertragen
die Drehung der Spindel. Es entfällt durch diese Anordnung die Nothwendigkeit des
jedesmaligen Aufschraubens eines Mitnehmers und die hierdurch entstehenden Spuren
auf der Walze.
Die ebenso wie die vorhergehende, wohlrenommirte Firma Sam. Lawson und Söhne in Leeds brachte einen Satz Jute-Spinnereimaschinen und Maschinen zum Vorspinnen von Hanf zu groben Garnen für Seilfabrication
etc. auf die Ausstellung.
Die Softening-Maschine, auf welcher die
eingesprengten Jutebüschel behufs Erleichterung des Krempelprocesses erweicht und in
dünnere Faserstränge zertheilt werden, ist schon oben bei den Brechmaschinen berührt
worden und unterscheidet sich wesentlich von den sonst üblichen zwanzig- und
mehrreihigen Walzenquetschen.
Bei den Durchzügen, ebenso bei den Vorspinnmaschinen sitzen die Kegelrädchen für die oberen Führungsschrauben
der Hechelstäbe nicht unmittelbar auf der Einzugswelle, sondern auf kurzen
aufgekeilten Büchsen, mit welchen die Getriebe nur durch dünne Eisenstifte verbunden
sind. Sowie durch irgend einen Zufall die Hechelstäbe eines Kopfes geklemmt und der
Gefahr des Brechens ausgesetzt werden, brechen eher als irgend sonst ein
Maschinentheil die Stifte der betreffenden zwei Kegelrädchen; die Maschine aber
läuft unbehindert bis auf diesen Streckkopf weiter, bis man die erforderliche Zeit
zur vollen Instandsetzung findet.
Die Spindel- und Spulenbank bei Vorspinnmaschinen
sind vollkommen verdeckt, um den Staub möglichst von den ölgeschmierten Lagern abzuhalten. Die
Flyerspindeln laufen in langen Lagerbüchsen oder sind am oberen Ende in
scharnierartig nach innen aufklappenden Lagerschienen
geführt.
Vor kurzer Zeit erst hat die in Rede stehende Firma mit der Anfertigung neuer
Spinnereimaschinen für Hanf etc. zu Seilgarn begonnen und schon haben sich die
hervorragendsten englischen Seilereien mit diesen Maschinen ausgerüstet.
Bei den Streckmaschinen dieses Systemes finden sich je zwei aufeinanderfolgende
Felder von Hechelstäben, von welchen das zweite Feld mit bedeutend größerer
Geschwindigkeit sich vorwärts bewegt und dabei das von den ersten Hecheln
zugebrachte Band auskämmt, Verzicht und zu den Abzugswalzen weiterführt.
Die erste Maschine dieses Systemes ist eine Band- oder Anlegemaschine, auf
welcher der vorbereitete Hanf in einzelnen Risten aufgegeben und in ein endloses
Band umgewandelt wird. Mehrere dieser Bänder gehen sodann zur zweiten, ähnlich
gebauten Maschine, der Strecke und zum Schluß auf die Spinnmaschine, wo das
Streckband nochmals verzogen, gedreht und aufgewunden wird.
Auch bei der Spinnmaschine ist die Kettenführung für die Hechelstäbe angebracht und
dadurch ein erheblich größerer Abstand der Streckwalzen erreicht; daher der Hanf bei
diesem System vor dem Vorspinnen nicht geschnitten werden muß. Der Spindelbetrieb
erfolgt durch Riemchen mit 1200 Umdrehungen pro Minute.
Die Spindeln sind in zwei Spindelbänken eingelagert.
Was die Ausführung der Ketten zur Führung der Hechelstäbe betrifft, so haben die
einzelnen Glieder abwechselnd große und enge Augen angegossen erhalten, welche
übereinandergeschoben den Zug von einem Glied unmittelbar zum anderen und nicht wie
sonst durch die Verbindungsbolzen, als welche die Hechelstäbe dienten, fortpflanzen.
Die nun lose in den engeren Augen der Kettenglieder steckenden Hechelstäbe sind
dadurch vollkommen frei und vor jedem ungleichen Zuge gesichert.
Damit die Hechelnadeln senkrecht in das Band ein- und austreten, so sind an
beiden Enden der Hechelstäbe, außen neben den Führungsketten kleine Arme
aufgesteckt, welche mittelst Bolzen längs entsprechend gekrümmter Führungen am
Ein- und Ablauf der Ketten hingleiten. Die senkrechte Stellung der Nadeln in
der oberen Bahn wird analog durch gerade horizontale Führungsschienen erzielt.Nähere Beschreibung und Abbildung finden sich in meiner Reisenotiz im
polytechnischen Journal, 1873, Bd. CCVII, S. 285.
Die von Th. Barraclough in Manchester ausgeführte Ronald'sche Seilspinnmaschine ist in ihrer hübschen und
einfachen Construction seit der Pariser Ausstellung unverändert geblieben.
