| Titel: | Mittheilungen von der Weltausstellung in Paris 1878. |
| Fundstelle: | Band 232, Jahrgang 1879, S. 97 |
| Download: | XML |
Mittheilungen von der Weltausstellung in Paris
1878.
(Fortsetzung von S. 21 dieses Bandes.)
Mittheilungen von der Weltausstellung in Paris 1878.
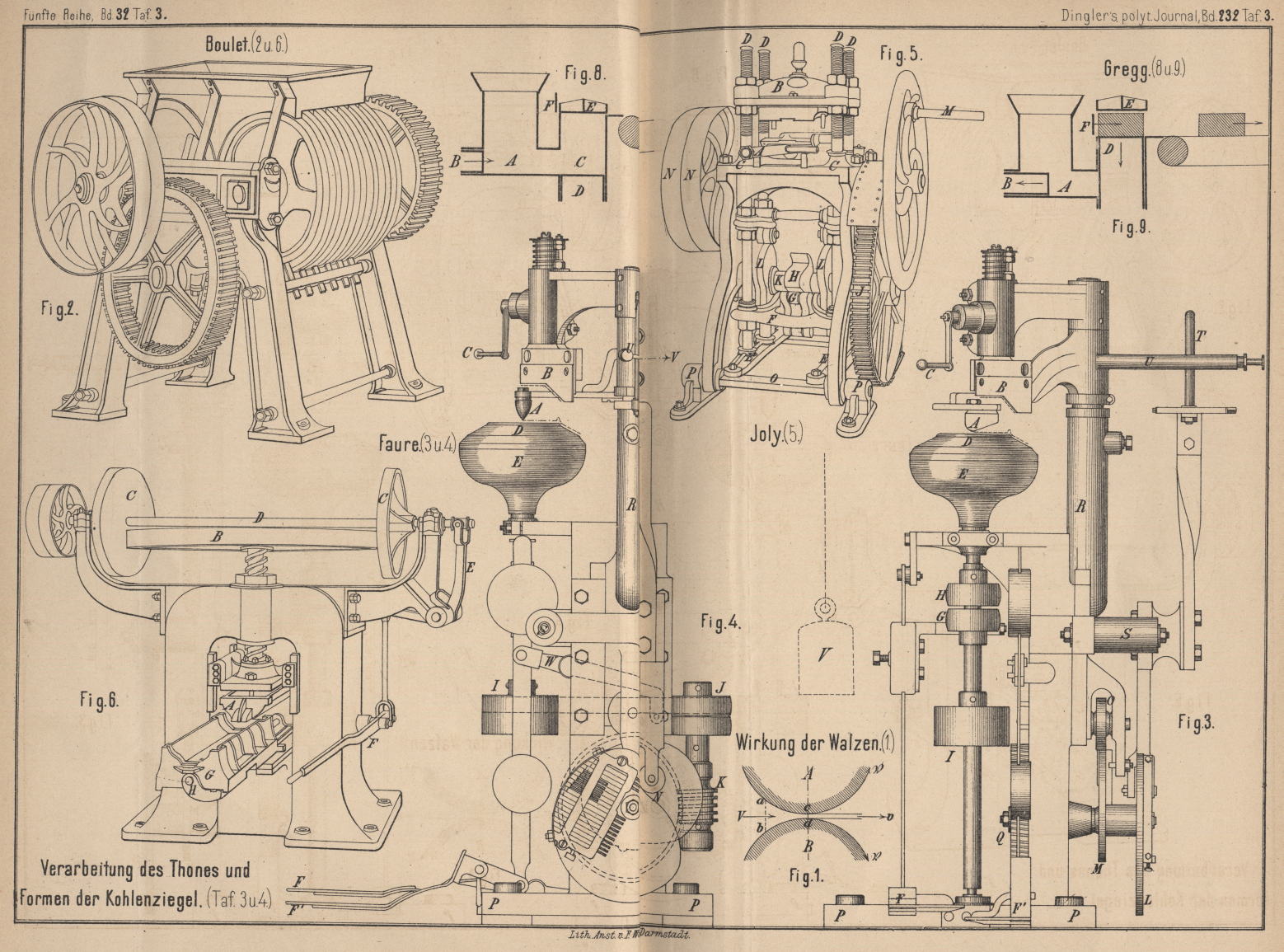
Das Verarbeiten des Thones und das Formen der Kohlenziegel
(Taf. 3 und 4).
(Schluſs von S. 21 dieses Bandes.)
c) Das Formen der Kohlenziegel (Briquettes).
Die Verbindung von Kohlenklein zu handlichen Stücken hat viel Aehnliches mit dem
Formen von Thonziegeln, weshalb es gerechtfertigt sein dürfte, die Besprechung
der betreffende Maschine der Ausstellung hier anzuschlieſsen.
