| Titel: | Remus' Apparat zur Herstellung metallener Dichtungsringe ohne Nath. |
| Fundstelle: | Band 224, Jahrgang 1877, Nr. , S. 384 |
| Download: | XML |
Remus' Apparat zur
Herstellung metallener Dichtungsringe ohne Nath.
Mit Abbildungen auf Taf.
IX [a/3]
Mittheilung aus dem Internationalen Patent-
und Technischen Bureau von J.
Brandt und G. W. v.
Nawrocki in Berlin.
Remus' Apparat zur Herstellung metallener Dichtungsringe ohne
Nath.
Der Fabrikant Remus in Lodz hat zur Herstellung der in
diesem Journal, 1877 223 437 kurz beschriebenen
Dichtungsringe für Dampfleitungen mit hohem Drucke, Wasserleitungen u. s. w. aus
Kupfer, Zink, Blei oder andern weichen Metallen, in einem Stück ohne Löthung, einen
Apparat von einfacher Construction ausgeführt, welcher sich an jeder beliebigen
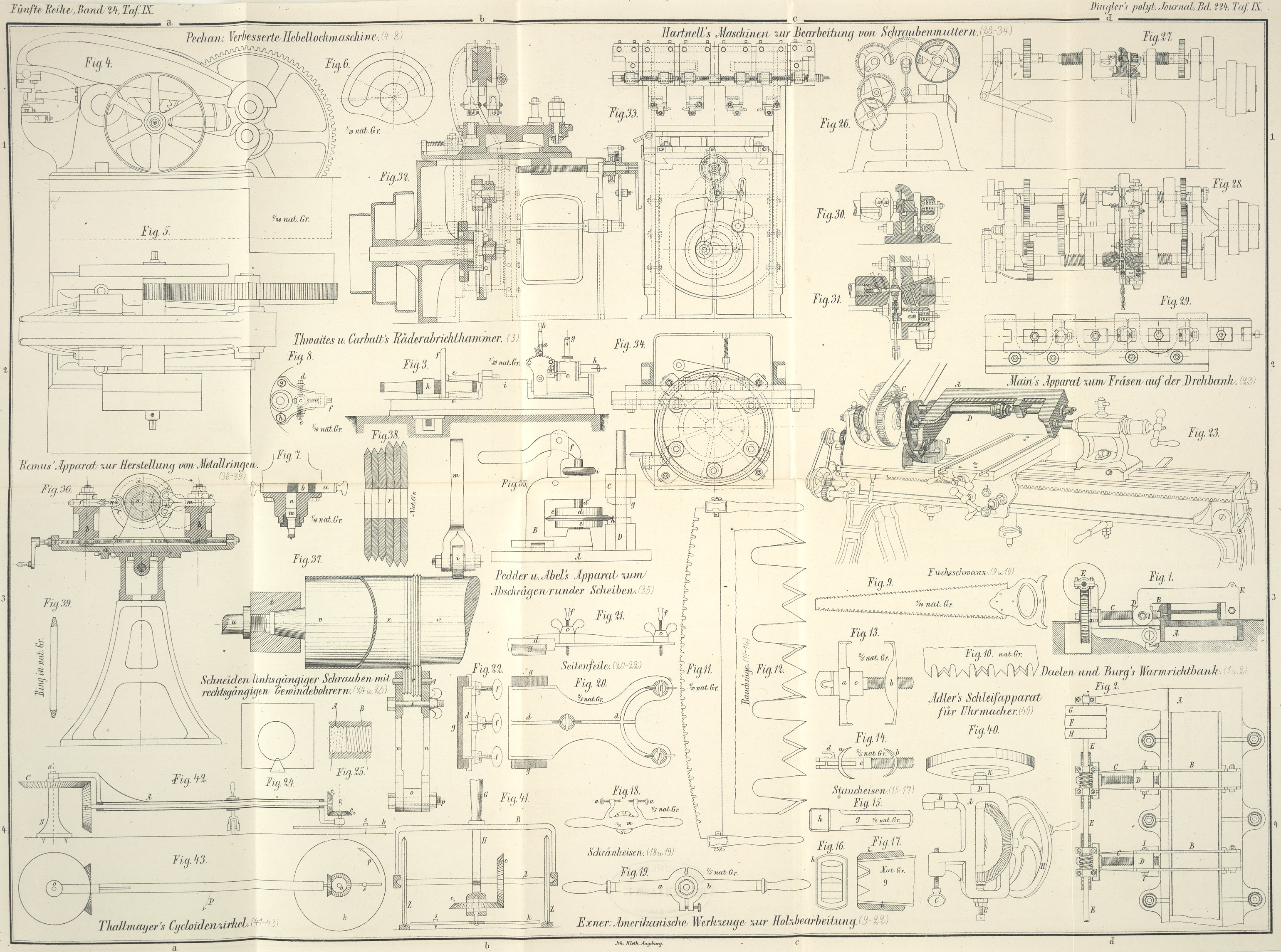
Drehbank anbringen läßt. Auf dem gewöhnlichen Drehbankbette wird der Schlitten a (Fig. 36) angebracht, auf
welchem die beiden Supporttheile b, b1 mittels der Spindel c
verschiebbar sind; letztere ist mit rechtem und linkem Gewinde versehen, so daß sich
je nach deren Drehung rechts oder links die beiden Supporttheile b, b1 einander nähern
oder von einander entfernen.
Das Supporttheil b trägt bei f mittels gewöhnlicher Einspannung e zwei
Schienen n (Fig. 37), welche hinten
durch ein Zwischenstück o mittels Schraube p verbunden sind, vorn aber bei r auf einem gehärteten Stahlbolzen q sechs
gehärtete, zugeschärfte Stahlscheiben enthalten und hinter diesen von einer Schraube
s mittels Flügelmutter zusammengehalten werden.
Diese Stahlscheiben, von denen die ersten drei, neben einander liegenden im
Durchmesser etwas kleiner sind als die folgenden, sind in Figur 38 im Querschnitte