Recht zweckmäßige Zwirnmaschinen haben Gebrüder Franke in
Chemnitz ausgestellt. Die Spindeln werden durch Rädertrieb in Gang gesetzt, doch
läßt sich jede Spindel durch einen kleinen Hebel zum Stillstand bringen, welcher
zwei Frictionsscheibchen oberhalb des Kegelrädchens an der Spindel
auseinanderrückt.
Zum Schluß verdient noch die von der Sächsischen
Maschinenfabrik (vorm. Richard Hartmann) in
Chemnitz ausgestellte Garntrockenmaschine
Man vergleiche die Beschreibung und Abbildung im polytechn. Journal 1870, Bd.
CXCVIII, S. 26. nähere Erwähnung, indem in derselben Garn in Strähnen in rationeller Weise,
rasch und in einem verhältnißmäßig kleinen Raum getrocknet werden kann.
Bis auf das Auflegen der mit Strähnen versehenen Stäbe und Abnehmen derselben beim
Ausgang der Maschine, sind alle Arbeiten selbstthätig.
Die Stäbe mit den Garnsträhnen werden in einen geschlossenen Kasten mittelst zweier
endlosen Ketten eingebracht, in auf- und absteigenden Zickzackgängen
durchgeführt und am anderen Ende der Maschine wieder abgenommen. Die Trocknung
erfolgt hierbei durch erwärmte Luft, welche längs Heizröhren am Boden des Kastens
hinstreicht und mittelst Windflügel zwischen die einzelnen langsam auf- und
absteigenden Reihen der Garnsträhne, entgegengesetzt ihrer Bewegungsrichtung,
getrieben und endlich mit Feuchtigkeit beladen durch eine Abzugsöffnung entfernt
wird.
Damit das Wasser auf dem unteren Strähnetheil sich nicht zusammenziehe und um eine
gleichmäßige Durchtrocknung der einzelnen Strähne zu erleichtern, findet regelmäßig
ein Verhängen des Garnes um einen Theil des Strähnumfanges statt.
49. Richtpresse für Façoneisen,
von der Werkzeugmaschinenfabrik Wagner und Comp. in Dortmund. (Fig. 4 und 5.)
Die Werkzeugmaschinenfabrik Wagner u. Comp. in Dortmund, welche sich in den letzten Jahren
ansehnlich vergrößert hat, brachte unter verschiedenen Arbeitsmaschinen auch solche
für Eisen- und Walzwerke zur Ausstellung, denen man ihre zweckmäßige
Construction und kräftige Ausführung nachrühmen muß.
Ich hebe heute die in Figur 4 und 5 in der Vorder-
und Seitenansicht skizzirte Richtpresse für Façoneisen heraus, welche sich
von den gewöhnlichen Richtmaschinen dadurch unterscheidet, daß hier eine horizontale
starke Schraubenspindel den Druckstempel hin- und herbewegt, je nachdem der
Antrieb der Schraube durch ein Frictionsvorgelege nach rechts oder links
stattfindet.
Wie man aus der Abbildung bequem entnehmen kann, wird die Druckschraube E für die beiden äußersten Stellungen der Frictionsmuffe
D, einmal durch den offenen Riemen auf der Scheibe
B, das andere Mal durch den gekreuzten Riemen auf
der Scheibe C, von der Hauptwelle A durch ein Zahnräderpaar vorwärts oder rückwärts gedreht, in der
Mittellage der Kuppelung D aber unbeweglich bleiben, da
die Riemenscheiben B, C lose auf der Hauptwelle laufen.
Der Hebel G dient zur Umsteuerung der Bewegungen der
Druckschraube.
Das zu richtende Façoneisen wird von der Seite über eine der Rollen H, H zwischen den Preßkopf E' und die Widerlage F, F eingeführt, welche
in einem Stück mit der Bodenplatte gegossen ist. An der dem Preßkopf E' zugekehrten Seite lassen sich verschiedene
Auflagbacken in schwalbenschwanzförmige Führungen einsetzen und festschrauben, je
nach dem Querschnitt der zu richtenden Walzstücke. Zur Erleichterung der
Auswechselung haben die Auflagbacken seitlich Griffe angegossen.
Die Skizzen sind nahezu in 1/27 der natürlichen Größe ausgeführt, wornach sich die
wesentlichsten Abmessungen schätzen lassen.
50. Parallelschraubstock von Thomas Hall
in Northampton (Massachusetts). (Fig. 6–8.)
In meinem zweiten Ausstellungsbericht – erstes Juliheft, S. 11 – habe
ich bereits auf den neuen vortrefflichen Parallelschraubstock des Amerikaners Thomas
Hall aufmerksam gemacht, welcher die
Eigenthümlichkeit besitzt, daß die Verschiebung und Feststellung des vorderen
beweglichen Backens zugleich durch den Griff mit einer
Hand bewerkstelligt werden kann und daß durch dieselbe Griffbewegung der
Schraubstock auch in der horizontalen Ebene festgestellt wird.
