| Titel: | Scharnberg's Vorrichtung zum Fräsen von sich verjüngenden Profilen; von Franz Quatram, Ingenieur zu Berlin. |
| Autor: | Franz Quatram |
| Fundstelle: | Band 226, Jahrgang 1877, S. 468 |
| Download: | XML |
Scharnberg's Vorrichtung zum
Fräsen von sich verjüngenden Profilen; von Franz Quatram, Ingenieur zu
Berlin.
Mit Abbildungen auf Taf. X [a.c/1].
Scharnberg's Fräsvorrichtung für sich
verjüngenden Profile.
Unter den wenigen Werkzeugmaschinen, welche beim Kaiserlich
Deutschen Patentamt bis jetzt zur Patentirung angemeldet sind
und von denen Zeichnung und Beschreibung gegenwärtig zur
Einsicht für Jedermann ausliegen, verdient die unter Nr. 125 am
30. August d. J. vom Mechaniker C. Scharnberg angemeldete Vorrichtung zum Fräsen von sich
verjüngenden Profilen wohl die meiste Aufmerksamkeit, sowie eine
weiter gehende Betrachtung, als die spärlich bemessene
Beschreibung des Patentsuchers enthält.
Die Scharnberg'sche Vorrichtung löst die gestellte Aufgabe, eine
wirklich conische Fräsung in einer Operation herzustellen, an
welcher schon viele Constructeure sich mit nur mangelhaftem
Erfolg versucht haben, nicht nur ausreichend vollkommen, sondern
erlaubt zugleich eine solche Menge mannigfaltig wechselnder
Gebilde zu erzeugen, daß ihr wohl der Name einer
Universal-Fräsevorrichtung zukommen dürfte. Vorliegende Arbeit,
ein Auszug der Patentbeschreibung mit daran geknüpfter weiterer
Erläuterung der Wirkungsweise, wird die Wahrheit des Gesagten
darthun und wohl allgemein so viel Interesse erregen, daß die
Veröffentlichung derselben gerechtfertigt erscheint.
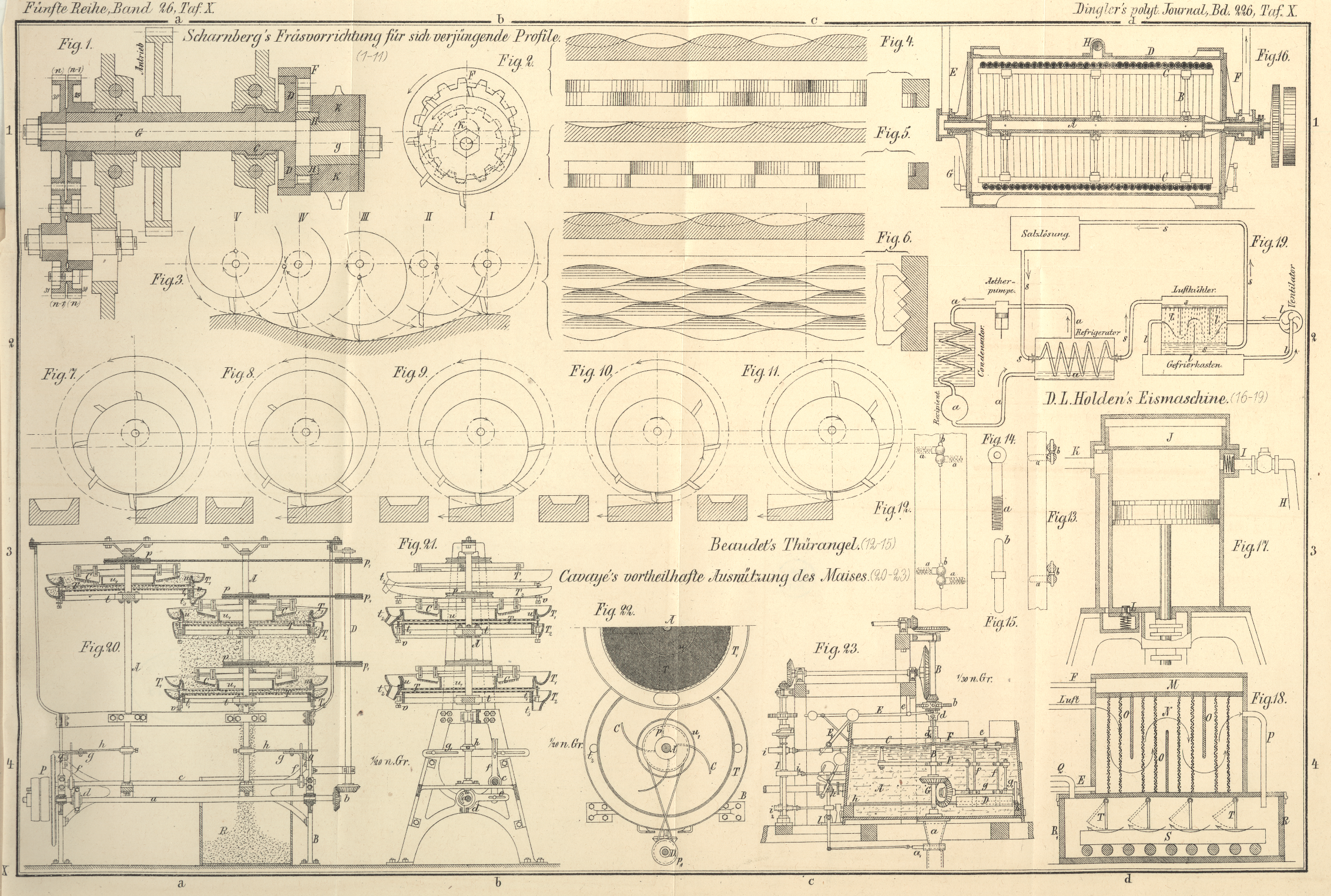
Fig. 1 und 2 stellen
die Vorrichtung ihrem wesentlichen Inhalte nach dar. In der
hohlen Messerkopfwelle C, welche an
dem einen Ende in eine Scheibe D mit
dem Hohlradkranz F ausläuft,
befindet sich eine massive Welle G
mit dem excentrischen Zapfen g, um
welchen ein Zahnrad H drehbar
befestigt ist, dessen Zähne in das Hohlrad F eingreifen und dessen Nabe den
Messerkopf K trägt. Durch ein
passend gewähltes Rädervorgelege auf der dem Messerkopf
abgewendeten Seite, dessen Einzelräder je nach Bedürfniß gegen
