| Titel: | Mittheilungen von der Weltausstellung in Paris 1878. |
| Fundstelle: | Band 232, Jahrgang 1879, S. 1 |
| Download: | XML |
Mittheilungen von der Weltausstellung in Paris 1878.
(Fortsetzung von S. 498 des vorhergehenden Bandes.)
Mittheilungen von der Weltausstellung in Paris 1878.
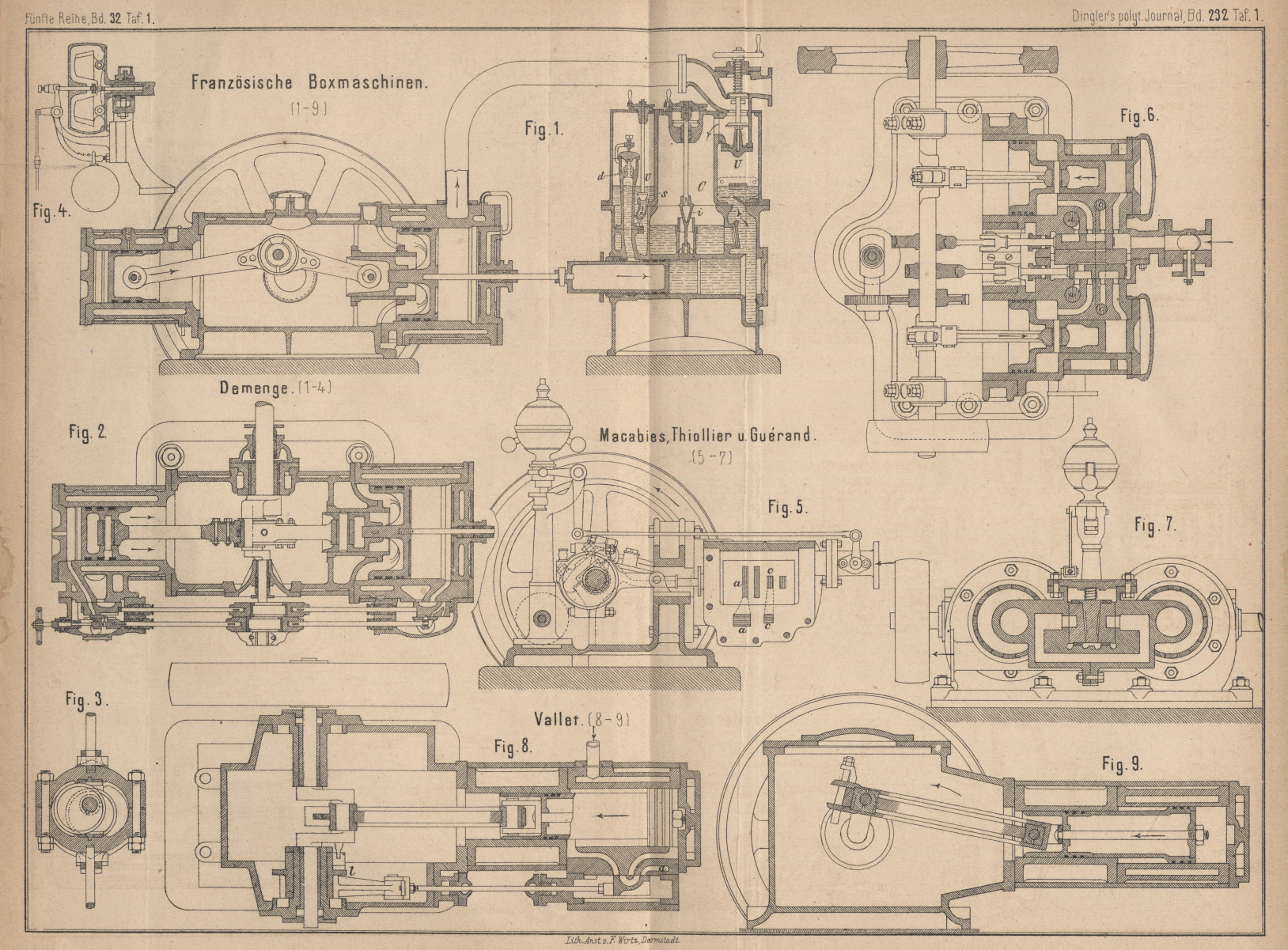
Französische Boxmaschinen (Tafel 1).
Auſser den schon in der Einleitung (1878 229 405)
erwähnten und bereits bekannten englischen Boxmaschinen von Brotherhood (* 1874 213 273. *1879 231 11), West (* 1875 217 441), Outridge (* 1878
227 327), Turner (* 1878
227 520), Willans (*
1874 214 89. 176) u.a. hat auch Frankreich drei Maschinen
dieses Systemes ausgestellt, dessen Wesenheit bekanntlich darin besteht, daſs die
Maschine durch Wegfall der Kreuzkopfführungen und in Folge der hohen Tourenzahl sehr
compendiös ausfällt derart, daſs alle bewegten Theile in einem gemeinsamen Gehäuse
(englisch box) eingeschlossen und geschützt werden
können. Dabei sind die Dampfcylinder gewöhnlich einfach wirkend, die Treibstangen
nur nach einer Richtung hin beansprucht und darum die hohe Tourenzahl um so sicherer
zu erreichen. Wir haben wiederholt bemerkt, daſs derartige Maschinen nur in
speciellen Fällen mit Rücksicht auf Raumersparniſs oder hohe Geschwindigkeit an
ihrem Platze sind, und daſs es müſsig wäre, auf diesem Wege etwa eine rationellere
Ausnutzung der Dampfkraft oder gröſsere Billigkeit der Herstellung und Erhaltung
anzustreben.
Von den französischen „Boxmaschinen“ war die bedeutendste, allerdings auch
complicirteste, die von Demenge, welche in Fig.
1 bis 4 Taf. 1
dargestellt ist. Dieselbe hat in einem mittleren Gehäuse die Schwungradwelle
gelagert und rechts und links an dieses Gehäuse den groſsen und kleinen
Dampfcylinder angeschraubt, beide mit Dampfhemd versehen, einfach wirkend und nur an
den äuſseren Enden Arbeitsdampf erhaltend. Die Schwungradwelle hat in der Mitte des
Gehäuses einen Kurbelzapfen angeschmiedet, an welchem die beiderseitigen
Treibstangenköpfe gleichzeitig angreifen und daher derart in der Lagerschale
ausgeschnitten sind, daſs sie einander das entsprechende Winkelspiel gestatten; um
jedoch unter allen Umständen die Lage dieser Stangen zu sichern, hat jede auf ihrer
linken Seite einen kreisförmig ausgebohrten Bügel angeschraubt, durch welche sich
die Stangen gegenseitig an den Enden umgreifen. Links führt die Treibstange direct
zum Kolben des kleinen
Cylinders, rechts jedoch zu einem in cylindrischer Bohrung laufenden Kreuzkopf, mit
welchem der Kolben des groſsen Cylinders verkeilt ist. Letzterer ist an seiner
Innenwand, und ebenso der Cylinderdeckel, mit Blei ausgekleidet, wodurch, in Folge
der geringen Wärmecapacität dieses Metalles, welche nur ⅓ derjenigen des Eisens
beträgt, die Condensation während der Dampfadmission wesentlich vermindert werden
soll.
Durch den Cylinderdeckel hindurch geht die mit dem groſsen Kolben verschraubte
Kolbenstange der Luftpumpe, welche in einem eigenen Gehäuse, völlig getrennt von der
eigentlichen Boxmaschine, untergebracht ist und eine eigentümliche Einrichtung
zeigt.
Die Luftpumpe ist nämlich insofern einfach wirkend, als nur rechts vom Kolben
derselben, bei der Bewegungsrichtung der Pfeile in Fig. 1, das
Condensationswasser in den Ueberlaufraum U gepreſst und
beim Rückgange auf derselben Seite neuerdings Wasser aus dem Condensationsraum C angesaugt wird; auf der linken Seite des
Luftpumpenkolbens findet nun auch ein Wechsel von angesaugten und weiter gepreſsten
Wassermengen statt, aber hier, da die wirksame Kolbenfläche durch die plungerartig
erweiterte Kolbenstange auf einen schmalen Ring reducirt ist, in bedeutend kleineren
Mengen. Dieses Cylinderende bildet die Kesselspeisepumpe, indem durch ein in Fig.
1 nicht sichtbares Ventil beim Rechtsgange des Kolbens aus dem
Ueberlaufraum U heiſses Wasser angesaugt und beim
Rückwärtsgange durch das Druckventil d in die
Druckleitung zum Dampfkessel gepreſst wird. Zum Abstellen der Pumpe dient ein
Ventilkegel s, welcher das Zuleitungsrohr zum
Saugventil der Pumpe schlieſst, zum Reguliren des Einspritzwassers ein zweiter
Ventilkegel i über der Mündung des Einspritzrohres in
den Condensatorraum C; gleichzeitig wird hierdurch das
Einspritzwasser genöthigt, in einer dünnen schleierartigen Schicht dem Dampf
entgegenzutreten, um derartig eine angeblich bessere Condensation zu erzielen; eine
ähnliche Einrichtung war an der Weltausstellungsmaschine von Friedrich Wannieck (vgl. * 1873 210 81) zu Wien
1873 angebracht.
Die Wirkungsweise der Maschine ist hiernach leicht zu verfolgen. Frischer Kesseldampf
tritt in den Schieberkasten des kleinen Cylinders (in Fig. 1 und
2 links) ein, gelangt, durch eine Doppelschiebersteuerung regulirt,
hinter den kleinen Kolben und bewegt denselben in der Richtung der Pfeile nach
rechts; gleichzeitig wird der groſse Kolben, durch Vermittlung der Kurbel und seiner
Treibstange, nach rechts geschoben und mit ihm der Luftpumpenkolben. Der hinter dem
groſsen Kolben enthaltene Dampf gelangt, unter der Schiebermuschel hindurch, durch
einen nach aufwärts führenden Kanal in das Ausströmrohr, welches entweder zum
Condensatorraum C führt (Fig. 1)
oder, falls das hier eingeschaltete Wechselventil anders gestellt ist, direct in die
freie Luft. Haben beide Kolben ihren Lauf nach rechts beendet, so eröffnet der Grundschieber des kleinen
Cylinders unter seiner Muschel hindurch die Verbindung zwischen dem kleinen Cylinder
und dem Schieberkasten des groſsen Cylinders, welche durch ein auſsen liegendes,
aber durch einen Mantel vom Kesseldampf geheiztes Rohr geschieht, das hier die
Stelle des bei Compound-Maschinen üblichen Zwischenbehälters vertritt und wohl auch
der Grund war, daſs Demenge seine Maschine fälschlich
„Compound-Maschine“ nannte, obwohl doch die Bewegungsphasen beider Kolben
sich nicht kreuzen, sondern wie bei der normalen Woolf sehen Maschine regelmäſsig
abwechseln.
