| Titel: | Bandagen-Walzwerk; von E. Daelen. |
| Fundstelle: | Band 215, Jahrgang 1875, S. 492 |
| Download: | XML |
Bandagen-Walzwerk; von E. Daelen.
Aus der Zeitschrift des Vereins deutscher Ingenieure,
1875 S. 27.
Mit Abbildungen auf Taf.
XIII.
Daelen's Bandagenwalzwerk.
Die zur Herstellung von Eisen- und Stahlbandagen in fertig rundem Zustande
dienenden Walzwerke lassen sich nach ihrer Construction in folgende Systeme
eintheilen.
A. Zwei getrennt liegende, durch eine gemeinschaftliche
Dampfmaschine betriebene Walzwerke, deren jedes, außer mit einer flachen Walzenrolle
für die innere Fläche, mit je einer Kaliber- oder Façonwalzenrolle für
die äußere oder Lauffläche der Bandage versehen ist, und von denen das eine als
Vor- und das andere als Fertigwalzwerk dient. Die Bandage wird in derselben
Hitze gewalzt, indem sie aus der Vor- in die Fertigwalze gehoben wird.
B. Walzwerk mit einer flachen und einer
Façonrolle, deren Kaliber der fertigen Bandage entspricht.
C. Walzwerk mit einer flachen und einer Kaliberwalze mit
mehreren Kalibern. Die Bandage wird in die verschiedenen Kaliber durch einen Tisch
gehoben.
D. Walzwerk mit einer flachen Rolle und einer
Façonrolle, welche bogenförmig angestellt wird – derart, daß während
des Walzens die Lauffläche und der Spurkranz der Bandage continuirlich Druck
erhalten.
Außer den erwähnten eigentlichen Walzenrollen sind bei allen Apparaten noch besondere
Leitrollen angebracht.
Die unter A bezeichneten Walzwerke, die älteste
Construction derselben, sind meist stehend angeordnet, so daß die Bandage sich
vertical bewegt, während die übrigen liegend gebaut sind. Das Anstellen der Walzen
geschieht bei den älteren Apparaten nach System A durch
eine besondere kleine Dampfmaschine mittels Radübersetzung und Schraube. Bei den
Apparaten unter B und C wird
zu diesem Zwecke hydraulische Kraft angewendet. Bei den unter A, B und C genannten Walzwerken geschieht der
Druck der Walzen in gerader Richtung, und ist für die eigenthümliche bogenförmige
Bewegung der Façonrolle bei dem System D eine
besondere kleine Dampfmaschine in Anwendung.
Was die Vollkommenheit der oben genannten verschiedenen Systeme betrifft, so ist das
System D, bei welchem die Bandagen auch hochkantig
zwischen horizontalen Walzen Druck erhalten, wohl obenan zu stellen. Ihm folgt dann
das System C, während System B den niedrigsten Stand einnimmt. Ein Apparat dieses Systemes ist zwar der
einfachste und billigste, arbeitet jedoch auch am unvollkommensten, und muß man sich
wundern, daß diese englische Construction auf manchen deutschen Werken sich
einbürgerte. Es mag hierbei wohl der Kostenpunkt maßgebend gewesen sein.
Je vollkommener nun die Construction der genannten Walzwerke ist, um so complicirter
ist indessen dieselbe, was man als einen Vorzug namentlich für Apparate, welche in
einer Eisen- oder Stahlhütte arbeiten, gewiß nicht hervorheben darf. Bei dem
Entwerfen des nachstehend beschriebenen Bandagenwalzwerkes war es mein Bestreben,
eine Maschine zu construiren, welche dem unter C
genannten Walzwerke in seiner Leistung wenigstens gleichkommt, dabei aber nicht viel