in natürlicher Größe abgebildet.
Der Supporttheil b1
enthält, in derselben Weise eingespannt, eine mit zwei Druckrollen i versehene Gabel m.
Von einem Futter t, welches auf die Drehbankspindel u aufgeschraubt ist, wird der Stahldorn v mittels seines conischen Endes gehalten, während von
der andern Seite der Reitstock gegen denselben angeschoben ist. Auf diesem Dorn ist
das Metallrohr x von 2 bis 3mm Stärke und ca. 300mm Länge festgekeilt,
und geschieht das Abstechen der Ringe, wie folgt:
Die Gabel m mit den Druckrollen i wird im Supporttheile b1, so eingespannt, daß letztere gegen den Dorn v anlaufen, während die Rollen r durch Drehen der Spindel c fest gegen das
Metallrohr x angepreßt werden. Dadurch drücken sich die
Stahlscheiben r in das Rohr, bis sie schließlich Ringe
von dreieckförmigem Querschnitte abdrücken, deren einer in Figur 39 im Durchschnitte
dargestellt ist. Dabei wird die Flügelmutter der Schraube s etwas gelüftet, um den Scheiben r Spielraum
zu gewähren und hierdurch das Abdrücken zu erleichtern.
Auf diese Weise werden drei Ringe gleichzeitig abgedrückt, während die drei Scheiben
von kleinerem Durchmesser die nächsten drei Ringe vorzeichnen. Je nach der Größe der
Drehbank können so Ringe von 25mm bis 500mm Durchmesser abgedrückt werden, die vollkommen rund durch ihre
eigenthümliche Form zum Dichten jeder Art Dampfcylinder und Dampfleitungen,
Wasserwerkspumpen, Wasserleitungsröhren u. s. w. bei billigem Preise vorzüglich
geeignet sind.
Auf einer Drehbank können mit diesem Apparate täglich 1500 Ringe mittlerer Größe
hergestellt werden.
Den Vertrieb der Patentdichtungsringe hat die oben bezeichnete Firma übernommen.
J. P.
Tafeln