Der expandirte Dampf des kleinen Cylinders tritt durch die Doppelschieber des rechts
befindlichen Schieberkastens neuerdings expandirend hinter den Kolben des groſsen
Cylinders, treibt diesen, sammt kleinem Kolben und Luftpumpenkolben wieder nach
links zurück, und ein neues Spiel beginnt.
Es erübrigt nur noch die Besprechung der Steuerung und des Regulators. Für beide
dient eine kleine Welle, welche von der Maschinenkurbel durch Schleppkurbel
mitgenommen wird und auf der vorderen Seite des Gehäuses heraustritt. Hier sitzen
zunächst zwei Excenter, von denen das innere die beiden Grundschieber, das äuſsere
die beiden Expansionsschieber steuert, und zwar dadurch, daſs die Stangen derselben
in je ein Mittelstück (Fig. 3)
eingekeilt sind, welches mit ebenen Gleitflächen armirt und, nach oben und unten
ausgenommen, die Seitenbewegung der Excenterscheiben auf die Schieber überträgt.
Dabei kann der Expansionsschieber des kleinen Cylinders durch Schraube und Griffrad
verstellt und genau wie bei der Meyer-Steuerung durch Näherung oder Entfernung der
zusammen arbeitenden Kanten der Füllungsgrad regulirt werden.
Vor dem Excenter befindet sich noch ein Lager für die Welle und auſserhalb derselben
ist die Regulatorscheibe angebracht (Fig. 4).
Dieselbe erhält in zwei angeschmiedeten Augen die Drehpunkte der Schwunggewichte,
welche bei erhöhter Geschwindigkeit das Bestreben haben, nach auswärts zu fliegen
und dadurch mittels ihrer in eine centrale Spindel eingreifenden Winkelarme einen
auſserhalb des Regulatorgehäuses angebrachten Winkelhebel entsprechend verstellen;
um dabei den Regulator auf verschiedene Geschwindigkeiten einzustellen, ist das
Portersche Gegengewicht an einem nach abwärts gekrümmten Arme des Winkelhebels zum
Verstellen eingerichtet.
Ueber die allgemeine Anordnung der Maschine ist nur noch zu bemerken, daſs sie, als
Hochdruckmaschine ohne Condensation gedacht, einen ganz günstigen Eindruck macht,
welcher aber durch das Hinzutreten des Condensators sofort aufgehoben wird.
Abgesehen davon, daſs bei der directen Verbindung zwischen Luftpumpen- und
Maschinenkolben eine höhere Tourenzahl als 100 in der Minute kaum denkbar ist (die
Ausstellungsmaschine stand kalt) und somit ein Hauptvorzug praktischer Boxmaschinen
illusorisch wird, so wurde dadurch auſserdem der Raumbedarf mindestens aufs Doppelte
erhöht und zu allem Ueberflusse noch eine der lächerlichsten Schrullen der
Maschinentechnik ins Leben gerufen. Wenn nämlich die Condensation wirklich voll
ausgenutzt werden soll, so muſs selbstverständlich der hinter dem groſsen Kolben
wirkende Dampf bis unter die Atmosphäre expandiren; wäre nun in dem mittleren
Gehäuse der Boxmaschine atmosphärischer Druck, so würde am Ende des Rückganges von
rechts nach links der groſse Kolben nicht mehr einem effectiven Ueberdruck in der
Richtung seiner Bewegung ausgesetzt sein, sondern im Gegentheile von der Kurbelwelle
gezogen werden müssen. Hierzu aber ist die angewendete Treibstangen Construction,
welche nur auf Druck beansprucht werden darf, absolut ungeeignet, und logischer
Weise hätte nun entweder auf die Anwendung der Condensation überhaupt oder auf die
Erzielung eines schnellen Ganges, welcher ohnedies in Folge der directen Verbindung
der Luftpumpe unausführbar ist, verzichtet werden sollen und demgemäſs eine normale
Treibstangen-Construction, widerstandsfähig auf Druck und Zug, gewählt werden
können. Keines von beiden gefiel dem Erfinder, und er ersann einen wunderbaren
Ausweg, um dennoch seine Boxmaschine mit Druckstangen und mit Compression
beibehalten zu können; dieses Auskunftsmittel besteht darin, daſs er das mittlere
Gehäuse sorgfältig nach allen Seiten abschlieſst, die Lager mit Stopfbüchsen, die
Schmierbüchsen mit Rückschlagventilen versieht und – den mittleren Raum durch eine
stets offene Verbindung mit dem Condensator dauernd evacuirt!
Die vielen damit verbundenen Complicationen in Herstellung und Betrieb liegen auf der
Hand; gleichzeitig verschwindet damit der wesentlichste Vortheil der Woolf'schen
Maschinen, indem nun auch der Hochdruckkolben die volle Druckdifferenz und der
Hochdruckcylinder die volle Temperaturdifferenz mitzumachen hat. Und eine solche
Construction soll ökonomischer sein wie eine normale Dampfmaschine. Man sieht, zu
welchen Verirrungen eine falsche Auffassung des eigentlichen Wesens und wahren
Zweckes der Boxmaschine führt.
Die Maschine von Macabies, Thiollier und Guérand (Fig.
5 bis 7 Taf. 1)
wird gleichfalls von ihren Erfindern „Compound-Maschine“ genannt, arbeitet
jedoch wie die Maschine von Demenge und die später zu
beschreibende, ebenfalls „Compound“ genannte Vallet'sche Boxmaschine einfach nach Woolf'schem Princip. Die Kurbelzapfen
der gekröpften Schwungradwelle stehen einander diametral gegenüber, die Welle liegt,
was wir nur loben können, sammt Regulator und Excenter völlig offen; doch
repräsentiren die direct in dem Kolben angreifenden und allein auf Druck
beanspruchten Treibstangen und die einfach wirkenden Cylinder die typischen
Eigenschaften der Boxmaschine.
Wie aus dem Horizontalschnitt Fig. 6
hervorgeht, enthalten die Cylinder zwei verschiedene Bohrungen; die hintere von
geringerem Durchmesser empfängt den Kesseldampf, die vordere gröſsere den schon
expandirten Dampf; die Cylinder sind freitragend an die Fundamentplatte angeschraubt
und enthalten zwischen sich, in der Mitte zusammenstoſsend, den Schieberkasten.
Jeder Cylinder hat seinen besonderen Dampfschieber, welcher von einem Excenter in
normaler Weise bewegt wird; zwischen den Schiebern befindet sich eine
Entlastungsplatte, welche, wie aus dem Querschnitt durch den Schieberkasten Fig.
7 hervorgeht, keilförmig ist und durch eine Schraubenfeder und den in
Folge der Flächendifferenzen auftretenden Dampfüberdruck leicht nach abwärts
gedrückt wird, um der Abnutzung der Schieber folgen zu können. Der dem
Schieberkasten zuströmende Kesseldampf passirt eine Drosselklappe, welche in der aus
Fig. 5 ersichtlichen Weise von einem Cosinusregulator (* 1877 224 19) bewegt wird; der Regulatorantrieb geschieht
mittels einer Zwischenwelle durch ein Paar Stirnräder und Kegelräder. Vom
Schieberkasten aus gelangt der Dampf, für die Kolbenstellung der Figur 6,
hinter den kleinen Kolben des rechten Cylinders und treibt diesen nach links;
gleichzeitig werden durch die Vermittlung der linken Kurbel und Treibstange der
groſse und kleine Kolben links nach einwärts geschoben, und es entweicht dabei der
vor ersterem befindliche Dampf durch die Ausströmöffnung a ins Freie, während der vor dem kleinen Kolben befindliche, beim vorher
gegangenen Hube wirksam gewesene Dampf nunmehr unter der Schiebermuschel hindurch in
den Verbindungskanal c tritt, welcher unter der
Schiebermuschel des rechten Cylinders ausmündet und hier endlich hinter dem groſsen
Kolben zur Wirkung gelangt. Indem somit abwechselnd der Arbeitsdampf des kleinen
Cylinders der einen Seite zum groſsen Cylinder der anderen Seite strömt, findet das
regelmäſsige Spiel der Woolf sehen Dampfmaschine statt, und wird es so ermöglicht,
auch mit einer einfachen Steuerung hohe Expansionsgrade und rationelle Ausnutzung
des Dampfes zu bewerkstelligen. Groſser und kleiner Kolben sind beiderseits in einem
Stück gegossen und nur der groſse Kolben mit Ringen nach auſsen abgedichtet; der
frische Kesseldampf des kleinen Cylinders kommt ja, selbst bei etwaiger
Dampflässigkeit, noch immer im groſsen Cylinder zur Wirkung. Die im Inneren des
kleinen Kolbens angreifenden Treibstangen erhalten dabei eine solide Führung und
ermöglichen, da sie nur auf Druck beansprucht sind, jede beliebige Tourenzahl.
Auf diese Weise erfüllt die Maschine von Macabies, Thiollier
und Guérand alle Anforderungen, welche man billiger Weise an eine
Boxmaschine stellen kann, und leistet auf einem Raum von etwa 1qm, 5 bei 300 Touren und 6at Admissionsspannung ungefähr 25e effectiv.
