| Titel: | Vincent's Maschine zur Fabrikation von Bolzen und Nägeln. |
| Fundstelle: | Band 218, Jahrgang 1875, S. 200 |
| Download: | XML |
Vincent's Maschine zur Fabrikation von Bolzen und Nägeln.
Mit Abbildungen auf Taf.
V [c/2].
Vincent's Maschine zur Fabrikation von Bolzen und
Nägeln.
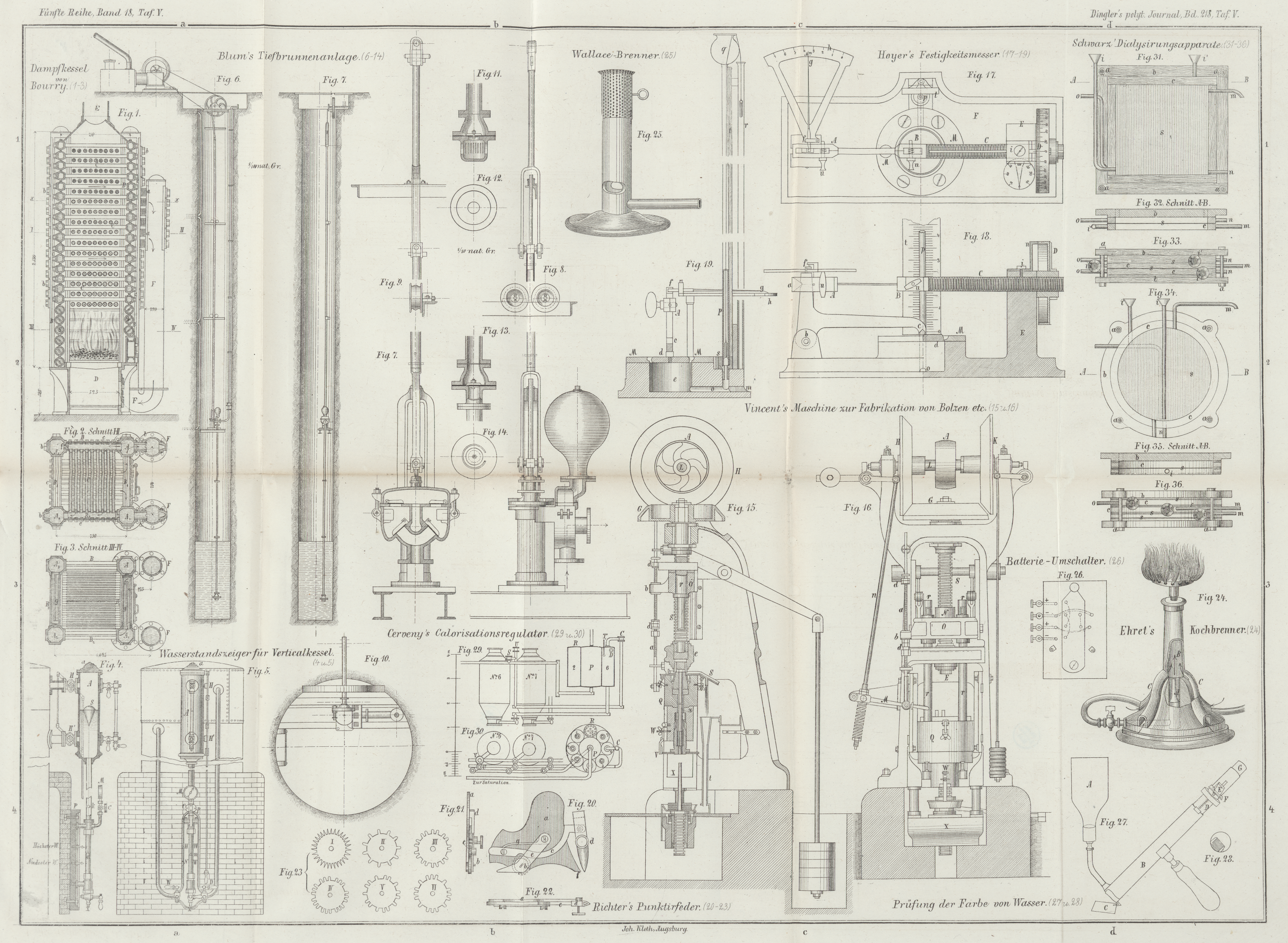
Die wesentlichsten Eigenthümlichkeiten der in Fig. 15 und 16 nach dem
Engineer, August 1875 S. 92 gezeichneten
Bolzenpresse liegen 1) in der Anwendung einer Schraubenspindel mit
Frictionsradvorgelege zur Bewegung der Stempel (analog dem Spindelwerk zum Prägen; vergl. den ähnlichen
Antrieb der Byl'schen Maschine in diesem Journal, 1870 196 417); 2) in der Anordnung der Stempel, von denen der obere fest im
Gestelle liegt, während der Unterstempel mit dem eingesteckten, zu köpfenden
Eisenstück eine auf und nieder gehende Bewegung erhält, so daß derselbe beim Aufgang
gegen den festen Oberstempel trifft, bei seinem Niedergange aber den fertigen Bolzen
durch eine Ausstoßvorrichtung auswerfen läßt; endlich 3) in der Möglichkeit, den
auszuübenden Druck nach der Größe des Bolzenkopfes zu reguliren und die Maschine von
Hand oder selbstthätig zu steuern.
Hiernach sind zur Erklärung der in beiden Ansichten mit gleichen Buchstaben
bezeichneten Haupttheile der Maschine wenige Worte nöthig.
Die durch Riemenscheibe A und Frictionsradvorgelege G, H und K abwechselnd nach
links oder rechts gedrehte Schraubenspindel S hebt oder
senkt alternirend das Querhaupt O (in welchem die
Schraubenmutter N fest eingelassen ist) und gleichzeitig
den mit O durch Zugstangen r,
r verbundenen Unterstempel Q, wodurch derselbe
