| Titel: | Hartnell's Maschinen zur Bearbeitung von Schraubenmuttern. |
| Fundstelle: | Band 224, Jahrgang 1877, Nr. , S. 378 |
| Download: | XML |
Hartnell's Maschinen zur Bearbeitung von Schraubenmuttern.
Mit Abbildungen auf Taf.
IX (b.d/1).
Hartnell's Maschinen zur Bearbeitung von
Schraubenmuttern.
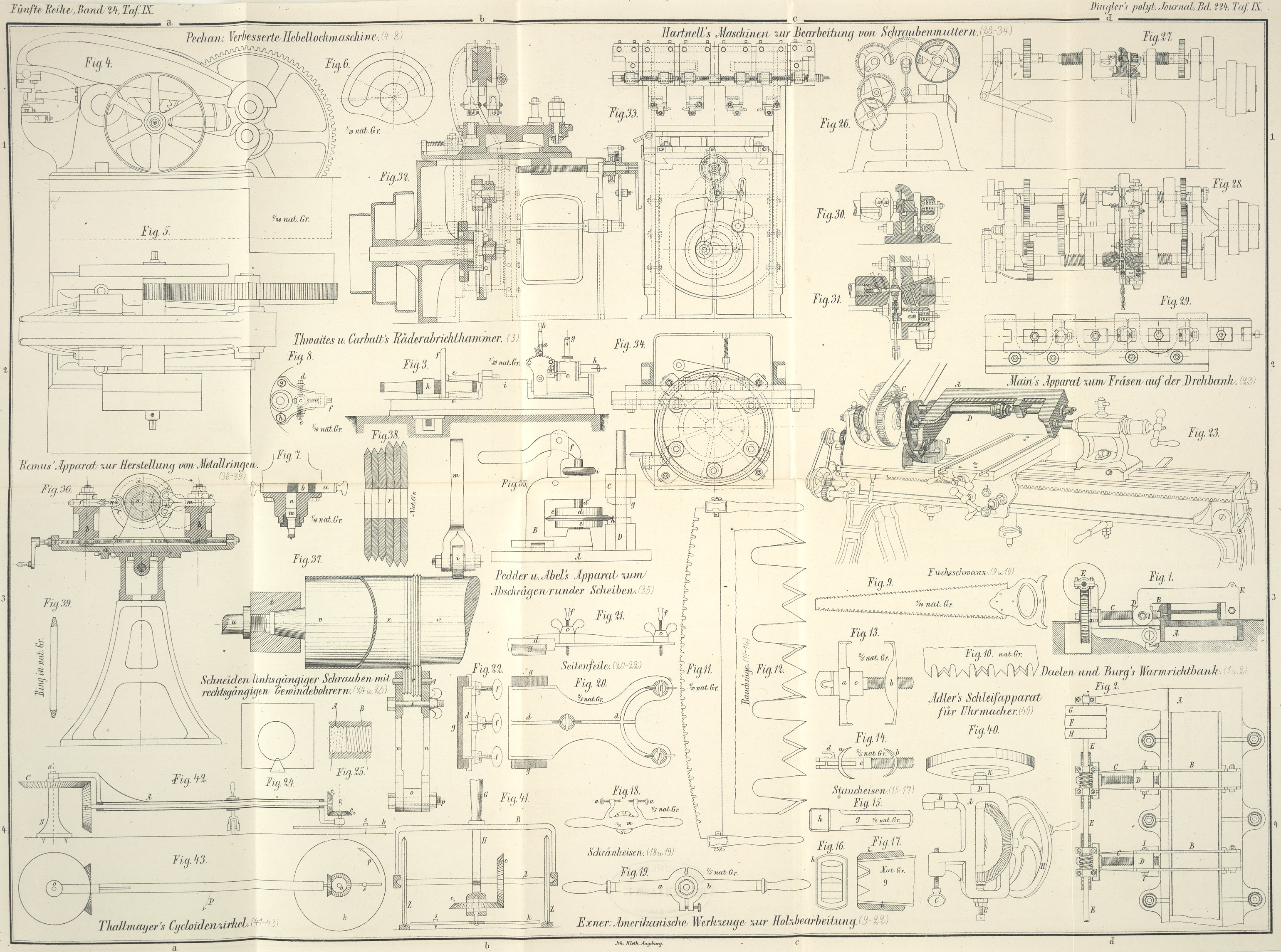
Zur vollständigen Bearbeitung von Schraubenmuttern genügen die zwei in den Figuren 26 bis
34 (nach
Engineering, 1876 Bd. 21 S. 365) abgebildeten, nach
Wilson Hartnell's Patent in der Maschinenfabrik von Embleton, Mackenzie und Walton, in Leeds ausgeführten Maschinen. Jede derselben enthält so viele Werkzeuge, als
zur vollständigen Ausführung der von ihr verlangten Verrichtungen erforderlich sind,
so daß die zu bearbeitenden, roh vorgeschmiedeten oder gepreßten Muttern in jede
Maschine nur ein einziges Mal eingespannt zu werden brauchen und an einer Seite der
Maschine eingeführt, auf der andern Seite derselben fertig bearbeitet heraustreten.
Beide sind ferner so eingerichtet, daß alle Werkzeuge gleichzeitig arbeiten und das
Einspannen der Muttern außerhalb ihres Arbeitsbereiches erfolgt.
Die erste Maschine ist in den Figuren 26 bis 31
dargestellt; sie hat die Aufgabe, die Muttern zu bohren, mit Gewinde zu versehen und
beiderseits abzudrehen. Auf dem breiten Bette derselben sind fünf Spindeln gelagert,
wovon die vier äußern, in Figur 28 im Grundrisse
gezeichneten, an den der Bettmitte zugekehrten Enden mit Messerköpfen versehenen