Vallet's „Compoundmaschine“ (Fig. 8 und
9 Taf. 1) arbeitet gleichfalls nach dem System Woolf und hat nur einen einzigen Cylinder, welcher auf der einen
Kolbenseite als Hochdruck-, auf der anderen Seite als Niederdruck-Cylinder
functionirt. Der Dampfkolben hat nämlich statt der Kolbenstange eine plungerartige
Fortsetzung, an deren anderem Ende die Treibstange angebracht ist und vermöge
welcher bei einem Hube das links vom Dampfkolben beschriebene Volum nur ¼ des Volums
auf der rechten Kolbenseite beträgt. Es strömt sonach der Kesseldampf, nachdem er
das Dampfhemd passirt hat (Fig. 8),
beim Hingang zunächst auf die linke Seite des Kolbens, um dann bei dem Rückgange von
rechts nach links unter der Schiebermuschel hindurch auf der rechten Seite des
Kolbens zu expandiren, und endlich beim nächsten Hingang durch die Schiebermuschel
in den Ausströmkanal a zu gelangen. Der Schieber ist in
Fig. 8 in seiner Mittelstellung gezeichnet; nach rechts verschoben,
verbindet er die linke Cylinderseite mit der Einströmung, die rechte mit dem
Ausströmkanal a und leitet so den Kolbenhingang ein von
links nach rechts; nach links verschoben, verdeckt der Schieber den Ausströmkanal
a und bildet unter seiner Muschel die Communication
zwischen rechtem und linkem Cylinderende. Die erforderliche Bewegung erhält er von
einem Excenter l, welches jedoch nicht direct auf der
Schwungradwelle sitzt, sondern behufs compendiöserer Construction auf dem
cylindrisch abgedrehten vorderen Lager der Schwungradwelle (Fig. 8) und
von der letzteren einfach durch einen Mitnehmer bewegt wird. Der ganze Mechanismus
ist in einem Gehäuse eingeschlossen, das zum Behufe der Schmierung mit Seifenwasser
angefüllt werden soll; der daran angeschraubte Dampfcylinder ragt frei hinaus. Da
derselbe – einerseits einfach wirkender Hochdruckcylinder, andererseits einfach
wirkender Niederdruckcylinder – sowohl beim Kolbenhingang als Rückgang activ bleibt,
so ist auch, entgegen der Normalconstruction der Boxmaschinen, die Treibstange
sowohl auf Zug, als auf Druck beansprucht, und es ist fraglich, ob die eigenartige
Construction der Treibstange (Fig. 9),
welche den Verbindungsgliedern der alten Balanciermaschinen entlehnt scheint, zur
Erzielung eines ruhigen und anstandslosen Ganges bei hohen Geschwindigkeiten genügen
wird.
Müller-Melchiors.
Sicherheitsventil von Hopkinson und Comp. in Huddersfield
(Fig. 1
Taf. 2).
Ebenso wie bei seinem selbstthätigen Absperrventil für Dampfleitungen (vgl. * 1879
231 209) wendet Hopkinson auch bei seinem
Sicherheitsventil Quecksilber an und setzt es in offenem Gefäſse der Einwirkung des
Kesseldampfes aus.Es ist dies auch ganz unbedenklich; denn die Beständigkeit des Quecksilbers
ist eine so groſse, daſs selbst bei 180°, welche Temperatur einer Spannung
von 10at gesättigten Wasserdampfes
entspricht, die entstehenden Quecksilberdämpfe erst 1/70at Spannung haben, somit weniger als
Wasserdämpfe in freier Luft bei 15°; in Folge dessen ist nur nach sehr
langer Zeit eine Nachfüllung von Quecksilber nothig. Hier dient
dasselbe dem Zwecke, bei
eintretendem Ueberdruck im Kessel das Sicherheitsventil sofort voll zu öffnen und so
lange offen zu halten, bis der normale Druck wieder erreicht ist.
Der Ventilteller v (Fig. 1 Taf.
2), an welchem mittels der in den Kessel hinabragenden Stange das entsprechende
Belastungsgewicht aufgehängt ist, bildet zunächst ein einfaches Sicherheitsventil,
welches mittels des Handhebels h von auſsen zur Probe
gehoben werden kann und sich bei Dampfüberdruck zwar selbstthätig hebt, aber
bekanntermaſsen nur so wenig, daſs sehr groſse Ventile erforderlich wären, um allem
im Kessel gebildeten Dampf den Ausgang zu gestatten. Darum hat Hopkinson noch eine eigene Vorrichtung angebracht, um
die Wirkung des Dampfes zu unterstützen und das Ventil weit offen zu halten.
Dieselbe besteht aus einem doppelarmigen Hebel, welcher in der Mitte an einem Kloben
der Kesselwand aufgehängt ist, an einem Ende ein fixes Gewicht trägt, am anderen
Ende einen Behälter mit Quecksilber, der oben offen ist. In denselben ragt ein
Röhrchen, welches mit einer Verschraubung aus dem Kessel heraustritt und am oberen
Ende zu einem offenen Sammelgefäſse erweitert ist. Durch den im Kessel herrschenden
Ueberdruck wird das Quecksilber in das Röhrchen hinaufgetrieben, dessen Höhe so
bemessen ist, daſs beim Normaldruck das Quecksilber grade bis zum Sammelgefäſse
steigt. Dann bleibt noch ein bestimmtes Quecksilbergewicht im unteren Gefäſse
zurück, grade hinreichend, um dem fixen Gewicht auf der anderen Seite des
doppelarmigen Hebels das Gleichgewicht zu halten. Bei geringerer Spannung überwiegt
das Quecksilber, der Hebel kann sich jedoch nicht drehen, da das fixe Gewicht mit
einem Stift an die Kesselwand anschlägt. Wie jedoch Ueberspannung eintritt, steigt
eine gröſsere Menge Quecksilber aus dem unteren in das obere Gefäſs, ersteres wird
dadurch leichter, das fixe Gewicht sinkt und die Hängestange des
Sicherheitsventiles, an welche der doppelarmige Hebel mit Schneiden anliegt, wird
nun gleichzeitig durch den Dampfdruck auf den Ventilteller und den Einfluſs des
Hebelgewichtes gehoben.
Die ganze Einrichtung ist sehr empfindlich und hat wohl nur den einzigen Nachtheil,
daſs bei höheren Spannungen das Standröhrchen unmäſsig hoch wird (nämlich 760mm für je 1at);
doch lieſse sich dem wohl dadurch abhelfen, daſs das Sammelgefäſs oben luftdicht
abgeschlossen wird.
Vincent und Le Blanc's Schmiedemaschine für Schraubenmuttern
(Fig. 2
bis 7 Taf.
2).
Diese von J. Le Blanc und Comp. in Paris ausgestellte
Maschine ist nach dem System Vincent und Le Blanc construirt und zeigt principiell die Vereinigung einer Spindel-
und Kniehebelpresse. Auf Taf. 2 gibt Fig. 2 die
ausgestellte Maschine im perspectivischen Bilde. Die Fig. 3 bis
7 stellen die wesentlichen Details derselben nach dem an H. A. Flender in Düsseldorf unter Nr. 1086 vom 11.
September 1877 ab verliehenen Deutschen Reichspatent.
Die Spindel a der Schraubenpresse wird durch
Frictionsscheiben b und b'
die auf gemeinschaftlicher Achse befestigt sind, in Umdrehung versetzt; letztere ist
in ihren Lagern verschiebbar, so daſs durch den Winkelhebel c abwechselnd b und b' an das Schwungrad der Spindel angedrückt und diese rechts und links
gedreht werden kann. Durch die Spindel a wird die
Mutter d und der mit ihr durch die Zugstangen e, e' verbundene Tisch f
(durch Gegengewicht h ausbalancirt) in den Führungen
gg und g'g' vertical
auf und nieder bewegt. In der hier gezeichneten tiefsten Stellung des Tisches wird
das zu verarbeitende Flacheisen i (Fig. 6) in
weiſsglühendem Zustande in die Maschine eingebracht. Beim Aufwärtsgange des Tisches
wird der vorderste Stahldorn k, welcher mit den beiden
anderen k1 und k2 (Fig. 5) an
der Unterseite des Querstückes im Ständer der Maschine befestigt ist, bis zur Hälfte
in das Flacheisen eingedrückt. Hierauf wird der Tisch gesenkt und das Flacheisen
umgewendet, so weit vorgeschoben, daſs die erhaltene Vertiefung auf den im Tische
festen Zapfen k3 (Fig.
6) zu liegen kommt. Beim folgenden Aufwärtsgange des Tisches drückt k eine neue Vertiefung ein, k1 aber steht k2 gegenüber und locht das Flacheisen
bis auf eine dünne Wand. Nun wird der Tisch wieder abwärts bewegt, das Flacheisen
umgewendet, vorgeschoben und mit dem Tische gehoben, wobei k, k1, und k3 wie vorher wirken, k2 aber die dünne Wand
im Flacheisen durchstöſst und in die Oeffnung l (Fig.
6) des Tisches eintritt. Gleichzeitig mit der Spindelpresse wirkt die
Kniehebelpresse, welche die mit je vier entsprechend geformten Messern versehenen
Schieber m, m' (Fig. 6) von
der Seite her an das Flacheisen andrückt.
Beim Aufgange des Tisches legen sich die in die Zapfen s
drehbar eingehängten, durch Gewichte u, u'
zurückgezogenen vier Druckstangen q, q' mit den
Beilagen v, v' an die um die Zapfen n, n' drehbaren Backen p,
p' an und bewirken hierdurch den Vorschub der Schieber m und m' letztere sind
durch die Stücke t, t' gehalten und geführt. Sobald die
Richtung der Druckstangen beinahe horizontal wird, drücken sich die Messer der
Schieber m, m' in das Flacheisen und erzeugen die
äuſsere Form der Mutter. Die ersten drei Messerpaare schneiden das Flacheisen ein,
die letzten etwas längeren schneiden es vollständig durch. Beim Abwärtsgange des
Tisches wird das Flacheisen durch die zwischen die Messer eingeschobenen Stücke w (Fig. 6),
welche oben einen kleinen Vorsprung haben, von den Dornen abgestreift. Um die
Drehzapfen n, n' vor dem Abbiegen zu schützen, sind
diese durch Arme o, o' gestützt, welche am Querstücke des Ständers
befestigt sind und principiell das Bild der Kniehebelpresse vervollständigen. Fig.