beim Hochgange gegen den im Gerüst befestigten Oberstempel E angedrückt, beim Niedergange gegen die Ausstoßvorrichtung X geführt wird.
Ist der Unterstempel in seiner tiefsten Lage (Fig. 16), so wird in
denselben der am Kopfende angewärmte Eisenstab eingesteckt, welcher bei der
nächstfolgenden Druckgebung (beim Aufgang des Unterstempels) bis auf den
Anschlagzapfen x herabgeschoben und durch den
Oberstempel angeköpft wird. Die Lage des Zapfens x und
damit die Länge des zu fertigenden Bolzens kann durch Schraube und Handrad V regulirt werden, welch letzteres am äußeren Rand
gezahnt ist und durch eine Federfalle W in der
gewünschten Stellung erhalten wird. Der Ausstoßzapfen X
kann ebenfalls mittels Schraube passend eingestellt werden.
Die Umsteuerung der Maschine erfolgt entweder von Hand mit Hilfe des Hebels M, oder selbstthätig durch denselben Hebel in Verbindung
mit dem Steuerungsmechanismus a, b und d. Die mit Schraubengewinde versehene Stange a ist parallel zur Spindel S
(links am Gerüst) verschiebbar angebracht. Ein am Querhaupt O angesetzter Vorsprung stößt abwechselnd gegen die Muttern d, d, welche auf der Steuerstange a beliebig verstellt werden können, und verschiebt hierbei durch den
Steuerungshebel M und die Zugstange n die Antriebswelle L, so
daß die Frictionsräder G, H und G, K abwechselnd in Eingriff kommen – früher oder später, je nach
der Lage der Anschlagmuttern d.
Die fertigen Bolzen werden durch einen Wasserstrahl abgekühlt, dessen Ueberlauf in
einen Trog gesammelt und durch einen Trichter t
abgelassen wird, und
hierauf über die Rinne S in den Behälter B abgeworfen.
Alle beweglichen Theile der Maschine sind, wie aus den Abbildungen zu ersehen,
entsprechend ausbalancirt.
J.
Tafeln