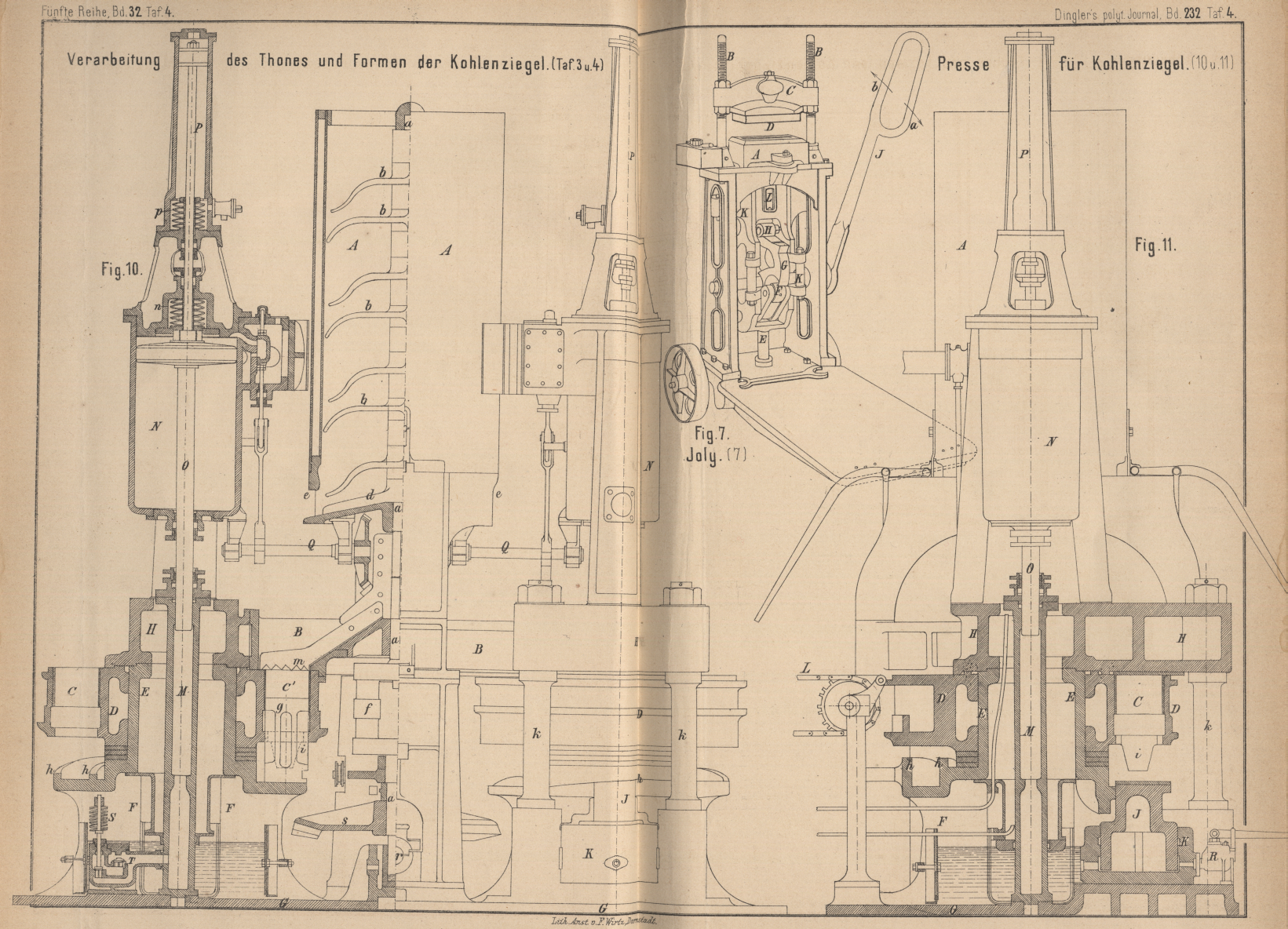
Unter denselben ragte die Maschine der Société nouvelle
des Forges et Chantières de la Méditerranée in Marseille (Director G. Fanjoux) hervor. Sie ist in den wesentlichsten
Theilen in Fig. 10
und 11 Taf.
4 abgebildet; die Pressung beim Formen der Kohlenziegel soll mindestens 200k für 1qc,
bei harten Kohlen aber bis 300k betragen.
Das Bindemittel soll aus Pech oder Theer bestehen, deren flüchtige Theile
ausgetrieben sind:, es ist zunächst mit dem Kohlenklein sorgfältig zu mischen,
und zwar unter entsprechender Erwärmung. Der Mischapparat A, welcher in Fig. 10
zur Hälfte durchschnitten gezeichnet ist, hat zu dem Ende einen hohlen Mantel,
gebildet aus zwei Blechtrommeln, erhalten: in den Hohlraum tritt der Dampf,
welcher vorher zur Hervorbringung von Bewegungen diente. Im Innern von A dreht sich eine senkrechte Welle a, welche mit einer Zahl von Flügeln b versehen ist, vermöge welcher sie die in A aufgehäufte Masse durch einander wirft und
gleichzeitig nach unten drückt, so daſs die dem sogen. Thonschneider
eigenthümliche Wirkung entsteht. Ueber dem flach kegelförmigen Boden des
Mischers drehen sich zwei Arme d welche das Gemisch
aus den Oeffnungen e nach auſsen befördern; es
fällt alsdann in eine kreisförmige Rinne B, und
zwar an den Orten derselben, an welchen sich Oeffnungen im Boden der Rinne
befinden, zum Fortleiten des Gemisches in die Formen C. In zwei ringförmigen guſseisernen Körpern D sind je 4 Formen C angebracht. Da
letztere, wegen des in denselben auftretenden groſsen Druckes, bei
gleichzeitiger Verschiebung des Gepreſsten, bald abgenutzt werden, so hat man
die Formen C mit Stahlfuttern versehen, um sowohl die
Abnutzung zu vermindern, als auch den Ersatz der abgeschliffenen
einschlieſsenden Flächen zu erleichtern. Die Formplatten D drehen sich um die starken hohlen Zapfen E, welche unter Vermittelung von je vier kräftigen Beinen F mit der Sohlplatte G
der gesammten Einrichtung zusammenhängen; die Drehung findet ruckweise statt,
indem die Kurbel f der stehenden Welle a mit Hilfe eines Schaltwerkes – die untere
Eindrehung von f gehört zu der in Fig. 10
links, die obere Eindrehung zu der rechts liegenden Formplatte – jede Formplatte
D um je 90° herumdreht. Die Böden g der Formen sind in senkrechter Richtung
verschiebbar; sie stützen sich auf die geneigt liegenden Bahnen h und erhalten durch diese während der Drehung von
D verschiedene Höhenlagen. Die hierbei zwischen
den unteren Enden von g und den Bahnen h auftretende Reibung würde leicht ein Klemmen der
Böden in den Formen hervorbringen, wenn die Führung eine kurze wäre; man hat
daher hinter jeden Boden g einen Lappen i an den Formplatten D
angebracht (in Fig. 10
ist der Lappen i nur punktirt zu sehen), welcher
dem unteren Ende von g eine sichere Stütze
gewährt.