7 zeigt noch die Draufsicht der Mutter d.
Mit dieser Maschine können 5000 bis 10 000 Muttern im Tage erzeugt werden; dieselbe
wird von Le Blanc in drei Gröſsen gebaut Nr. 1 erzeugt
Muttern mit 6 bis 14mm Lochweite und kostet 8000
Franken, Nr. 2 für 6 bis 25mm Lochweite kostet
10000 Fr., Nr. 3 für 6 bis 35mm Lochweite kostet
12000 Fr. Gleichzeitig wird dazu auch ein besonderer Glühofen zum Preise von 600 Fr.
geliefert, welcher zweckmäſsig unmittelbar neben der Maschine aufzustellen ist.
Supportdrehbank von Chaligny und Guyot-Sionnest in Paris
(Fig. 8
und 9 Taf.
2).
Diese in Fig. 8 und
9 Taf. 2 dargestellte, kräftig gebaute Maschine zeigt als besondere
Details die hinter der Mittelebene der Wange liegende Spitzenachse und den nach
rückwärts abfallenden Einschnitt der Wange vor der Planscheibe. Die Leitspindel
liegt innerhalb der Wange und in Folge der genannten Anordnung der Spitzenachse so
weit von dieser entfernt, daſs trotz des Einschnittes der gekröpften Wange die
Einlagerung derselben wie bei einer Drehbank mit gerader Wange erfolgen konnte und
somit die Einschaltung einer Zwischenwelle zur Uebertragung der Bewegung von den
Wechselrädern auf die Leitspindel entbehrlich wurde. Zugleich ist dadurch dem
Supportschlitten vor der Spitzenachse sichere Auflage geboten derart, daſs auch der
Support dann noch gut gestützt ist, wenn der Drehstahl am äuſsersten Durchmesser der
Planscheibe zur Anwendung kommt. Der Einschnitt ist in den Figuren punktirt
angedeutet. Das Einspannen schwerer Arbeitsstücke zwischen die Spitzen erfolgt mit
Leichtigkeit von der Rückseite der Maschine; aus diesem Grunde ist es jedoch
angezeigt, die Maschine frei im Arbeitsraume, also nicht mit der Rückseite an die
Wand gerückt aufzustellen.
Die Maſse dieser Maschine, deren übrige Details aus den
Abbildungen leicht zu entnehmen sind, sind folgende: Spitzenhöhe 400mm, Länge der Wange 7000mm, Drehlänge 4800mm, Durchmesser der Planscheibe 1100mm,
Durchmesser der Spindel im vorderen Lager 125mm
Anzahl der Geschwindigkeitsreihen 10. Die Drehbanksspindel und die Leitspindel sind
aus Stahl hergestellt. Das Gewicht der Maschine beträgt 7300k.
J. P.
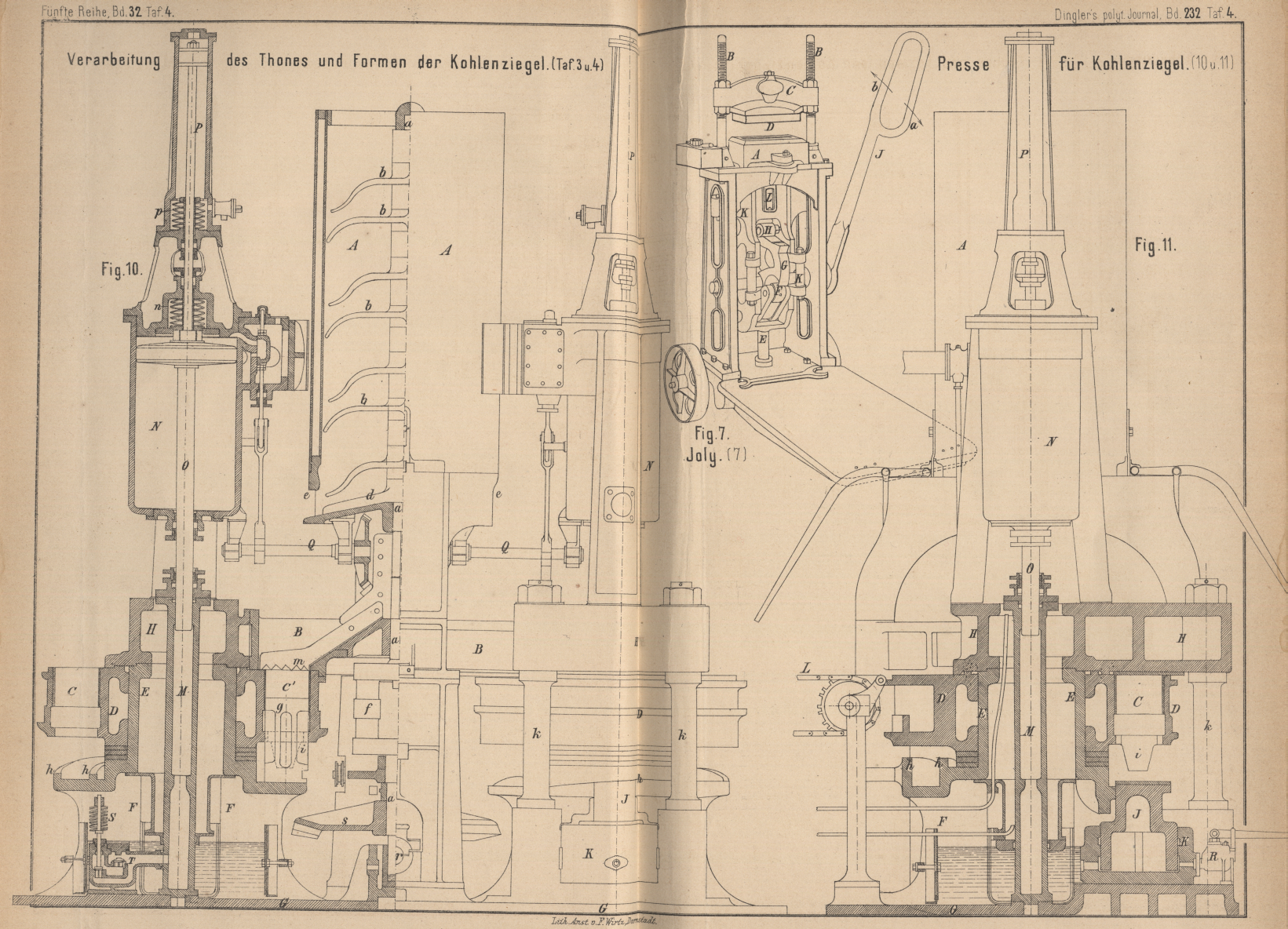
Das Verarbeiten des Thones und das
Formen der Kohlenziegel (Taf. 3 und 4).
a) Das Reinigen und Mischen des Thones.
Das Reinigen des Thones von beigemischten Steinen, bezieh. Versteinerungen
erfolgt noch vielfach dadurch, daſs mittels des Gefühles der Hände und Füſse die
betreffenden Verunreinigungen aufgesucht und diese hierauf mit der Hand entfernt
werden. Das Schlemmen des Thones bezweckt ebenfalls die Aussonderung von
Beimischungen.
Chambrette-Bellon in Bèze (Cote-d'Or) stellte ein
Geräth aus, welches in ganz anderer Weise den gleichen Zweck erreichen soll.
Derselbe benutzt siebartig durchlöcherte Blechstiefel, in denen sich je ein
Kolben verschiebt. Die Blechstiefel stehen paarweise auf einem Gerüst, ihre
Kolben werden von unten bewegt und bilden gleichsam den Boden der Stiefel, ihre
ebenfalls durchlöcherten Deckel sind aufklappbar. Die Füllung der Blechstiefel
mit zu reinigendem Thon erfolgt von oben, während der betreffende Kolben sich in
seiner tiefsten Lage befindet. Nachdem der Deckel geschlossen, bewegt sich der
Kolben nach oben und preſst den Thon in Fäden, deren Dicke der Weite der in den
Wandungen befindlichen Löcher entspricht, nach auſsen. Alle gröberen
Beimischungen werden zurückgehalten und mittels der Hände von dem Kolben
abgehoben, sobald derselbe seinen höchsten Stand erreicht hat. Die Kolbenstangen
eines Stiefelpaares sind so mit einander verbunden, daſs sich die eine nach
unten bewegt, sobald die andere emporsteigt.
Ueber die Leistungsfähigkeit dieses Geräthes habe ich keine genügenden Angaben
erhalten können, muſs mich demnach auf das Aussprechen meiner Meinung
beschränken. Hiernach ist die durch das Geräth stattfindende Sichtung der Thonmasse für gewisse Thonarten und
bei Fertigung solcher Thonwaaren verwendbar, welche weder die hohe Feinung des
Rohstoffes verlangen, die das Schlemmen und das Kneten mittels der Hände oder
Füſse gestatten, noch herstellbar sind aus einer Thonmasse, welche durch die
weiter unten besprochenen Feinungsverfahren vorbereitet worden ist. Ich glaube,
daſs das von Chambrette-Bellon gezeigte Verfahren,
welches übrigens in etwas anderer Weise in Deutschland seit mehreren Jahren
bekannt ist, auf einem dem entsprechend beschränkten Gebiete recht nützlich sein
kann.
Für gewöhnliche Ziegelwaare werden die dem Thon beigemengten Steine meistens
durch Zermalmen derselben unschädlich gemacht. Dieses Zermalmen erfolgt zumeist
mittels Walzen, in seltenen Fällen mittels Kollergänge. Beide bewirken auſserdem
eine Mischung des Thones, weshalb diese Arbeit sowie erstgenannte gleichzeitig
in Betracht gezogen werden müssen, wenn man sich ein Urtheil über die Vorzüge
oder Nachtheile einer hierher gehörenden Maschine bilden will.
Die Ausstellung enthielt nun fast alle Arten der gebräuchlichen Thonmühlen,
nämlich Walzen, Kollermühlen und Thonschneider.