Die nähere Einrichtung des interessanten Werkzeuges ist nun aus Figur 6 und 7 zu
entnehmen.
In der Stellung des in beiden Backen A, B
eingeschlossenen Mechanismus läßt sich der bewegliche Backen B an dem Griff C frei nach auswärts ziehen und
hierauf ebenso zurückführen. Der feste Backen A bildet
ein Stück mit der – kreisförmig – ausgedrehten Fußplatte D, mit welcher der ganze Schraubstock um die auf dem
Tische angeschraubte Platte E, E herumgedreht werden kann. Die
Führungsflächen von D und E
sind schräg derart abgedreht, daß das Werkzeug in einer bestimmten Stellung
unverrückbar gehalten wird, wenn ein genügender Druck die Lauffläche der Fußplatte
D gegen jene der Tischplatte E preßt.
Um den Spielraum zwischen D und E reguliren, eventuell den Schraubstock bequem von dem Werktische abnehmen
zu können, ist die Bodenplatte aus zwei Theilen E, E
hergestellt, mittelst Schlitzschrauben auf dem Tische befestigt und mittelst eines
Keiles mehr oder weniger auseinander zu treiben.
In der Tischplatte E ist, gegen Längenverschiebung
geschützt, eine verzahnte Stange a eingelegt.
Die anderen Theile sind mit dem beweglichen Backen B,
beziehungsweise mit dessen Führungsprisma B' in
Verbindung gebracht.
Denkt man sich nun ein Arbeitsstück, welches man in der linken Hand hält, in das
offene Maul des Schraubstockes eingehalten, den beweglichen Backen mittelst des
Griffes C mit der rechten Hand bis zum Anschlag an das
einzuspannende Arbeitsstück verschoben und hierauf sofort den Griff C nach abwärts gedreht, so wird nicht nur das Werkstück
zwischen den Backen fest gepackt, sondern auch der Schraubstock in jener verticalen
Ebene, in welche man denselben ebenfalls mittelst des Griffes C gebracht hat, festgestellt.
Beim Herabdrehen des Griffes C wird nämlich durch die
Drehscheibe F des letzteren die Schubstange b nach links gezogen und zufolge dessen Abschrägung am
rechten Ende das Gelenk c niedergedrückt.
Das Gelenk c preßt zunächst die verzahnte Klinke d in die Zähne der Sperrstange a, und da diese nicht ausweichen kann, so wird auf die Widerlage e ein Druck ausgeübt, in Folge dessen der bewegliche
Backen B mit seinem Führungsprisma B', an welchem der Widerlagsbacken e befestigt ist, soweit als möglich nach rechts
angezogen und das Arbeitsstück im Maul des Schraubstockes fest eingeklemmt wird.
Zugleich wird aber auch die Sperrklinke d mit der
correspondirenden Kraftcomponente vertical nach abwärts gegen die unnachgiebige
Tischplatte E gedrückt, weßhalb der feste Backen A mit seinem Drehring D
einen Zug nach aufwärts erleidet, welcher ein festes Anpressen der schrägen
Drehflächen an D und E und
hierdurch ein Feststehen des Schraubstockes in der passendsten Arbeitsstellung
veranlaßt.
Wenn man nach dem Einspannen den Griff C wieder nach
aufwärts dreht, so kehren die Theile in ihre vorige Ruhelage zurück, indem der Stift
f an der Griffachse F
durch den Hebel g die Sperrklinke d aufhebt, worauf der bewegliche Backen wieder frei verschoben und der Schraubstock nach
Belieben gedreht werden kann.
Statt eines Drehbolzen, welcher durch die Seitenwände des beweglichen Backens
hindurchgeht, hat Hall ein cylinderförmiges Drehstück mit
dem Griff C in Verbindung gebracht, welches auf beiden
Seiten auf Stahlbändern läuft, welche am Backenkörper B
angeschraubt sind. Die Laufflächen der Achse F sind in
Figur 7
mit i, i bezeichnet. Zwischen beiden ist der Cylinder
ausgebrochen, um für die Anbringung der Stange b und des
Auslösestiftes f Platz zu schaffen.
In Folge dieser Anordnung sieht man von außen keine Drehachse von C (Figur 8) und hat man ein
leichtes Mittel an der Hand im Falle einer wachsenden Abnutzung die Stahlbänder
anzuziehen oder auszuwechseln, während bei der gewöhnlichen Anlage des Drehbolzens
ein baldiges Schlottern desselben nicht zu verhüten gewesen wäre.
Nach Allem empfiehlt sich daher der Hall'sche Schraubstock
wegen seiner vorzüglichen Eigenschaften und seiner durchdachten Construction für
alle Fälle, wo keine allzu schwere Bearbeitung mit dem eingespannten Werkstück
vorgenommen wird.
Tafeln