Nachdem die unter der Rinne B befindliche Form C mit dem zu pressenden Gemisch gefüllt ist, bewegt
das Schaltwerk die betreffende Formplatte um 90°; die obere Oeffnung der in Rede
stehenden Form C gelangt in Folge dessen unter die
mit einer Stahlplatte verkleidete starke guſseiserne Platte H, welche mittels kräftiger schmiedeiserner Säulen
k unmittelbar an der Sohlplatte G und mittels Schrauben an dem Hohlzapfen E befestigt ist, sonach einem sehr kräftigen Druck,
der zwischen ihr und der Sohlplatte auftritt, zu widerstehen vermag. Dieser
Druck, dessen Ziel die Verdichtung des Gemisches ist, wird durch die geneigte
Lage der Gleitflächen h eingeleitet, indem der
betreffende Boden durch diese gehoben wird. Sehr groſs kann derselbe indessen
auf diesem Wege nicht werden, weil andernfalls die Reibung längs der Bahnen h zu erheblich würde. Man hat daher die Bahnen h unter derjenigen Stellung der Form C unterbrochen, welche um 90° von dem
ursprünglichen Platze derselben unter der Oeffnung der Rinne B in der Bewegungsrichtung abweicht, und die
Unterbrechung durch den Kopf eines Preſskolbens J
ausgefüllt, der in einem auf der Sohlplatte befestigten Stiefel K steckt. Indem dieser Kolben J mit wuchtiger Kraft sich erhebt, drückt derselbe
den betreffenden Boden g nach oben und erzielt
hierdurch die geforderte Pressung der zwischen dem Boden g und der festen Platte H
eingeschlossenen Masse. Der Kolben J senkt sich
hierauf, so daſs das Schaltwerk im Stande ist, die Formplatte D weiter zu drehen; die Form verläſst damit ihren
Platz unter H, die geneigten Bahnen h kommen wieder in Thätigkeit und der gepreſste
Kohlenziegel wird allmälig aus der Form geschoben. Diametral dem Preſskolben J gegenüber ist der fertige Kohlenziegel über die
Oberfläche von D gehoben; er wird durch eine geeignete Vorrichtung
auf das Band L geschoben und von diesem nach dem
Lagerplatz geschafft.
Die Spannung des Wassers unter dem Kolben J wird auf
folgende Weise hervorgebracht. In der Mitte des hohlen Zapfens E befindet sich der Pumpenstiefel M, welcher mit dem Stiefel K in geeigneter Verbindung steht. Der Mönchskolben O des Stiefels M ist
gleichzeitig die Stange eines groſsen Kolbens, der zu dem Stiefel N gehört. Mittels eines Muschel Schiebers vermag
man Dampf über den groſsen Kolben zuleiten, so daſs dieser, und mit ihm der
Mönchskolben O, niedergedrückt wird, also die
geforderte Spannung unter dem Kolben J erzeugt.
Nach vollzogener Umstellung des Muschelschiebers kann zwar der gebrauchte Dampf
entweichen; das Eigengewicht des groſsen Kolbens mit Zubehör wird denselben aber
in der eingenommenen Stellung festhalten, so fern nicht eine äuſsere Kraft ihn
hebt. Diese äuſsere Kraft ist nun gegeben durch den kleinen, mit M und N in einer Achse
aufgestellten Stiefel P, bezieh. durch den Kolben
desselben, welcher an der Stange des groſsen Kolbens befestigt ist. Zu dem
Stiefel P, und zwar unter seinen Kolben, hat der
Kesseldampf fortwährend ungehinderten Zutritt, so daſs die drei
zusammenhängenden Kolben gehoben werden, sobald der Dampfdruck über dem groſsen
Kolben aufhört.
Mit dem Zurückweichen von O gewinnt der Preſskolben
J die Möglichkeit niederzusinken. Da nun das
Steuern des mehrgenannten Muschelschiebers von der Welle Q aus stattfindet, letztere aber mittels Kegelräder von der stehenden
Welle a aus betrieben wird und mit ihr gleich viele
Umdrehungen macht, so wird nach jeder Wirkung der Kurbel f, also nach jedem Drehen der Formplatte D um 90°, die Presse in der beschriebenen Weise in Thätigkeit treten,
sofern nur das zum Bewegen des Schiebers bestimmte Excenter in richtiger Weise
auf der Welle Q befestigt ist.
In der Regel wird jeder Form die zutreffende Menge des Gemisches zugeführt, indem
eine Häufung abgestrichen wird, sobald die Form die Oeffnung im Boden von B verläſst. Es liegt indessen die Möglichkeit vor,
daſs das Gemisch zufällig von vornherein zu fest in die Form gepreſst wird, so
daſs vielleicht der Druck, welcher später durch den Preſskolben gegeben wird, zu
groſs ausfällt. Um einen derartigen Zufall unschädlich zu machen, hat man zwei
Sicherheitsventile R (Fig.
11) und S (Fig.
10) angebracht; ersteres ist mit Hebelbelastung, letzteres mit
Federbelastung versehen. Aber auch an das mögliche Vermindern der in K, M und der zugehörigen Leitung befindlichen
Wassermenge ist gedacht, indem ein Saugventil T
(Fig.