solche mit andern Zähnezahlen ausgewechselt werden können, wird
erreicht, daß die äußere hohle Welle 900 (= n₂) Umdrehungen macht, während
die innere massive Welle deren nur 899 (= n₂ – 1) ausführt. Hierdurch wird erreicht,
daß bei je 900 Umdrehungen des Messerkopfes die innere Welle um
eine Umdrehung zurückbleibt, oder, was dasselbe ist, sich einmal
relativ rückwärts dreht, wodurch das Zahnrad H mit dem daran befestigten Messerkopf
sich in dem Hohlrad F abrollt. Der
Messerkopf dreht sich daher um eine zur Welle C excentrische Achse, während er
zugleich die Bewegung dieser Hauptwelle mitmacht.
Bei einmaligem Abrollen des Messerkopfzahnrades im Hohlrad wird
aber die Schneide irgend eines der eingespannten Messer sich
einmal aus seiner äußersten Lage allmälig der Hauptachse um die
doppelte Excentricität nähern und sich einmal ebenso allmälig um
dieselbe Größe wieder von derselben entfernen; d.h. die
Messerkreisdurchmesser werden bei fortschreitender Rotation des
Systems periodisch ab- und zunehmen, also gewissermaßen
schwingen. Die Schwingungsamplitude ist für die Kreise aller
eingespannten Messer dieselbe und gleich der Excentricität, oder
dem Abstand der Messerkopfnebenachse von der Hauptachse.
Soweit die Construction der Vorrichtung, deren Wirkungsweise aus
dem Folgenden leicht zu ersehen sein wird.
Denkt man sich bei nur einem eingespanntem Messer das
Arbeitsobject langsam in einer geraden Linie vorgeschoben,
welche eine feste Lage gegen die Hauptdrehungsachse hat, so wird
dem Vorstehenden gemäß, und wie Fig. 3
zeigt, die Fräsung oder Kehlung keiner geraden, sondern einer
wellenförmigen Linie folgen. Die Vorschubgeschwindigkeit des
Werkstückes, sowie die Umsetzungsverhältnisse in dem
Rädervorgelege und dem Hohlrade bedingen die Länge einer Welle.
Ist das eingesetzte Messer von rechteckiger Grundform, so wird
die Kehlung überall gleich breit sein; ist dasselbe jedoch unten
schmäler wie oben am Wurzelende, so wird auch die Kehlung in
Oberansicht scheinbar allmälig verjüngt, und zwar um so schmäler
werden, je mehr die Messerwurzel sich von der geradlinigen
Oberfläche des Werkstückes entfernt.