Um in meinen weiteren Ausführungen über diese Mühlen besser verstanden zu werden,
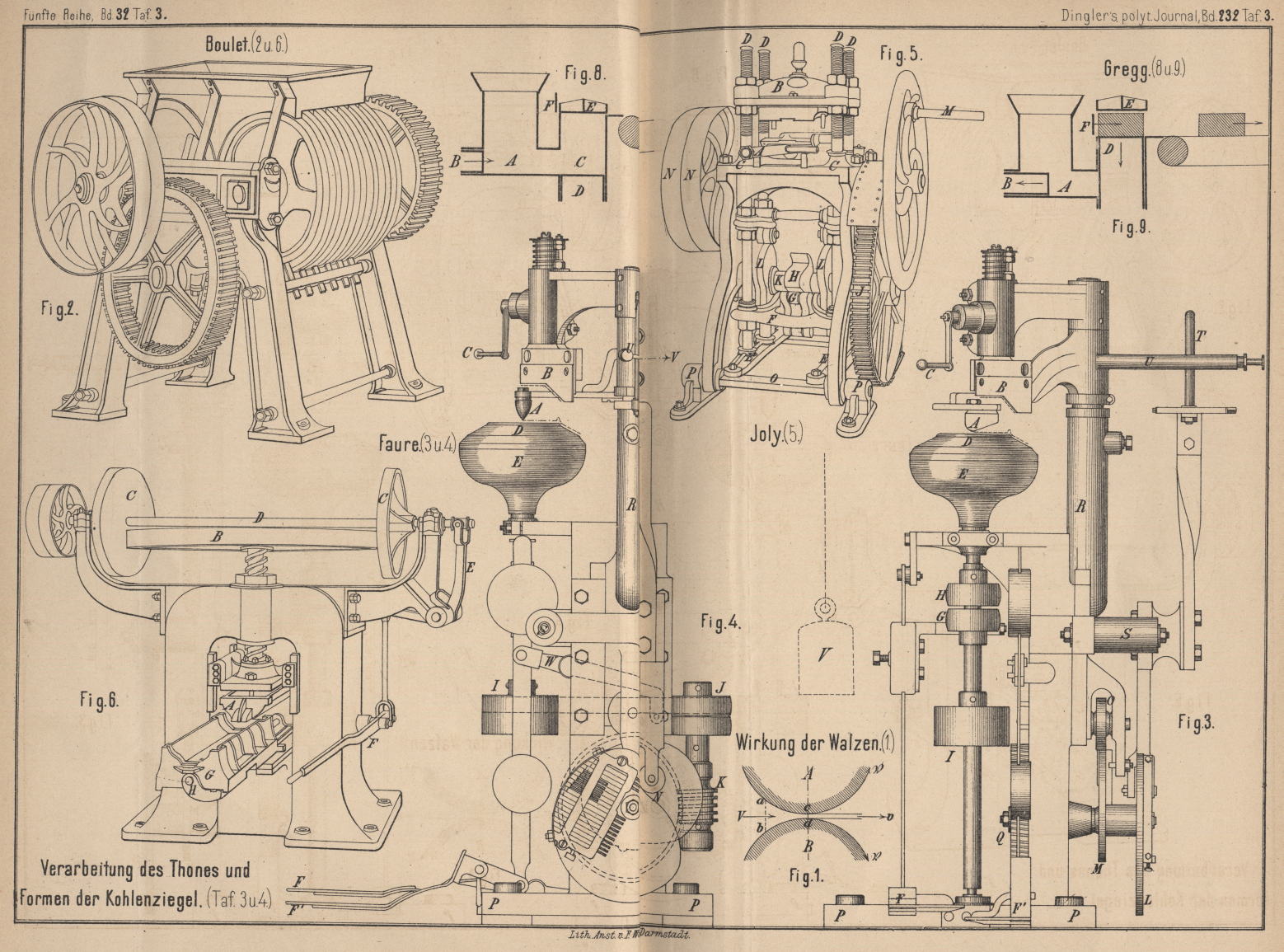
muſs ich auf die grundsätzliche Wirkung derselben zunächst näher eingehen. Es
seien A und B (Fig. 1 Taf. 3) zwei Walzen, welche sich in den angegebenen
Pfeilrichtungen mit gleicher Umfangsgeschwindigkeit
\frakfamily{V} drehen. Diesem Walzenpaare wird Thon
zugeführt; in dem Querschnitt ab sei die
Geschwindigkeit des Thones V, in dem Querschnitt
cd dagegen v. Es
muſste demnach, wenn
die Geschwindigkeit des Thones innerhalb der Querschnitte gleich wäre, die
Gleichung Geltung haben:
V(ab)=v(cd) oder \frac Vv
=\frac{cd}{ab}\right,
d.h. es würde V erheblich
kleiner sein als v. Die Geschwindigkeit
\frakfamily{V} der Walzenumfange ändert sich zwischen ac und bd nicht.
Deshalb ist anzunehmen, daſs \frakfamily{V} gröſser als V, aber kleiner als v
ist. Längs der Berührungsfläche zwischen Thon und Walzen dürfte des groſsen
Reibungswiderstandes halber der genannte Unterschied der Geschwindigkeiten
geringer sein, in Folge dessen aber V und v in der Achse des Thonstranges um so mehr von
\frakfamily{V} abweichen, so daſs eine erhebliche
Verschiebung der Thontheilchen innerhalb des Thonstranges stattfinden wird,
welche Verschiebung eine entsprechende Mischung hervorbringt. Bewegen sich die
Walzen A und B mit
verschiedenen Umfangsgeschwindigkeiten, so wird die Verschiebung der
Thontheilchen gröſser werden, also die Mischung gründlicher stattfinden.
Gleichzeitig werden alle Steine, die dicker sind als der Abstand cd,
zertrümmert, sofern die Lagerung der Walzen mit entsprechender Entschiedenheit
gegen einander gedrückt werden. Die Zertrümmerung gelingt aber besser, wenn die
Umfangsgeschwindigkeiten der Walzen verschieden groſs sind, als wenn dieselben
sich nicht unterscheiden, weil durch ersteres die einwirkenden Kräfte die
rollenden Steine nach einander in verschiedenen Richtungen treffen. Hiernach ist
im Allgemeinen eine verschiedene Umfangsgeschwindigkeit der Walzen von
Werth.
Die trommelförmigen Roller der Kollergänge werden durch die Reibung an dem ebenen
Herd gedreht. Je weiter die mit letzterem in Berührung stehenden Flächentheile
der Roller von der Königswelle entfernt sind, um so gröſser sollte hiernach die
Umfangsgeschwindigkeit derselben sein. Dies ist nicht möglich, da sie alle
derselben cylindrischen Fläche angehören. Sonach wird der nach der Königswelle
zu hegende Theil der Rolleroberfläche auf dem Teller vorwärts, der nach auſsen
liegende Theil rückwärts gleiten, die Mitte aber auf dem Teller rollen. Die
Kollergänge haben daher ohne weiteres einen Unterschied in der Geschwindigkeit
der wirkenden Flächen, entsprechen also der oben genannten Forderung. Freilich
ist der Geschwindigkeitsunterschied kein gleichmäſsiger: er nimmt vielmehr von
einem gröſsten Werth bis zu Null ab.
Sehen wir nun, wie die Aussteller der gestellten Forderung bezüglich des
Geschwindigkeitsunterschiedes gerecht geworden sind.
Nach meinen Vermerken hatten nur zwei Aussteller glatte, trommelförmige Walzen zu
dem alleinigen Zweck der Steinzertrümmerung und der Thonmischung angewendet,
nämlich G. E. Boudry in Paris und Joly in Blois. Ersterer hatte eine Hertel-Schmelzer'sche Maschine ausgestellt, welche
meiner Ansicht nach nicht in Frankreich gefertigt war. Letzterer zeigte mehrere
Maschinen, welche der Hertel-Schmelzer'schen
nachgebildet waren. Die glatten, trommelförmigen Walzen dieser Maschinen drehen
sich mit verschiedener Geschwindigkeit (etwa 3 : 5), erreichen also das
Verlangte auf dem geradesten Wege.
Andere, unter denen ich Gebrüder Boulet in Paris
nenne, hatten die Umfläche der Walzen mit Ringen, bezieh. Rillen versehen. Fig. 2 Taf. 3 ist eine Ansicht einer Boulet'schen Maschine. An einer der Trommeln ist die Oberfläche
deutlich zu erkennen. Offenbar ist die aus dieser Anordnung hervorgehende
Wirkung ähnlich wie bei der vorhin genannten Maschine, indem die Trommelflächen
der gröſseren Durchmesser immer mit den Trommelflächen der kleineren Durchmesser
zusammen arbeiten. Mir scheint aber die Erreichung des vorliegenden Zweckes auf
so umständlichem und manche Unbequemlichkeiten im Gefolge habendem Wege nicht
vortheilhaft zu sein, vielmehr das erstgenannte Verfahren den Vorzug zu
verdienen. Sofern nämlich die Ringe ziemlich genau in die gegenüber liegenden
Rillen passen, so wird oft ein Klemmen von solchen Steinen, deren geringe Gröſse
keine Zerkleinerung nöthig macht, zwischen den einander gegenüber liegenden
Flächen eintreten.
Es ist hierbei noch zu bemerken, daſs Boulet
auſserdem – an einer seiner Maschinen – den Walzen eine verschiedene
Umdrehungsgeschwindigkeit gegeben hatte!
Hanctin in St. Denis verwendete eine Art Kollermühle
zur Feinung des Thones. Der Teller derselben besteht aus einem kreisförmig
gebogenen Troge; in demselben rollen drei durchbrochene Kugeln, indem diese
durch mit Fingern versehene Arme, welche sich mit einer senkrechten Welle
drehen, fortgeschoben werden. Diese Maschine kann nur weichen Thon verarbeiten,
zertrümmert die beigemischten Steine nicht, scheidet sie ebenso wenig aus; sie
hat in ihrer Wirkungsweise dem sogen. Thonschneider gegenüber Nichts voraus, ist
aber wesentlich theurer sowohl im Ankauf, als auch bezüglich ihrer
Unterhaltung.