10) angeordnet ist, welches von dem zwischen den vier Beinen F befindlichem Wasserbehälter Ersatz zu nehmen
gestattet. Der Hub der drei den Stiefeln M, N und
P angehörenden Kolben wird durch Federbuffer
n und p
beschränkt; ich halte diese Anordnung für die schwächste Leistung des
Constructeurs.
In dem Vorhergehenden ist vielfach nur von einer Presse und Zubehör die Rede
gewesen; es bedarf wohl kaum der Erwähnung, daſs die andere Seite der gesammten
Einrichtung gerade so ausgeführt ist und so functionirt wie die erste. Sofern
aus einer der Oeffnungen e des Mischers A eine gröſsere Menge der Masse ausgeworfen wird
als aus der anderen, so sorgt die mit der Welle a
verbundene Kratze m für die Ausgleichung. Sie
bewegt sich bei jeder Drehung von a einmal in dem
Troge B herum und befördert hierbei das, was auf
einer Stelle zu viel vorhanden ist, nach der Stelle, an welcher etwa Mangel
vorhanden sein sollte. Man kann daher auch mit nur einer Presse arbeiten; da die
stillstehende Hälfte kein Kohlengemisch aufnimmt, so befördert die Kratze m das hierher Fallende nach der anderen Presse.
Freilich muſs die Gesammtmenge des zur Mischung bezieh. zum Ausfluſs Gelangenden
entsprechend geregelt werden.
Eine besondere Dampfmaschine dreht die liegende Welle r, von welcher aus mittels Kegelrad s die
Drehung der stehenden Welle a erfolgt. Es soll die
Maschine innerhalb 24stündiger Thätigkeit mittels beider Pressen umformen:
in
Steinen
von
etwa
10k
Gewicht
580t
„
„
„
„
5
„
320
„
„
„
„
2,5
„
172
„
„
„
„
1,25
„
96.
Weniger leistungsfähig, mindestens nicht im Stande, so stark zu pressen, als die
so eben beschriebene, ist die Maschine, welche E.
Couillard in Paris ausstellte. Die Mischung findet bei dieser Presse
ebenfalls in einer Maschine statt, welche dem Thonschneider ähnlich ist.
Dieselbe drückt aber das Gemisch unmittelbar in die Oeffnungen der Formplatte;
letztere wird durch eine Schnecke gedreht, bewegt sich also nicht ruckweise; die
Pressung erfolgt lediglich durch das Heben der Formböden, die meistens auf
geneigten Bahnen gleiten, aber unter der die Formen oben abschlieſsenden Platte
durch eine Rolle gehoben werden, um die hier dem hohen Druck entsprechend
gesteigerte Reibung zu vermindern.
Gebrüder Boulet in Paris bewegen dagegen die
Formplatte ruckweise und pressen von oben, unter Anwendung einer Kurbel.
Beide letztgenannte Verfahren haben den Mangel gemein, daſs bei Ueberfüllung der
Formen die Pressung zu groſs wird und hierdurch möglicherweise Brüche der
Maschine eintreten, bei zu geringer Füllung der Formen aber die Pressung
ungenügend ausfällt.
Nach ganz anderen Grundsätzen preſst Evrard die
Kohlenziegel. Das Wesentlichste der bekannten Evrard'schen Maschinen besteht in der Anwendung schwach kegelförmiger
Mundstücke, durch welche mittels Kolben das zu pressende Gemisch gedrückt wird.
Die Reibung an den Wänden der Mundstücke hat den zur Hervorbringung der nöthigen Spannung
innerhalb der Preſsmasse erfolgenden Widerstand zu leisten. Die Kolben werden
durch Kurbeln bewegt, drücken demnach absetzend; beim Rückgange der Kolben fällt
eine gewisse Menge des Kohlenkleins in die Preſsform, während des Vorwärtsganges
drückt der Kolben diese Menge gegen das in dem Mundstück eingeklemmte, früher
gepreſste Gemenge, wobei dieses weiter geschoben wird. Die neue Partie verbindet
sich nicht mit dem vor ihr in die Preſsform Gelangten, so daſs ebenso viel
Kohlenziegel entstehen, wie Kolbenspiele stattfinden.
Es war eine mir neue Evrard'sche, von Felix Dehaynin vervollkommnete Maschine nur in
Abbildung ausgestellt, welche folgende Zusammensetzung hat. Zu unterst befindet
sich eine (70pferdige) liegende Dampfmaschine, deren Kurbelwelle senkrecht
angeordnet ist. Ueber dem Kurbellager befindet sich ein Halslager mit Kämmen,
welches die Welle in senkrechter Richtung stützt. Ueber diesem Lager ist die
Welle wenig gekröpft und von einem Halsring umgeben, an welchem die Lenkstangen
von in sechzehn strahlenförmig um die Welle gelagerten Pressen greifen. Weiter
oben betreibt die senkrechte Welle geeignete Vorrichtungen zum Mischen des
Kohlenkleins mit dem Bindemittel und zur Vertheilung des Gemisches an die
einzelnen Pressen. Die gesammte Anordnung machte den Eindruck einer gut
durchdachten Construction.
Prof. Hermann Fischer.
Dampfmaschine von Farcot und Söhne in Paris (Fig. 1
bis 3 Taf.
10).
Diese Firma, deren groſsartige Ausstellung in der Einleitung (1878 229 491) bereits gewürdigt wurde, hatte als
hervorragendstes Object eine groſse Zwillingsmaschine ausgestellt, nach demselben
Modell wie eine bereits im Betrieb befindliche direct wirkende Pumpmaschine für die
Stadt Paris, auf welche sich die auf Taf. 10 wiedergegebenen Skizzen zunächst
bezogen haben. Die Pumpmaschine, eincylindrig und mit eigenthümlich construirten
Plungerpumpen, deren zwei hinter einander liegende Plunger direct von der
verlängerten Kolbenstange bewegt werden, hat, gleich der Ausstellungsmaschine, 1m,000 Cylinder-Durchmesser, 1m,800 Hub und geht trotz der für eine direct
wirkende Pumpmaschine hohen Geschwindigkeit von 30 Touren in der Minute seit mehr
als zwei Jahren anstandslos; die mittlere Leistung bei 0,1 Füllung und 4at effectivem Admissionsdruck beträgt etwa 250e, der Kohlenverbrauch für die Stunde und
indicirte Pferdestärke 0k,7 und für die nach
gehobenem Wasser berechnete effective Pferdestärke 0k,9, welche Resultate bis heute von einer eincylindrigen Maschine kaum
erreicht worden sind.