theuerer und complicirter ist als das Maschinensystem B.
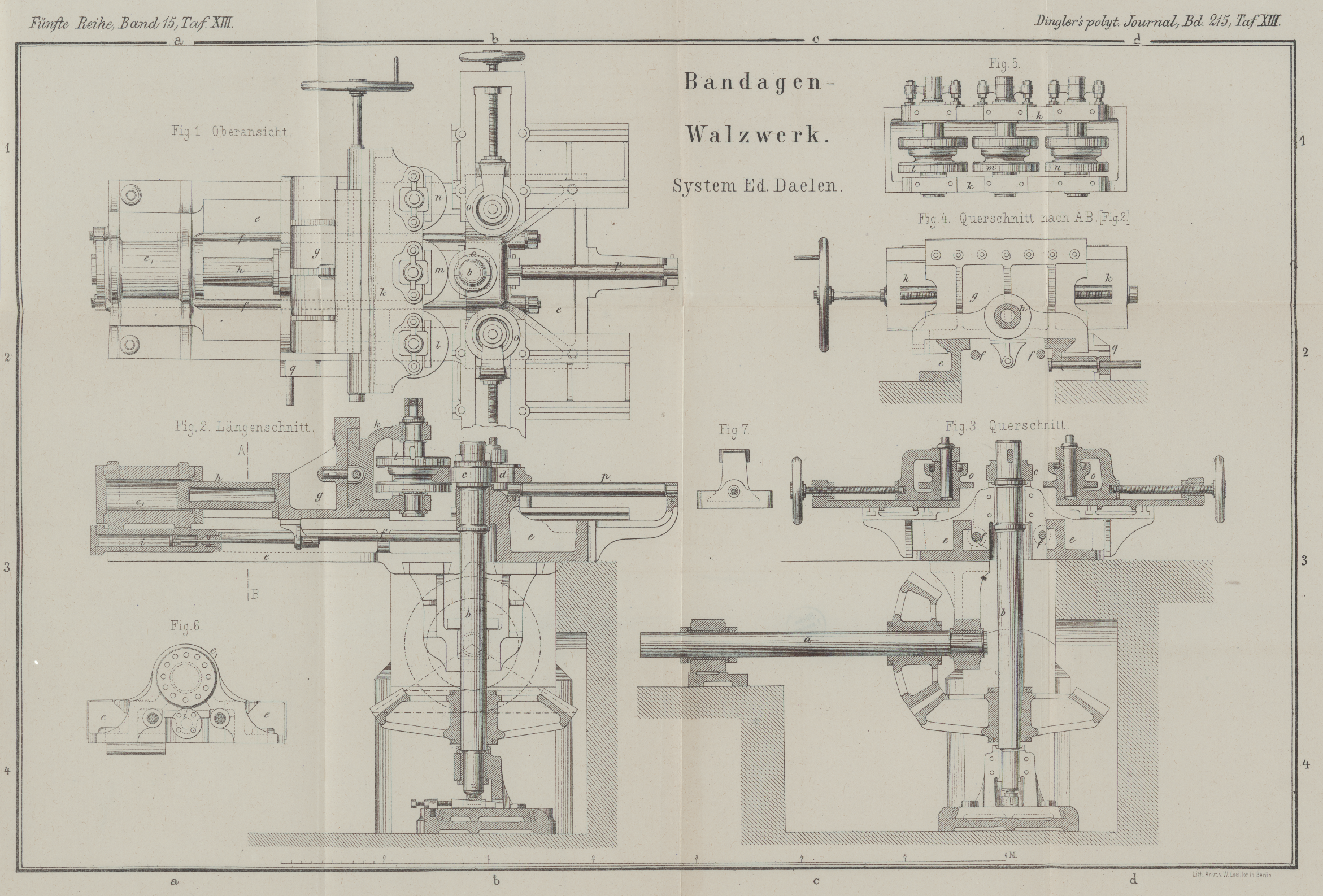
In der Zeichnung stellt Fig. 1 die Oberansicht,
Fig. 2 den
Längenschnitt und Fig. 3 und 4 Querschnitte des
Walzwerkes dar; die Fig. 5, 6 und 7 sind Details, deren Erläuterung sich aus Nachstehendem ergibt.
Es dient zum Betriebe dieses Walzwerkes eine Zwillingsdampfmaschine von 625 Mm.
Cylinderdurchmesser, 940 Mm. Hub und 3 2/3 Kilogrm. Dampfdruck bei 70 Umdrehungen in
der Minute. Die Triebwelle der Dampfmaschine steht mit der Welle a in Verbindung, die ihre Bewegung durch conische Räder
der stehenden Welle b mittheilt, auf welcher die flache
Walzenrolle c für die innere Fläche der Bandage d sich befindet. Die arbeitenden Theile der Maschine
werden gehalten durch ein mit dem hydraulischen Cylinder e₁ aus einem Stücke gegossenes Bett e, welches mit Sicherheitsstangen f versehen
ist. Dieses Bett ist in Fig. 6 [a/4] in der Endansicht dargestellt. In der
Längenrichtung der Maschine bewegt sich, ähnlich dem Support einer Drehbank, ein
Schlitten g, welcher mittels hydraulischen Druckes im
Cylinder e₁ durch den Kolben h vorwärts bewegt wird, während die Rückwärtsbewegung
durch eine mit dem Schlitten g verbundene Kolbenstange
und einen Kolben in dem kleinen Cylinder i ebenfalls
durch hydraulischen Druck bewerkstelligt wird. (Die Hin- und Herbewegung des
Schlittens g kann auch für den Leergang durch das
Zahnrad und die Zahnstange q (Figur 4 [cd/1]) bewerkstelligt werden.) In dem
Supportschlitten g bewegt sich in der Querrichtung der
Maschine der Supportrahmen k, in Figur 5 [cd/1] besonders dargestellt, welcher zur Aufnahme
von drei neben einander liegenden Façonrollen l,
m und n dient. Die
Bewegung des Rahmens k geschieht durch Handrad und
Schraubenspindel in der Art, daß bei Beginn des Walzens zuerst die Rolle l, welche als Vorwalze entsprechend der unter dem
Dampfhammer vorgeschmiedeten Bandage das größte Kaliber hat, der inneren Rolle c gegenüber gestellt ist. Hat die Rolle l die Bandage bis auf einen gewissen Durchmesser
ausgewalzt, so wird der Rahmen vorbewegt, es kommt die zweite Rolle m mit einem engeren Kaliber an die Reihe, und nach
dieser endlich die dritte Rolle n mit dem Fertigkaliber,
von welcher die Bandage, die während des Verschiebens der verschiedenen Kaliber an
derselben Stelle liegen blieb, fertig ausgewalzt die Maschine verläßt. Bemerkt wird
hier noch, daß man die Hin- und Herbewegung des Rahmens k sehr leicht durch die Achse a bewirken könnte.
Die Manipulation des Walzens ist eine einfache, und die Arbeit eine solche, daß die
Bandagen, welche drei Kaliber passirten, allen Anforderungen, die man in Bezug auf
accurate Ausführung stellen kann, genügen. Das Auswechseln der Rollen geschieht ohne
große Mühe und Zeitverlust.
Zur Führung der Bandage sind zwei Leitrollen o, o
angebracht, welche durch Handrad und Schraubenspindel verstellbar sind (vergleiche
hierzu auch Fig.
7 [c/3]). Es ist die Einrichtung getroffen,
daß für Bandagen von großem Durchmesser vier Leitrollen aufgestellt werden können.
Als Unterstützung für die Bandage ist noch die Walze p
angebracht.
Düsseldorf, November 1874.
Tafeln