Der Thonschneider nimmt bei der Feinung (Mischung) von weichem Thon, sofern
dieser nicht von Steinen befreit werden soll, den ersten Rang ein. Die
Ausstellung enthielt denselben in den verschiedensten Formen und Gröſsen, sowohl
für alleinige Verwendung, als auch als Fertigmischer desjenigen Thones, welcher
zuvor durch Walzwerke verarbeitet ist. Er wirkt mischend, indem die Schräge
seiner Messer den Thon fortschiebt, während die Reibung des Thones an den Wänden
des Gefäſses den Thon zurückzuhalten strebt. Einzelne Abtheilungen des Gemenges
eilen daher anderen voraus und nehmen somit diesen gegenüber eine andere Lage
ein. Merkwürdig ist die Erscheinung, daſs die Bedingungen, unter welchen diese
wichtige Maschine am vortheilhaftesten arbeitet, bis jetzt so wenig klar gelegt
sind. Ein groſser Theil der Verschiedenheiten in Form, Gröſse und Einrichtung,
welche an den
ausgestellten Thonschneidern hervortraten, ist auf den genannten Umstand
zurückzuführen.
b) Formen der Thonwaaren.
Früher wurde in D. p. J. * 1876 222 310 das Formen von Porzellantellern mittels der
Faure'schen Maschinen besprochen. Zu Paris
hatte P. Faure in Limoges seine Maschinen in
verbesserter Gestalt ausgestellt. Namentlich die Maschine zum Fertigformen ist
so wesentlich vervollkommnet, daſs sie in 10 Arbeitsstunden gewöhnlich gegen 500
Teller liefern und deshalb eine sehr verbreitete Einführung erfahren haben
soll.
Die Fig. 3 und 4 Taf. 3
stellen die neue Maschine in zwei Ansichten dar. An einem kräftigen,
guſseisernen Gestell ist die Spindel gelagert; sie trägt an ihrem oberen Ende
die Töpferscheibe E und wird mittels der festen
Riemenrolle H in Umdrehung versetzt. Die
Riemenrolle G dreht sich lose um die Welle und
dient zur Auſserbetriebsetzung der Spindel, unter Zuhilfenahme der durch den
Fuſshebel F verstellbaren Theile. Auf der Scheibe
E wird das Modell D befestigt, dessen Form der Innenfläche des zu bildenden Tellers
entspricht. Ueber D befinden sich die beiden
formenden Werkzeuge A und B, welchen selbstständige Bewegungen gegeben sind. A schwingt in einem Bogen um die Achse der Säule
R; auſserdem steigt A sowie B mit der Säule R senkrecht auf und nieder. Diese Bewegungen werden
auf. folgende Weise hervorgebracht.
Auf der Scheibenspindel befindet sich eine Riemenrolle 2, welche die beiden
Rollen J, von denen die eine sich lose herumdreht,
während die andere mit ihrer Welle fest verbunden ist, mittels eines
Treibriemens dreht. Die Welle der Rollen J ist mit
einer Schraube K versehen, welche in ein Zahnrad
Q eingreift und hierdurch die Drehung zweier
unrunder Scheiben L und M veranlaſst, welche mit dem Rade Q durch
eine gemeinschaftliche Welle verbunden sind. Die unrunde Scheibe L wirkt auf eine in der Gabel des um S drehbaren Körpers gelagerte Rolle N. Der genannte drehbare Körper endigt oben in
einen verstellbaren Stift T und beeinfluſst damit
den Arm U, der mit dem Arm, an welchem A befestigt ist, gemeinschaftlich gegossen wurde.
Sobald hiernach die unrunde Scheibe L die Rolle N verdrängt, wird auch U und A bewegt, und zwar vermöge der
beschriebenen Einrichtung nur in wagrechter Ebene. U und A drehen sich aber um die Säule R und müssen sich wegen der Anordnung ihres Lagers
mit der Säule R senkrecht auf und nieder bewegen.
Diese erhält ihre Bewegung durch die unrunde Scheibe M und die auf derselben laufende Rolle O.
Da M und L sich
gleichzeitig drehen, so muſs dem Werkzeug A auch
die senkrechte geradlinige Schwingung zu Theil werden, so lauge dasselbe durch
L im Bogen schwingt. Das Werkzeug A erhält hierdurch eine solche Bewegung, daſs es in
bester Weise seine Aufgabe zu lösen vermag, welche in der Ausbildung des Bodens
des Tellers oder der Schüssel und in dem Verdrängen des überflüssigen Thones
besteht.
Nachdem diese Arbeit im Wesentlichen vollendet ist, tritt das Werkzeug B in Thätigkeit, welchem die Formung des Randes des
zu fertigenden Tellers überwiesen ist. Mit Hilfe der Handkurbel C wird B seiner
Höhenlage nach genau eingestellt; die senkrechte Bewegung von R vermittelte vorher ein allmäliges Niederbiegen
des Randes des Messerblattes, so daſs derselbe gleichzeitig mit dem Boden in der
niedrigsten Stellung von R seine Vollendung
erfährt. Nunmehr wird R durch die unrunde Scheibe
M rasch gehoben, um den fertigen Teller
beseitigen und durch ein Massenblatt ersetzen zu können.
Die Verbindung des Stiftes T mit dem Arm U ist eine wenig vollkommene; um einen in Folge
dessen eintretenden „todten Gang“ zu vermeiden, hat man den Arm U mittels einer Schnur der Einwirkung, des
Gewichtes V ausgesetzt. Das Verschieben des
Riemens, welcher auf den Rollen I und J liegt, erfolgt durch den Hebel W bezieh. den Fuſshebel F'.
Schlieſslich ist noch einer Theilconstruction zu gedenken, welche die Aenderung
der Form der unrunden Scheiben bezweckt. Man erkennt dieselbe in Fig. 4
an der Scheibe L.
Die Maschine arbeitete in der Ausstellung täglich und machte hinsichtlich ihrer
Leistung einen recht vortheilhaften Eindruck. Nicht so günstig kann man die
Construction der Theile beurtheilen, welche unwillkürlich fühlen läſst, daſs sie
das Ergebniſs zahlreicher Versuche, nicht aber einer Ausbildung nach
einheitlichem Gedanken ist.
Zum Formen der Dachziegel waren Maschinen zweier Gattungen ausgestellt. Die eine
derselben diente zur Fertigung von sogen. Biberschwänzen, also ebenen Ziegeln,
welche behufs des Aufhängens mit einer Nase versehen sind. Sie war nur durch
Maschinen des schon genannten Fabrikanten Joly in
Blois vertreten. Ein liegender Thonschneider erzeugt mit Hilfe eines geeigneten
Mundstückes einen Thonkörper von flach rechteckigem Querschnitt. Ziemlich nahe
vor dem Mundstück befindet sich ein Walzwerk, welches den genannten Thonkörper
in geringem Maſse ausstreckt, so daſs eine Platte von gewünschter Dicke
entsteht. Das Walzwerk formt gleichzeitig die Nase, welche in ähnlicher Weise
durch Einbiegen eines der kurzen Ränder entsteht, wie bei der Fertigung der
deutschen Dachpfannen der Fall ist; ein Unterschied ist nur insofern vorhanden,
als die gebildete Höhlung durch die Maschine nicht ausgefüllt wird.
Die andere Gattung gehörte der Falzziegel-Verfertigung an. Durch irgend ein
Verfahren werden Platten gebildet, welche die entsprechenden Maſse besitzen.
Diese Platten werden in einer Presse in die gewünschte Form gebracht.
Da diese Fabrikationsart in Frankreich heimisch ist, so glaube ich, die von
französischen Fabrikanten gelieferten, hierher gehörenden Ausstellungsstücke
näher besprechen zu sollen.
Chambrette-Bellon in Bèze hatte eine Presse für
Falzziegel ausgestellt, die im Wesentlichen derjenigen gleicht, welche Gebrüder Schmerber 1873 in Wien ausgestellt hatten.
Ich habe diese Presse damals ausführlich beschrieben (vgl. * 1874 211 7) und darf deshalb Interessenten auf die Quelle
verweisen. Eine Presse für Handbetrieb, derselben Firma angehörig, war
theilweise recht zweckmäſsig angeordnet. Die obere Formplatte dieser Presse wird
mittels einer Schraube gegen die auf der unteren liegende Thonplatte gedrückt,
bezieh. von dem geformten Thonziegel abgehoben. Hierauf vermag man die untere
Formplatte in ihrer Längenrichtung zu verschieben. So lange sie noch Theilweise
unter der oberen Formplatte sich befindet, gleitet sie längs einer
walzenförmigen Stange und einer wagrechten, ebenen Platte} sobald sie dagegen um
ihre ganze Länge verschoben ist, hat sie die ebene Platte verlassen, kann somit
sehr bequem um die walzenförmige Stange gekippt werden, so daſs das Abnehmen des
geformten Ziegels gar keine Mühe macht. Hierauf kippt man die untere Formplatte
zurück, legt ein zu pressendes Thonblatt auf, schiebt beide unter die obere
Formplatte und preſst von neuem. Hieraus geht hervor, daſs die in Rede stehende
Presse nicht allein recht bequem für das Abnehmen der gepreſsten Ziegel ist,
sondern auch mit dem denkbar geringsten Formplattenhub zu arbeiten vermag, da
die obere Formplatte nur in so weit gehoben zu werden braucht, als die Dicke der
ungepreſsten Platte verlangt.
G. Pinette in Chalon-sur-Saône hatte die untere Form
in derselben Weise verschiebbar und umkippbar gemacht, wie Chambrette-Bellon. Die Bewegung der oberen
Preſsform erfolgt aber durch eine Schraube mit Schwungrad, an dessen Rande
abwechselnd die eine oder die andere Frictionsscheibe drehend wirkt, wie bei
älteren Prägemaschinen gebräuchlich ist. Diese Bewegungsübertragung war an den
verschiedenartigsten Maschinen der französischen Ausstellung verwendet und wird
auch im vorliegenden Theilbericht noch einmal Erwähnung finden.