Spindeln gemeinschaftlich das beiderseitige Abdrehen der Muttern besorgen. Eine
dieser Spindeln (die links vorn liegende) besorgt überdies das Bohren der Mutter und
ist zu diesem Zwecke im Mittel des Messerkopfes noch mit einem Bohrer versehen, wie
aus den Figuren
28 und 31 zu entnehmen ist, welche zugleich die Construction der Messerköpfe
zeigen. Die fünfte links im Mittel des Bettes befindliche Spindel nimmt den
Gewindebohrer auf und besorgt das Schneiden der Mutter; sie wird mittels eines
Hebels von Hand gesteuert, während die Steuerung der andern vier Spindeln
selbstthätig erfolgt. Innerhalb des Bettes liegt die Antriebwelle, die an ihrem
vorstehenden Ende eine Riemenscheibe und eine Stufenscheibe trägt, durch welch
letztere sie vom Deckenvorgelege aus in Umdrehung versetzt wird, während sie durch
erstere die so erhaltene Bewegung auf eine über der Maschine gelagerte, in der
Zeichnung nicht ersichtliche Zwischenwelle überträgt. Von dieser erfolgt der Antrieb
der vier äußern Spindeln mittels der darauf festgekeilten Riemenscheiben, welche bei
den rückwärtigen Spindeln innerhalb ihrer Lager, dagegen bei den vordern außerhalb
derselben auf ihren freien Enden angebracht sind. Die mittlere, mit dem
Gewindebohrer versehene Spindel wird von der innerhalb des Bettes liegenden
Antriebwelle durch Räderübersetzung umgedreht, und da das auf dieser Spindel
aufgekeilte Stirnrad die bedeutende achsiale Verschiebung derselben mitmacht, ist
das Getriebe auf der Antriebwelle mit entsprechend breiten Zähnen versehen.