Die aus zwei einfachen Maschinen zusammengekuppelte Ausstellungsmaschine erschien nur
als Motor und ohne Verbindung mit den Pumpen; sie ging erst gegen Ende der Ausstellung im
Leerlauf und konnten hier natürlich keine weiteren Versuche angestellt werden. Die
Farcot'sche Maschine gehört, wie aus den Skizzen
Fig. 1 und 2
hervorgeht, sowohl in der allgemeinen Anordnung, als in der Steuerung zu den
Corliſsmaschinen; doch ist die Disposition der Rundschieber im Dampfcylinder nach
der zuerst von Bède und Farcot in Brüssel angewendeten
und von uns gelegentlich der Wiener Weltausstellung (* 1874 214 347) ausführlich besprochenen Methode ausgeführt (Fig. 3)
derart, daſs die Deckel eine theilweise Fortsetzung des Cylinderkörpers bilden und
die Rundschieber in sich aufnehmen. Hierdurch wird einerseits der Guſs des
eigentlichen Cylinderkörpers, welcher mit dem Dampfhemd aus einem Stücke besteht,
möglichst vereinfacht, andererseits der schädliche Raum auf die minimale, überhaupt
noch zulässige Grenze zusammengedrängt, indem der Ausströmschieber, welcher beim
Oeffnen theilweise in den Cylinderkörper hineinragt, im geschlossenen Zustande, der
Endstellung des Kolbens ausweichend, die Höhlung der Hinterwand völlig ausfüllt, so
daſs thatsächlich der schädliche Raum, nurmehr von der Gröſse des absolut nöthigen
Spieles zwischen Kolben und Deckel bedingt, auf 0,85 Proc. des Hubvolums reducirt
werden konnte. Ein von dieser Construction nothwendig bedingter Uebelstand, daſs die
Lauffläche des Kolbens durch die Anfügung der Deckel unterbrochen wird, somit
unmöglich ganz eben sein kann, wird durch die Anwendung eines sehr hohen Kolbens
umgangen, indem die nur in der Mitte angebrachten Kolbenringe stets auf der
mittleren Cylinderfläche gleiten; ein weiterer Uebelstand, welcher darin besteht,
daſs der Deckel in zwei concentrischen Ringflächen abdichten muſs, kann nur bei ganz
vollendeter Ausführung unberücksichtigt bleiben.
Auf die allgemeine Disposition der Maschine übergehend, ergibt sich aus den Fig.
1 und 2 Taf. 10
mit genügender Deutlichkeit, wie der auf einem mittleren Fuſse ruhende Cylinder mit
dem Bayonnetbalken des Bettes verschraubt ist, welches an seinem vorderen Ende in
einem kräftigen Lagerbocke ausgeht und hier mit 4 Schrauben an das Fundament
gebunden wird. Die horizontal liegende Luftpumpe ist seitlich vom Bettbalken in
einer Vertiefung des Fundamentes angeordnet und erhält ihren Antrieb mittels eines
Balancier vom Kreuzkopf aus. Die vom unteren Ende dieses Balancier ausgehende
Zugstange bildet einen Winkelhebel, dessen nach abwärts gerichtetes Ende direct die
Kolbenstange der unterhalb der Luftpumpe liegenden Speisepumpe bewegt, während die
Kolbenstange der Luftpumpe mit einem Kreuzkopf verkeilt ist, welcher auf einer
Rundstange seine Führung findet und mit dem Auge des Winkelhebels durch einen Bolzen
verbunden ist. Die kleine Winkelbewegung, welche der Winkelhebel bei jedem Hube
macht, ist ohne meſsbaren Einfluſs auf die Geradführung der unteren Kolbenstange;
andererseits wäre es doch wohl einfacher und besser gewesen, den Kreuzkopf doppelt
zu führen und beide Kolbenstangen direct damit zu verkeilen.
Die Steuerung, welche, wie bereits oben bemerkt, zu den Corliſssteuerungen gehört,
ist durch eine geistreiche Neuerung derart abgeändert, daſs sie veränderliche
Füllungen von 0 bis hinauf zu 80 Proc. zuläſst – eine Einrichtung, welche zwar für
eine Pumpmaschine mit stets constanter Leistung als gänzlich überflüssig erscheint,
in manchen anderen Fällen jedoch von Werth sein kann. Bekanntlich läſst sich bei
Anwendung zweier Excenter die Corliſssteuerung leicht für alle Füllungsgrade
einrichten; hier aber bleibt das eine Excenter beibehalten und werden die
Füllungsgrenzen dadurch ums doppelte erweitert, daſs der eigenthümlich veränderte
Auslösungsmechanismus der Einströmschieber sowohl bei deren Hingange, als auch bei
deren Rückgange zur Wirkung gelangen kann. Im übrigen ist die Steuerung ganz
unverändert geblieben, indem auch hier die am Cylinder gelagerte Steuerscheibe von
der Excenterstange in oscillirende Bewegung versetzt wird und die unten liegenden
Ausströmschieber durch feste Zugstangen direct antreibt, die Einströmschieber
dagegen durch eine auslösbare Verbindung, welche selbst wieder aus der ältesten Form
der Corliſssteuerung (vgl. * 1874 214 270) entwickelt
ist, Die Schieberstange des Ausströmschiebers (auf der rechten Seite der Figur
3) hat einen Winkelhebel g aufgekeilt; der
untere Arm desselben wird in normaler Weise durch eine Zugstange nach abwärts
gezogen, um nach erfolgter Auslösung den Schieberschluſs zu bewirken; der aufrechte
Arm von g trägt direct den Anschlag des Mitnehmers, ein
vierkantiges Stahlstück, welches beiderseits Zapfen z
angedreht hat und mit diesen in dem gegabelten Ende des Hebels g drehbar gelagert ist. Zum Oeffnen des Schiebers wird
dieses Vierkant von der Nase eines Mitnehmers m
erfaſst, welcher mit der Zugstange p verbolzt ist und
von dieser durch Vermittlung des Zwischenhebels h und
der zur Steuerscheibe führenden Zugstange q bewegt
wird; es könnte wohl auch der Mitnehmer m direct an der
letzteren Zugstange q angebracht sein; doch wurde der
Zwischenhebel h angebracht, um die Bewegung des
Auslösemechanismus in horizontaler Richtung erfolgen zu lassen.