Schlosser und Maillard in Paris führten eine
Falzziegelpresse vor, bei welcher auf andere Weise die Möglichkeit angestrebt
wird, rasch zu arbeiten. Die obere Platte erhält ihre auf und nieder gehende
Bewegung durch eine dreigängige Schraube, an welcher ein Doppelarm mit zwei
Schwungkugeln angebracht ist. Unter der oberen Platte befinden sich zwei Formen,
die auf Geleisen zu verschieben sind, und zwar so, daſs eine derselben an der
linken oder rechten Seite der Presse sich befinden muſs, wenn die andere in
richtiger Lage unter der oberen Preſsform sich befindet. Die auſserhalb der
Maschine befindliche Form wird mit einem Massenblatt bedeckt, während gepreſst
wird. Hierauf –
nachdem die obere Platte gehoben – schiebt man erstere unter die obere Preſsform
und befördert damit die untere Form, welche soeben zum Pressen benutzt wurde,
mit ihrem Ziegel nach der Auſsenseite der Maschine. Der Ziegel wird hier
abgehoben und ein neues Thonblatt aufgelegt, während die andere Form ihr Blatt
zum Ziegel ausbilden läſst u.s.w. Das Verfahren ist recht sinnreich; es
ermöglicht ebenfalls einen geringen Hub der oberen Platte, gewährt aber bei
weitem nicht ein so bequemes Abheben des Ziegels, als die vorhin beschriebene
Presse von Chambrette-Bellon und G. Pinette.
Brethon in Tours zeigte eine Falzziegelpresse für
Maschinenbetrieb, bei welcher die unteren Formplatten ebenso eingerichtet sind
und ebenso gehandhabt werden, wie bei der Maschine von Schlosser und Maillard beschrieben wurde. Die Bewegung der oberen
Platte erfolgt aber mittels Krummzapfen, unter Einschaltung eines doppelarmigen
Hebels, welcher über der Maschine Platz gefunden hat. Die Anordnung dieser
Maschine erscheint nicht nachahmenswerth. – Handpressen derselben Firma, welche
ebenfalls mit Hebel versehen sind, dürften eher zu den zweckmäſsigen derartigen
Geräthen gezählt werden.
Fig. 5 Taf. 3 stellt eine Falzziegelpresse von Joly in Blois dar, welche mehrere
Eigenthümlichkeiten besitzt. Die untere Form ist auf zwei Schienen verschiebbar
und wird, nachdem sie nach auſsen gezogen ist, mit Hilfe des Handhebels A behufs ihrer Entleerung umgekippt. Die obere Form
wird von einer Platte B und 4 Stangen D getragen, geführt und auch niedergezogen. Sie ist
mit diesen Stangen unter Vermittlung der Kopfplatte B durch Muttern verbunden, welche ihr Gewinde auf den Stangen selbst
finden; man vermag sie somit bequem und genau hinsichtlich ihrer Höhenlage
einzustellen. Dies ist um so mehr nothwendig, als die Presse nicht allein für
Falzziegel, sondern auch für groſse Hohlziegel verwendet werden soll. Die
Stangen D erhalten ihre Führung in der oberen
Platte C des Maschinengestelles und nahe am Boden
in Querstücken E, so daſs die Führung eine recht
sichere genannt werden muſs. Ein Querstück F
verbindet die vier Stangen D mit einem
sternförmigen Rade, in welchem drei Rollen G
gelagert sind. Auf diese Rollen wirken die drei eigenthümlich geformten Zähne
des Rades H, welches auf der durch das groſse
Stirnrad J bewegten Welle K befestigt ist. Die Rollen G legen sich
nämlich in die Höhlungen von H in ähnlicher Weise,
wie die Zähne von Stirnrädern in einander greifen; der Boden der betreffenden
Höhlung von H drückt eine der Rollen O nieder und nimmt sie gleichzeitig in wagrechter
Richtung mit, bis die Welle K, die Rolle G und der Zapfen des sternförmigen Rades über
einander, d.h. die Rolle G senkrecht unter der
Welle K liegt. Die gemeinschaftliche Wirkung des
Rades H und des sternförmigen, die Rollen G enthaltenen Rades ist daher dieselbe, wie
diejenige des Kniehebels, sonach die Entschiedenheit der Druckwirkung, welche durch
die Theile F, D und B
auf die obere Formplatte übertragen wird, eine sehr groſse.
Bei fernerer Drehung der Welle K bezieh. des Rades
H schieben die Zähne des letzteren die Rollen
G lediglich zur Seite, während die unrunden
Scheiben L unter, weiter oben mit den Stangen D verbundene, Rollen greifen und die Stangen nebst
der oberen Formplatte heben. Der Antrieb des groſsen Rades J erfolgt durch ein Zahnrädchen, welches entweder
durch die Handkurbel M oder durch die Riemenrollen
N bewegt wird.
Bemerkenswerth ist noch die Befestigungsart der Maschine auf dem Fuſsboden. Die
beiden Schilder des Maschinengestelles sind unten mittels der Querstücke O verbunden, welche auſserhalb derselben in runde
Zapfen endigen. Diese Zapfen sind in Bohrungen der Frösche P gesteckt und können sich in diesen drehen. Joly hatte fast sämmtliche Maschinen seiner
Ausstellung in dieser Weise gestützt; er bezweckt offenbar die Vermeidung von
Spannungen in dem Maschinengestell, welche leicht eintreten, sobald die mit dem
Gestell zusammengegossenen Füſse auf einem unebenen Fuſsboden befestigt werden.
Die Anordnung entspricht wenigstens theilweise dem genannten Zweck.
Eine sehr kräftige Hohlziegelpresse von Gebrüder
Boulet in Paris ist durch Fig. 6
Taf. 3 abgebildet. Man erkennt zunächst, daſs die obere Formplatte A mit Hilfe einer mehrgängigen Schraube, eines
Schwungrades B und zweier Reibungsräder C auf und nieder bewegt wird. Die beiden Räder sind
auf der gemeinschaftlichen Welle D befestigt und
werden abwechselnd, mittels des Hebels E bezieh.
des Handhebels F, gegen den Kranz von B gedrückt; sie drehen daher das Schwungrad B einmal in der einen, einmal in der anderen
Richtung. Die untere Form G ist schlittenartig
verschiebbar und, wenn genügend ausgezogen, um die Achse der Spindel H umkippbar. Die Presse soll fähig sein, 2500 bis
4500 Ziegel – je nach der Gröſse derselben – in einer 10stündigen Arbeitszeit zu
pressen. Mir gefällt dieselbe nicht so gut als diejenige, welche Fig. 5
wiedergibt, zumal diese nur 2100, jene aber 3200 Franken kosten soll.
Gebrüder Boulet hatten ferner eine Dachziegelpresse
geliefert, welche beide in Frage kommenden Formungsarbeiten, nämlich die Bildung
des Massenblattes und die endgiltige Formung durch Pressen verrichtete. Mittels
eines Krummzapfens erfolgt die Bewegung der für beide Arbeiten erforderlichen
Werkzeuge; ein Kolben preſst die entsprechende Thonmenge durch ein Mundstück und
erzeugt damit das Massenblatt; dieses gelangt auf die untere Form der Presse,
mit dieser unter die obere Formplatte und erhält hier ihre Pressung. Die untere
Form wird behufs ihrer Entleerung wagrecht verschoben, kann aber im ausgezogenen
Zustande nicht umgekippt werden.
An die Dachziegelpressen schlieſsen sich unmittelbar die sogen. Nachpressen für Mauerziegel.
Bevor ich auf die Besprechung der hierher gehörenden Ausstellungsstücke eingehe,
halte ich eine Erörterung des Zweckes dieses Pressens, wie des Pressens von
Thonwaaren überhaupt, für geboten. Die weiche Thonmasse hat man sich aus kleinen
Thonkörpern zu denken, welche im Wasser schwimmen, oder doch ringsum von Wasser
umgeben sind, so daſs ihre gegenseitige Verschiebung leicht von statten geht.
Beimengungen von Sand und anderen Körpern kleinkörniger Gröſse ändern hierin
zunächst nichts. In Folge Verdunstung eines Theiles des in der Masse vertheilten
Wassers ist das übrig bleibende Wasser bestrebt, die einzelnen Körperchen
entsprechend zu nähern, da es an den Wandungen derselben haftet und seine eigene
Zusammenhangskraft eine Trennung der Wasserschichten zu verhindern sucht.
Hierbei werden einige Körperchen der Masse zusammenstoſsen; sofern sie bildsam
genug sind, um dem Adhäsionseinfluſs des Wassers nachzugeben, so wird eine
andere gegenseitige Lage derselben eintreten, welche dem Wasser gestattet, im
Zusammenhang zu bleiben; ist der erforderliche Grad von Bildsamkeit nicht
vorhanden, stoſsen namentlich harte Körperchen zusammen, welche behufs
Beibehaltung des Zusammenhanges eine Verschiebung im weiteren Umfange nöthig
machen, so wird ein theilweises Abreiſsen stattfinden müssen. Durch Zuhilfenahme
eines äuſseren Druckes kann man dieses Abreiſsen vermeiden und, wenn es schon
eingetreten sein sollte, unschädlich machen, so lange die Bruchflächen noch mit
Wasser oder Wasserdampf bedeckt sind, d.h. mit solchen Hüllen, welche durch
Verdunstung beseitigt werden können. Wenn dagegen die Trennung in solchem Maſse
oder so lange vor dem Eintritt des äuſseren Druckes stattgefunden hat, daſs der
Wasserdampf bereits von atmosphärischer Luft verdrängt worden ist, so wird die
Näherung der Bruchflächen zu einer Wiederherstellung des Zusammenhanges nicht
führen. Beim Weglassen jedes äuſseren Druckes erhält der reinste Thon eine
groſse Zahl kleiner Risse der vorhin bezeichneten Art, da das vorsichtigste
Trocknen kein vollständig gleichmäſsiges sein kann. Das Brennen des Thones kann
diese Risse wieder beseitigen, wenn die Erhitzung bis zum Schmelzpunkte
fortgesetzt wird, weil alsdann die trennenden Schichten atmosphärischer Luft
ausgetrieben werden. Unreine Thonarten verhalten sich, wie schon angedeutet,
ungünstiger; solche Thonarten aber, in welchen die Verunreinigungen nicht
gleichförmig vertheilt sind, werden am wenigsten im Stande sein, dem Bestreben
des Wassers, den Zusammenhang zu erhalten, in genügender Weise nachzukommen.