Die selbstthätige Steuerung der vier äußern Spindeln wird auf folgende Weise
bewerkstelligt: Jede derselben trägt innerhalb des äußern Lagers ein lose
aufgestecktes Stirnrad (Steuerrad), welches einerseits an einen Stellring oder an
die Nabe der Riemenscheibe, anderseits an die vorstehende verstellbare Lagerbüchse anläuft, an
deren Stirnfläche sich eine theilweise schraubenförmige, theilweise ebene
Steuerfläche befindet. Das Steuerrad der links vorn liegenden Spindel, welche die
größte Längenverschiebung besitzt, hat eine Laufrolle an der Nabe, während die
andern drei Steuerräder mit einem fixen Vorsprunge an der Steuerfläche anliegen.
Durch Spiralfedern, welche sich einerseits an das innere Lager, anderseits bei den
zwei vordern Spindeln am Stellringe, bei den rückwärtigen an die Naben der
Riemenscheiben anstemmen, werden die Spindeln an die Steuerräder, mithin an die
Steuerflächen der verstellbaren Lagerbüchsen angedrückt und daher beim Rotiren der
Steuerräder der Steigung der Steuerflächen entsprechend vorgeschoben oder
zurückgezogen. Der Antrieb der Steueräder erfolgt durch Vermittlung zweier auf der
Antriebwelle innerhalb des Bettes lose laufender Uebertragungsräder, welche durch
eingeschaltete Räderübersetzung von einem über das freie Ende der links rückwärts
befindlichen Spindel und über die darunter seitwärts liegende Riemenscheibe gelegten
Riemen in Umdrehung versetzt werden. Der Vorschub der Spindeln erfolgt erst rasch
bis an die zu bearbeitende Mutter heran, dann langsam während der Verrichtung ihrer
Arbeit und endlich rasch zurück, worauf eine kleine Pause eintritt, welche
hinreicht, die in der Maschine befindlichen Muttern um eine Stufe weiter zu
bringen.
Die Muttern sind in vier schieberförmige Platten eingespannt, welche in einem auf dem
Bette der Maschine aufgeschraubten Quersupporte geführt sind. Dieser ist in Figur 29 in
der Ansicht gezeichnet; seine Detailconstruction, sowie jene der vier
Einspannplatten ist aus den Figuren 28, 30 und 31
ersichtlich. Jede Einspannplatte nimmt nach einander vier Positionen ein: Die erste
außerhalb des Arbeitsbereiches der Werkzeuge an der Stirnseite des Quersupportes, wo
die zu bearbeitenden Muttern eingeführt werden; die zweite zwischen den beiden
vordern Spindeln, welche beiderseits einen Schroppspan von der Mutter herunterdrehen
und wovon die eine die Mutter ausbohrt; die dritte vor der Spindel mit dem
Gewindebohrer, in welcher das Gewinde in die Mutter geschnitten wird, und endlich
die vierte Stellung zwischen den beiden rückwärtigen Spindeln, welche die Mutter
beiderseits fertig abdrehen. Danach fällt die Einspannplatte mit der so weit fertig
bearbeiteten Mutter aus dem Quersupporte heraus und kommt durch eine hier nicht
gezeichnete Rinne wieder auf die Vorderseite der Maschine, um vom Arbeiter
neuerdings in den Quersupport eingeführt und mit einer rohen Mutter versehen zu
werden. Jede Einspannplatte hat ein Paar Backen zum Halten der Mutter und überdies
einen verstellbaren Backen, durch welchen das stärkere Ende der Einspannschraube geht, das
ein Gewinde mit nur halb so großer Steigung besitzt als das schwächere zum Klemmen
der Mutter dienende Ende derselben. In diesen verstellbaren Backen befindet sich ein
Einschnitt, in welchen, wie in Fig. 30 und 31 ersichlich,
die keilförmige Leiste eines Arretirungsstiftes eingreift; letzterer wird durch
einen mittels eines Gewichtes nach abwärts gezogenen Keil gegen die Einspannplatte
angedrückt und arretirt sie in einer bestimmten Stellung. Solcher Arretirungsstifte
sind im Quersupporte drei vorhanden; in Figur 28 sind jedoch nur
zwei gezeichnet, und es ist der mittlere weggelassen worden, um eine der vier
Anzugschrauben sehen zu lassen, welche zum Festspannen einer dem Quersupporte
entlang geführten Leiste dienen, die in Figur 29 unterhalb der
Einspannplatten liegend ersichtlich ist und zum gleichzeitigen Feststellen aller
vier Einspannplatten dient. Auf der im Quersupporte gelagerten Querwelle ist ein in
Figur 27
nur theilweise gezeichneter Handhebel an der Arbeitsseite der Maschine aufgekeilt.