Wenn sich nun die Steuerscheibe und mit ihr die eben besprochenen Mechanismen in der
Richtung der Pfeile von Fig. 3
bewegen, so findet Oeffnung des vorderen Einströmschiebers statt, indem der Daumen
des Mitnehmers m hinter dem Vierkant des Zapfens z angreift und derart den Hebel g nach links zieht. Gleichzeitig aber nähert sich ein nach oben
vorstehender hornartiger Fortsatz des Mitnehmers w
einem feststehenden Anschlag a, welcher endlich, bei
entsprechend gewählter Steigung des Hornes und fortgesetzter Bewegung nach links,
das obere Ende des Mitnehmers nach abwärts drückt und in Folge dessen den am
Vierkant des Hebels g anliegenden Daumen des Mitnehmers auslöst.
Sofort kehrt, unter dem Einflüsse der am unteren Arme des Winkelhebels g wirkenden Kraft, der Einströmschieber in seine
extreme Rechtsstellung zurück und sperrt ab; der Mitnehmer jedoch setzt seine
Bewegung fort und bleibt noch dadurch mit dem Hebel g
in einer gewissen Verbindung, daſs zwei von der Zugstange p ausgehende Rundstangen in Hülsen, welche beiderseits auſsen an den
Zapfen z angeschmiedet sind, ihre Führung behalten, so
daſs nach erfolgter Rückkehr des Mitnehmers m nach
rechts sofort wieder der Daumen (unterstützt von dem Zuge einer kleinen
Schraubenfeder) hinter das Vierkannt einfällt. Der Anschlag a ist fest mit einen Winkelhebel w verbunden, welcher durch eine Zugstange in bekannter
Weise vom Regulator gestellt wird und dessen Bewegung durch eine zweite Zugstange
auf den Anschlag des hinteren Cylinderendes überträgt.
Bis zu diesem Punkt unterscheidet sich die neue Farcot'sche Steuerung nicht wesentlich von den bekannten Corliſs-Mechanismen,
und ermöglicht auch in dieser Gestalt selbstverständlich nur Füllungen von 0 bis
etwa 40 Proc. da über dieser Grenze der Mitnehmer wieder zurückgeht und daher von
dem Anschlage a, wenn bis jetzt keine Auslösung
stattgefunden hat, nicht mehr ausgelöst werden kann. In Folge dessen bringt Farcot, um Füllungen bis zu 80 Proc. zu ermöglichen,
hinter dem nach abwärts gekrümmten Hörne, welches mit dem Anschlage a zusammenarbeitet, noch ein zweites nach aufwärts
gebogenes Hörn an dem Mitnehmer m an, auf welches bei
dem Rückgange ein zweiter Anschlag a' zur Wirkung
kommt. Dabei muſs jedoch selbstverständlich dieser zweite Anschlag a' (welcher in Fig. 3 von
a verdeckt ist, aber in Fig. 1 auf
der linken Seite sichtbar wird) bei dem Hingange der oberen Kante des nach aufwärts
gerichteten Hornes ausweichen können und ist deshalb nicht fest wie der Anschlag a mit dem Winkelhebel
w verbunden, sondern in einem Gelenk des
Winkelhebels w derart begrenzt beweglich, daſs er zwar
nach rückwärts ausweichen, nach vorn aber nicht über die Mittelstellung, in welche
er durch eine Feder stets zurückgeführt wird, heraustreten kann. Wenn daher der
Regulatormuff so weit gehoben und dem entsprechend das untere Ende des Winkelhebels
w so tief gesunken ist, daſs schon der feste
Anschlag a mit dem vorderen Hörn des Mitnehmers in
Berührung kommt und auslöst, so bleibt der hintere Anschlag a' ganz unthätig und wird von dem aufwärts gerichteten Hörne einfach vor
und zurück geschoben. Steigt jedoch der Winkelhebel derart, daſs der Anschlag a nicht mehr zur Wirkung kommt, so vermag der
bewegliche Anschlag a', indem er von der Spitze des
hinteren Hornes verdreht und immer mehr gehoben wird, endlich die Kante des
linksgehenden Hornes zu passiren und unter dem Einflüsse der Schraubenfeder wieder
in seine Mittelstellung zurückzutreten. Hier aber findet er in der begrenzten
Beweglichkeit des Gelenkes einen festen Halt, und wenn nun der Mitnehmer nach
rechts zurückkehrt, wird der bewegliche Anschlag a' dem
aufwärts gerichteten Hörn nicht mehr ausweichen, sondern dasselbe niederdrücken und
den Mitnehmerdaumen auslösen, und zwar um so später, je mehr der Winkelhebel w nach aufwärts verdreht ist, so daſs thatsächlich
Füllungen bis zu 80 Proc. und mehr erreichbar werden.