Daher verwendet man groſse Sorgfalt auf das Mischen des Thones und zertrümmert
gröſsere, feste Körper, um die Bruchstücke gleichmäſsig vertheilen zu können,
oder beseitigt sie mit gröſserer oder geringerer Sorgfalt, je nachdem man eine
mehr oder weniger feste Waare fertigen will.
Offenbar wird durch die genannten kleinen Risse die Fläche, längs welcher der
Körper bei einer Inanspruchnahme zu widerstehen vermag, verkleinert, also die
Festigkeit vermindert. Durch Vermeidung der Risse wird die volle Festigkeit
erhalten. Man denke nur an die Widerstandsfähigkeit eines gut geschlagenen
Lehmestriches und vergleiche sie mit derjenigen eines Estriches, welcher eine
geringere Zahl Trachten erhalten hat; oder man vergleiche den immer noch
ziemlich feuchten Estrich mit einem Lehmsteine, der viel trockner ist. Beide
Vergleiche – zu denen ich noch eine groſse Zahl anderer anführen könnte –
erhärten unwiderleglich das oben Gesagte.
Wenn man daher den Thon in reichlich weichem Zustande geformt hat, so ist es
behufs Erzielung eines einigermaſsen festen Ziegels – abgesehen von Klinkern –
unbedingtes Erforderniſs, nach theilweisem Trocknen eine Zusammendrückung
eintreten zu lassen. Soll der Ziegel sehr hart werden, so ist diese Pressung ein
oder mehrere Male zu wiederholen.
Wenn man den Thon in einem so trocknen Zustande verarbeitet, wie man ihn sonst
„nachzupressen“ pflegt, so ist ohne weiteres die Festigkeit des
Ziegels zu erwarten, welche durch jenes „Nachpressen“ gewonnen wird.
Wir erhalten hierdurch eine Reihe von Fabrikationsarten, nämlich: 1) Verarbeitung
weichen Thones für lose Waare. 2) Verarbeitung weichen Thones und Nachpressen für festere Ziegel. 3) Verarbeitung
steifen Thones u.s.w.
In Bezug auf das Formen von Ziegeln aus weichem Thon bot die Ausstellung keine
erwähnenswerthen Objecte; ich kann daher, wie früher gesagt, sofort zu der
zweiten Fabrikationsart übergehen, d.h. da der erste Theil derselben als
erledigt zu betrachten ist, zur Besprechung der Nachpressen schreiten.
F. Ficheux und Comp. in Paris hatten mehrere Formen
solcher Nach pressen ausgestellt, welche mit gewaltigem Hebelwerk ausgestattet
waren. Ich verzichte auf die Beschreibung derselben, weil ihre Anordnungen zu
wenig hübsch sind.
Der mehrgenannte Joly in Blois zeigte dagegen eine
recht hübsche Presse; sie ist durch Fig. 7
Taf. 4 dargestellt. Die Preſsform A ruht auf dem
Gestell; in der Kopfplatte desselben finden zwei Stangen B ihre Führung, welche aber mittels eines Querstückes C verbunden sind und an diesem die obere Preſsform
D tragen, während sie mit einem Bock K in Verbindung stehen, der mittels des Stiftes E in der Fuſsplatte geführt wird. Der Bock K umschlieſst die durch den Hebel J zu bewegende Welle und steht mit dieser in
Verbindung vermöge der unrunden Scheibe G, der in
einem Kniehebelstück gelagerten Rolle F und der in
K festgelagerten Rolle H. Dreht man den Hebel J in der
Pfeilrichtung a, so umfaſst ein Ausschnitt der
Scheibe G die Rolle F. Bei weiterem
Drehen von J tritt hierbei die Kniehebelwirkung
ein, so daſs der Druck der Formplatte D, sobald
letztere dem Ende ihrer Bewegung sich nähert, ein sehr groſser wird. Die untere,
in dem Kasten A befindliche Formplatte stützt sich
hierbei auf die Kopfplatte des Gestelles.
Nach stattgefundener Pressung bewegt man den Hebel J
in der Pfeilrichtung b; hierdurch wird zunächst der
Kniehebel gelöst; gleichzeitig drückt aber der Rücken der unrunden Scheibe G gegen die Rolle H
und hebt in Folge dessen den Bock K und mit ihm die
obere Formplatte D. Nach einiger Zeit stöſst der
Bock K gegen einen an der unteren Formplatte
befestigten, in der Kopfplatte des Gestelles geführten Stift L und veranlaſst dadurch die untere Formplatte an
der aufwärts gerichteten Bewegung theilzunehmen, also den gepreſsten Stein aus
der Form A zu schieben, so daſs derselbe bequem
abgehoben werden kann.
Die pressenden Flächen bedürfen hiernach eines groſsen, senkrechten Weges, was
mit einem entsprechenden Kraftaufwande verbunden ist.
A. Chevalier und Baujan in Paris hatten an ihren
Nach pressen diesen Uebelstand vermieden, indem sie den Kasten, welcher den zu
pressenden Stein umschlieſst, diagonal getheilt hatten. Die eine Hälfte ist an
dem Boden der Form befestigt, die andere Hälfte kann abgenommen werden. – Ich
fürchte, daſs die Bedienung der Presse hierdurch umständlich wird.
England hatte einige schon bekannte Nachpressen geliefert, weshalb ich mir eine
Besprechung ersparen kann.
Zahlreicher als die Nachpressen waren die Maschinen vertreten, welche die
Ziegelsteine aus sogen, trocknem Thon fertigen.
Die von Joly in Blois und von Boudry in Paris ausgestellten Hertel-Schmelzer'schen Ziegelmaschinen gehören
schon hierher, wenngleich sie einen weicheren Thon zu verarbeiten pflegen, als
die vornehmlich England angehörenden Pressen. Es ist mir unter diesen Pressen,
bei welchen eine Zahl von Formen mit beweglichem Boden in einer wagrechten, sich
ruckweise drehenden Platte angebracht sind, welche Formen mit krümlichem Thon
gefüllt, dann mittels eines kräftig drückenden Stempels geschlossen werden,
worauf der betreffende bewegliche Boden, nachdem die Form den Platz des Stempels
verlassen hat, den fertigen Ziegel allmälig aus der Form schiebt, wenig Neues
aufgefallen. Erwähnenswerth dürfte eine Presse von Chambrette-Bellon sein, in deren Tisch nicht weniger als 24 Formen
Platz gefunden haben, und bei welcher die beweglichen Böden auch die Pressung zu
vollziehen haben. Der Kasten, in welchen der Thon geworfen wird, übergreift ⅙
sämmtlicher Formen. Ich halte eine so groſse Zahl von Formen in einer Maschine für
nicht vortheilhaft, weil bei einer nöthig werdenden Aenderung der Formengröſsen
erhebliche Kosten erwachsen.
Von hervorragendem Interesse für mich war die Maschine Nr. 2 der Gregg Brick Company in Philadelphia, welche in dem
landwirthschaftlichen Annex der Vereinigten Staaten im Betrieb gezeigt wurde.
Sie besteht aus der Presse und dem Speiseapparat. Unter einem zum Einwerfen des
krümlichen Thones dienenden Trichter befindet sich ein wagrechter Kanal A (Fig. 8
und 9 Taf.
3) von rechteckigem Querschnitt, den ein längs des Kanales beweglicher Kolben
B mit senkrechtem Kopfende ausfüllt. An dem
einen Ende des Kanales mündet derselbe in einen Kasten C, dessen wagrechter Querschnitt einem plattliegenden Ziegel
entspricht, und dessen Boden D senkrecht
verschiebbar ist. Der Kolben B befinde sich in
gröſster Entfernung von C, der Trichter ist mit
Thon gefüllt und die Oberfläche des Bodens D
schneidet mit der Sohle von A ab, ganz so, wie Fig. 8 erkennen läſst. Es bewegt sich alsdann der Kolben B in der Pfeilrichtung vorwärts und schiebt eine
entsprechende Thonmenge in den Kasten C. Hierauf
hebt sich D und preſst den Thon, weil die
Druckplatte E des Kastens C diesen oben noch fest verschlieſst. Nach vollzogener Pressung wird
E ebenfalls gehoben, während D seine steigende Bewegung fortsetzt, so daſs
schlieſslich der gepreſste Stein über den Rand des Kastens C (vgl. Fig. 9)
gehoben wird und eine Platte F im Stande ist, den
Stein zur Seite zu schieben. Inzwischen hat der Kolben B seine rückläufige Bewegung angetreten, D steigt nieder, F geht in seine Ruhelage
zurück und das Spiel beginnt von Neuem. Die Maschine soll, bei einer
Kraftbeanspruchung von 10e, stündlich 800 bis
1000 Steine formen können; sie kostet ab Philadelphia ohne Mischmaschine 650
Dollars.
Endlich nenne ich noch eine Handpresse für Fuſsbodenplatten, welche G. Pinette in Chalon-sur-Saône ausgestellt hatte.
Bemerkenswerth ist hier die zweckmäſsige Zusammenfassung der einzelnen Theile
und die Einrichtung, vermöge welcher die Form um einen senkrechten Zapfen nach
auſsen gedreht werden kann, so daſs mit zwei Formen zu arbeiten ist, wobei die
eine in der Presse zum eigentlichen Formen benutzt wird, während die zur Seite
geschobene ihre Füllung erhält.
Die Röhren-Formmaschinen waren, mit einer Ausnahme, mit Stiefel und Kolben
versehen, so daſs je eine Stiefelfüllung zu Röhren verarbeitet wird, worauf der
Kolben behufs abermaliger Füllung des Stiefels zurückgeschoben werden muſs. Emil Müller in Paris hatte eine Presse für gröſsere
Röhren ausgestellt, welche im Wesentlichen der Sachsenberg'schen Presse (* 1874 214 428)
nachgebildet schien. (Schl. folgt.)
Prof. Hermann Fischer.
(Fortsetzung folgt.)