Ueberdies befinden sich auf derselben drei kurze Hebel, die mit Daumen zur Aufhebung
der Keile und zur Bewegung der lose auf derselben befindlichen drei Rückzugshebel
versehen sind, welch letztere, wie in Figur 30 ersichtlich ist,
die Arretirungsstifte gegen den Druck ihrer Spiralfedern aus den Einschnitten der
verstellbaren Backen zurückziehen, um die Verschiebung der Einspannplatten zu
gestatten. Diese Querwelle trägt ferner noch vier Excenterscheiben, welche das
gleichzeitige Spannen oder Lösen der vier Anzugschrauben besorgen und so angeordnet
sind, daß zum Spannen nur eine Viertelumdrehung des Handhebels nach aufwärts, zum
Lösen also dieselbe Bewegung nach abwärts erforderlich ist.
Die Arbeit geht bei dieser Maschine in folgender Weise vor sich: Alle fünf Spindeln
rotiren und werden in der vorbeschriebenen Weise continuirlich vorwärts und
rückwärts bewegt. Ist der Gewindebohrer durch die Mutter hindurch gegangen, so wird
er aus der Spindel herausgenommen. In diesem Augenblicke beginnen die vier äußern
Spindeln ihren Rückgang; der Handhebel wird um eine Vierteldrehung nach abwärts
bewegt und die am vordern Ende des Quersupportes noch außerhalb des Bereiches der
Werkzeuge befindliche Einspannplatte bis zum Bohrer vorgeschoben, wodurch auch die
übrigen Einspannplatten zum nächsten Werkzeuge vorrücken müssen und die letzte
derselben aus der Maschine herausfällt. Ist dies geschehen, so wird der Handhebel
wieder abwärts bewegt, wodurch die Einspannplatten in ihrer neuen Position
festgestellt werden. Hierauf wird der Gewindebohrer wieder in die mittlere Spindel
eingesetzt, und es gehen sämmtliche Verrichtungen in bereits angedeuteter Weise
neuerdings vor sich; der Arbeiter setzt inzwischen eine neue Mutter in den eben in den
Quersupport eingeführten Schlitten und wartet dann, bis der Gewindebohrer durch die
Mutter hindurchgegangen ist.
Auf diese Weise wird das Gewinde in jede Mutter genau senkrecht zu den angedrehten
Grundflächen geschnitten, und da die Schlichtmesser in den beiden rückwärtigen
Spindeln nur einmal adjustirt zu werden brauchen und nur geringer Abnutzung
unterliegen, so werden alle Muttern dieselben Dimensionen aufweisen und gleichzeitig
sehr rein abgedreht. Hierbei ist die für die sechs verschiedenen zur vollständigen
Bearbeitung einer Mutter erforderlichen Verrichtungen benöthigte Zeit bedeutend
reducirt und beträgt für eine Mutter von 16mm nur etwa 40 Secunden.
Die in den Figuren
26 bis 31 gezeichnete Maschine bearbeitet Muttern bis 20mm.