Das Spiel der Steuerung ist sonach völlig erklärt und es bleiben nur mehr einige
Details zu erwähnen. Der Regulator, nach bekanntem Farcot'schen System mit gekreuzten Armen und pseudoastatisch, ist in einem
schön geschwungenen Ständer vor dem Cylinder montirt und wird durch eine Längswelle
mittels steiler Schnecke und Schraubenrad von der Schwungradwelle angetrieben (Fig.
2). Die Muffbewegung wird durch einen Winkelhebel auf die Zugstange zu den
Winkelhebeln w der Anschläge übertragen: soll durch
gewaltsame Erhöhung der Expansion die Leistung vermindert oder die Maschine gänzlich
abgestellt werden, so wird durch eine Schraube und das Griffrad b (Fig. 1) der
Winkelhebel des Regulatormuffes und hiermit der Regulator selbst gehoben.
Zum Anlassen der Maschine dienen zwei besondere Ventile v (Fig. 1 und
3), mittels deren der Dampf direct aus dem Dampfhemd in den Cylinder
tritt; diese Einrichtung ist hier unumgänglich, da die Steuerung selbst nicht zum
Bewegen von Hand eingerichtet ist. Schlieſslich sind noch die Hilfscylinder c zu erwähnen, welche zum selbsthätigen Schlüsse der
Einströmschieber dienen und am Fuſse des Dampfcylinders angebracht sind. Sie
enthalten Kolben, deren Stangen an den Winkelhebeln auf den Schieberspindeln der
Einlaſsventile angreifen, und stehen in ihrem oberen Ende durch die Ventilchen x mit dem Dampfmantel, am unteren Ende durch die
Wechsel y (Fig. 1) mit
der äuſseren Atmosphäre in Verbindung. In Folge dessen werden die Kolben der
Cylinder c stets nach abwärts gedrückt, finden aber, je
nach der Oeffnung des Wechsels y den entsprechenden
Gegendruck, so daſs Stöſse vermieden werden.
Müller-Melchiors.
Baillet und Audemar's Doppelpumpe (Fig. 4
Taf. 10).
Die von Guyot und Audemar in Dòle ausgestellte
Doppelpumpe, System Baillet und Audemar, hat einen stetigen Wasserzufluſs und Abfluſs gleich den
Centrifugalpumpen, ohne jedoch deren Nachtheile, als hohe Tourenzahl, geringe Saug-
und Druckhöhe und mäſsiger Nutzeffect, zu theilen. In zwei über einander liegenden
Pumpencylindern (Fig. 4 Taf.
10) bewegen sich vier beliebig abgedichtete und mit Kautschukplatten geschlossene
Ventilkolben, deren je zwei in einem Cylinder durch gemeinsame Kolbenstange
verbunden und die beiden Kolbenstangen durch einen Querbügel an die Hauptstange
befestigt. Letztere tritt durch eine Stopfbüchse aus dem Pumpengehäuse und ist mit einem Gleitstücke
verschraubt, das durch eine Herzscheibe, an welche es mit seinen Rollen anliegt,
eine regelmäſsige Bewegung erhält, so daſs die Kolben von einem todten Punkte bis
zum anderen stets die gleiche Kolbengeschwindigkeit bewahren. Die Bewegung der
Herzscheibe geschieht durch eine Riemenscheibe, welche beliebig vorwärts oder
rückwärts rotiren kann.
Wenn sich nun die Kolben in der Richtung des Pfeiles nach links bewegen, entsteht in
beiden Pumpencylindern rechts eine Raumvergröſserung, links eine Verminderung und
das links bei einem früheren Hube angesammelte Wasser entweicht, unter Oeffnung des
linken oberen Ventilkolbens, in die Druckleitung, während der linke untere Kolben
nur als solcher wirkt und sein Ventil geschlossen bleibt. In gleicher Weise findet
rechts, unter Oeffnung des rechten unteren Ventilkolbens, das Nachströmen
angesaugten Wassers in den rechts entstehenden Raum statt, bis die vier Kolben in
ihrem linken todten Punkt angelangt sind. Dann erfolgt sofort und mit gleicher, aber
entgegengesetzt gerichteter Geschwindigkeit der Kolbenrückgang, bei welchem dann
neues Saugwasser durch den linken unteren Kolben gefördert und das vorher angesaugte
durch den rechten oberen Kolben weitergedrückt wird. In Folge dessen passirt durch
die Ein- und Ausströmleitung ein constanter Strom, so daſs diese neue Pumpe für
viele Fälle der Anwendung der gewöhnlichen Kolbenpumpen weitaus vorzuziehen ist. Kur
die Herzscheiben-Bewegung scheint uns eine unglückliche Lösung zu sein, während das
System für eine direct wirkende Dampfpumpe sich vortrefflich eignen dürfte.
M-M.
Injector von Lainé und Guillemin (Fig. 5
Tafel 10).
Fig.
5 Taf. 10 stellt einen modificirten Giffard-Injector dar, bei dem nicht
allein die Dampfdüse mittels der bekannten Nadel regulirbar ist, sondern auch die
Wasserdüse und zwar dadurch, daſs die Mischdüse mit der Fangdüse aus einem Stücke
besteht, welches durch ein Zahngetriebe derart verschoben werden kann, daſs der dem
Wasser bestimmte Ringquerschnitt gröſser oder kleiner wird. Diese Anordnung, welche
in ihrer Wesenheit mit Gresham's Injector
zusammenfällt, gestattet jedenfalls eine rationellere Regulirung des
Wasserzuflusses, als dies bei den gewöhnlich angewendeten Hähnen stattfindet, und
ermöglicht deshalb auch die Verwendung des Injectors innerhalb weiterer
Spannungsgrenzen.