Setzt man zwei Messer von gleicher Form ein, welche sich
diametral gegenüber stehen, jedoch so gegen einander verschoben
sind, daß die beiden Kehlungen neben einander vollführt werden,
so befinden sich die Messerkreisdurchmesser stets in
entgegengesetzter Schwingungsphase, und es entstehen je nach der
Entfernung des Arbeitsobjectes, sowie je nach der Messerform
Muster wie die in Fig. 4 bis
6 angedeuteten. Daß mit drei und mehr Messern, welche
gleichmäßig oder ungleichmäßig auf dem Messerkopf vertheilt
sind, und deren Formen congruent oder nicht congruent sind, sich
die verschiedenartigsten Combinationen bilden und die
mannigfaltigsten Muster herstellen lassen, braucht wohl blos
erwähnt zu werden. Es ist hier der Erfindungsgabe des
Constructeurs, sowie dem Geschmack des Fabrikanten das weiteste
Feld eröffnet.
Wie mit dem vorbeschriebenen Messerkopf eine conische Fräsung,
oder eine solche mit sich verjüngenden, doch geometrisch
ähnlichen Profilen hergestellt werden kann, ergibt sich aus
nachstehender Betrachtung. Setzt man zunächst zwei sich nach der
Wurzel hin verbreiternde Messer, welche einander geometrisch
ähnlich sind, und von denen das folgende etwas kleiner
wie das vorhergehende ist, in den Messerkopf ein, so werden die
beiden Messerkreisdurchmesser zwar in gleicher Weise periodisch
zu- und abnehmen, doch wird der eine Kreis stets um die
Differenz der Messerlängen größer sein als der andere, wenn
dieser sich in derselben Schwingungsphase befindet wie jener.
Setzt man ferner die beiden Messer nicht gegen einander
verschoben, sondern so ein, daß die mittleren Messerkreisebenen
in einander fallen, und bringt man dieselben außerdem in eine
solche Winkelentfernung von einander, daß die Spitze des
vorangehenden größeren Messers, dessen Kreisdurchmesser in der
Abnahme begriffen sind, in dem Augenblick, in welchem das
folgende kleinere seinen Maximaldurchmesser erreicht hat, in
einem genau ebenso großen Kreise arbeitet, so lösen in diesem
Augenblicke die beiden Messer einander in ihrer Thätigkeit ab,
indem das größere zu schneiden aufhört, während das kleinere
eben seinen Schnitt beginnt. Setzt man noch ein drittes, viertes
u.s.w. Messer ein, welche alle geometrisch ähnlich sind und
sich, immer kleiner werdend, in einander abstufen, so wird, wenn
ihre Winkelentfernungen wie oben zweckmäßig bemessen sind, ein
Messer nach dem andern zur Wirkung kommen und das Resultat wird,
wenn der Messerkopf höchstens eine halbe Relativdrehung
ausführt, eine conische Fräsung oder Kehlung sein, welche um so
glatter ausfällt, je mehr Messer eingesetzt worden und je
allmäliger deren Formen in einander übergehen. Fig. 7 bis
11 veranschaulichen näher das vorstehend Gesagte.
Daß auch hier die Messerformen nicht geometrisch ähnlich zu sein
brauchen, wenn dieselben nur allmälig abgestuft sind, daß man
ferner den Kopf vor beendetem Fräsen mehrere Relativrotationen
vollführen lassen kann, und daß auch hierdurch die
mannigfaltigsten Muster erzielt werden können, alles dies wie
ferner auch, daß bei gleichen Zähnezahlen der Räder des
Messerkopfvorgeleges ganz gewöhnliche prismatische Fräsungen
erzeugt werden können, sei hier blos angeführt. Es versteht sich
von selbst, daß das Gewicht des einseitig sitzenden Messerkopfes
gehörig abbalanirt werden muß. Ferner muß der Vorschub des
Werkstückes ein gezwungener sein; er darf also an keiner Stelle
Riemenübersetzungen zeigen, während er doch seine Bewegung von
der Messerkopfwelle entlehnen muß. Daß dies einige
Schwierigkeiten in der praktischen Ausführung der ganzen
Maschine verursachen wird, darf man sich nicht verhehlen; doch
ist wohl zu hoffen, daß dem Erfinder die Ueberwindung derselben
bald gelingen wird. Endlich sei noch darauf aufmerksam gemacht,
daß nicht jedes Profil, und insbesondere kein parallelflankiges,
sich dazu eignet, eine conische Kehlung zu erzeugen.
Die Scharnberg'sche Maschine dürfte sich außer zur Herstellung
von
Zierleisten nicht nur zur Anfertigung von conischen Rädern,
sondern auch zum Kehlen von Sargwänden, sowie ganz vorzüglich
zur Fabrikation von Faßdauben eignen.
Tafeln