Die zweite der hier in Rede stehenden Maschinen, welche in den Figuren 32 bis 34 dargestellt
ist, dient zum Bestoßen der Sechseckflächen der Schraubenmuttern und ist zu diesem
Zwecke mit drei Paar gleichzeitig arbeitenden Werkzeugen ausgerüstet, wovon jedes
Paar zwei einander gegenüber liegende Sechseckflächen bearbeitet. Bei den bekannten,
gewöhnlich gebräuchlichen Mutternstoßmaschinen ist nur ein Paar solcher Werkzeuge in
Verwendung, und die auf einen Dorn gespannte Mutter wird, nachdem zwei gegenüber
liegende Flächen bestoßen wurden, um 1/6 weiter gedreht, wonach zwei andere Flächen
derselben Mutter von denselben Werkzeugen bestoßen werden; nach einer weitern Sechsteldrehung
werden endlich die letzten zwei Flächen bestoßen, und so jede Mutter von dem einen Paar Werkzeuge fertig gemacht. Bei der
Hartnell'schen Maschine aber werden die Muttern auf sechs gleichweit von einander
abstehende Dorne eines kreisrunden Supporttisches aufgespannt und es befinden sich
zwischen den Werkzeugen gleichzeitig drei Dorne, also drei zu bestoßende Muttern,
wovon jede zwei andere Sechseckflächen zur Bearbeitung darbietet. Es werden so drei
Paar Sechseckflächen auf einmal bestoßen, welche an eine einzige Mutter gedacht,
alle sechs Flächen derselben repräsentiren würden. Wird darauf der Supporttisch um
1/6 im Kreise weiter gedreht, so rücken die Muttern vor und bieten dem nächsten
Werkzeugpaar bei der geradlinigen Vorwärts- oder Rückwärtsbewegung des
Tisches das nächste Paar ihrer Sechseckflächen zur Bearbeitung; eine weitere 1/6
Drehung des Tisches bringt endlich das letzte Flächenpaar einer Mutter zwischen das
letzte Werkzeugpaar. Bei noch einer weitern Sechsteldrehung tritt die fertige Mutter
aus dem Arbeitsbereiche der Werkzeuge heraus und kann, ohne daß die Maschine
angehalten zu werden
braucht, vom Dorne entfernt werden. Nach Entfernung der Mutter ist dem Arbeiter
dadurch, daß stets nur drei Dorne zwischen den Werkzeugen stehen, noch hinreichend
Zeit geboten, eine neue Mutter auf den eben frei gewordenen Dorn zu spannen, wonach
sich das eben beschriebene Spiel continuirlich fortsetzt. Die genau wie bei den
gewöhnlich gebräuchlichen Mutternstoßmaschinen construirten Werkzeughalter und
Werkzeugschlitten sind hier an einem entsprechend breiten, beiderseits mit
Führungsprismen versehenen, gemeinsamen Quersupporte ebenso wie dort mittels
rechts- und linksgängiger Schraube verstellbar. Der bei ersterer nach
aufwärts gehende Stoß ist hier in zwei Arme getheilt, welche, oben durch den
Quersupport verbunden, beiderseits des Bettes herabgehend an diesem in Prismen
geführt und unten durch ein das Bett durchdringendes kräftiges Querstück verbunden
sind. Auf letzteres wird die aufwärts und abwärts gehende Bewegung von der im Bette
gelagerten Schlitzkurbelscheibe mittels Schubstange übertragen. Die Vorwärts-
und Rückwärtsbewegung des Supporttisches erfolgt selbstthätig in der bekannten Weise
von der hinter der Kurbelscheibe sitzenden Steuernuthscheibe mittels Zugstange,
Steuerhebel und Sperrkegel. Der Antrieb geschieht durch die Stufenscheibe. Es werden
auch bei dieser Maschine stets zwei oder mehr Muttern auf einen Dorn gespannt.
Die hier gezeichnete Maschine bestoßt Muttern bis zu 38mm. Der Stoß hat 100mm Hub.
J. P.
Tafeln