Carver's mechanische Kesselfeuerung (Fig. 6
bis 10).
Im Gegensatze zu der rohen und unmechanischen Art, in welcher die meisten
mechanischen „Kesselheizer“ ausgeführt sind, bildete der Apparat von H. C. Carver in Llandidloes (Wales) eine in sich
vollendete und abgeschlossene Construction. Er ist ohne andere Veränderung als
vielleicht die Versetzung der Wasserstände an jedem bestehenden Kessel anzubringen
und eignet sich sowohl, wie Fig. 6 und
7 Taf. 10 zeigt, für einen Cornwall- und Lancashire-Kessel, als
selbstverständlich noch bequemer für Dampfkessel mit Auſsenfeuerung. Der Obertheil
des Apparates enthält den Mechanismus zum Zuführen und Zerkleinern der dem
Fülltrichter übergebenen Kohle und wird mit einigen Schraubenbolzen an der
Kesselwand und mittels einer Zwinge am vorgehenden Rand derselben aufgehängt. Der
Untertheil B (in Fig. 7
schattirt) bildet gleichzeitig die Heizthür und enthält ein rasch umlaufendes
Flügelrad, welches die herabfallende zerkleinerte Kohle über den Rost vertheilt.
Zum Antrieb der ganzen Vorrichtung dient eine stehende Welle, welche in Lagerhülsen
des Obertheiles geführt, von einem Spurlager getragen und durch eine Riemenscheibe
angetrieben wird. Die oben eingefüllte Kohle fällt auf eine Transportkette, welche
den Boden des Fülltrichters bildet und sich nach der Richtung der Pfeile in Fig.
6 bewegt; dadurch wird die Kohle gegen die Vorderwand des Fülltrichters
gebracht und hier zwischen den Zähnen der Transportkette und gegenüberstehenden
Zähnen der Vorderwand zerquetscht und nach abwärts geschafft. Die untere Hälfte der
Kette führt die so zerkleinerte Kohle wieder nach aufwärts bis zu einer durch
stellbare Schieber regulirbaren Oeffnung, durch welche die Kohle nach abwärts fällt
und durch einen rechteckigen Kanal in den Untertheil B
des Apparates gelangt, in welchem das Flügelrad die Vertheilung über den Rost
besorgt. Durch Verstellung des Schiebers mittels des aus Fig. 6 und
7 ersichtlichen Zahnstangengetriebes wird die Kohlenzufuhr regulirt.
Die Transportkette (Fig. 6 und
10) besteht aus C-förmig gebogenen bügeln und geht über zwei Rollen, in
deren Zähne die Kettenbolzen eingreifen; die untere Rolle wird von der verticalen
Hauptwelle durch Schneckengetriebe bewegt (Fig. 6). Das
in Fig. 8 und 9
dargestellte Flügelrad erhält seine Bewegung gleichfalls von der Hauptwelle, aber
nicht durch eine feste Verbindung, sondern mittels der bekannten Wegsamen Welle von
Stow (* 1876 222 111),
deren eines Ende mit einem Vorgelegerade der Hauptwelle verbunden ist (Fig.
6 und 7), während
das andere Ende in der aus Fig. 8
ersichtlichen Weise mit dem Flügelrad verkuppelt ist. Hierdurch wird es möglich, die
Heizthür, welche das Flügelrad trägt, jederzeit zu öffnen, ohne irgend eine
Verbindung lösen zu müssen; nur wird in einem solchen Falle der nach abwärts
führende Kohlenkanal – in der Trennungsebene xx
zwischen Unter- und Obertheil des Apparates – unterbrochen und die Leiter geförderte
Kohle würde zu Boden fallen, wenn nicht der Riemenabsteller derart mit einer
Arretirung verbunden wäre, daſs das Oeffnen der Heizthür durch das vorhergegangene Abstellen des
Antriebriemens bedingt wird.
Mit Beobachtung dieser Vorsicht ist es jeden Moment möglich, die selbstthätige
Feuerung abzustellen und sofort von Hand weiter zu feuern – ein Umstand, der den
wesentlichsten Vorzug des Carver'schen Apparates
bildet.
W.
Combinirte Dampf-, Gas- und Luftmaschine von L. Simon und
Sohn in Nottingham (Tafel 11).
Es wurde bereits (* 1878 230 373) dieser in mehr als einer
Beziehung interessanten Maschine Erwähnung gethan. Seitdem ist nun die Maschine von
den Erfindern in den Einzelnheiten gründlicher durchgearbeitet worden, und wir geben
auf Taf. 11 Fig. 1 bis
6 noch eine Zeichnung der neuen und verbesserten Anordnung als Ergänzung
zu den früheren Mittheilungen. Fig. 1 zeigt
einen Querschnitt der Maschine, Fig. 2 bis
5 sind Details des Pumpcylinders in vergröſsertem Maſsstabe.
In Fig.
1 ist A der Pump- oder Compressionscylinder
mit dem Pumpkolben B und C
die Kolbenstange, welche den Kolben direct mit der Arbeitswelle G verbindet. Diese tragt an der linken Seite ein (in
der Zeichnung fortgelassenes) Schwungrad, an der rechten Seite ein Kegelrad Y, welches mittels der Welle X die Bewegung auf den Regulator O überträgt.
Die Speisung des Pumpcylinders erfolgt durch einen Schieber E, dessen Hub ein auf der Regulatorspindel gleitender unrunder Cylinder
D vermittelt. Aus der Gestalt dieses Cylinders ist
zu ersehen, in welcher Weise der Regulator die Füllungsdauer des Pumpcylinders
beeinfluſst, um die normale Tourenzahl der Maschine zu erhalten. Eine in der
Zeichnung fortgelassene Feder drückt den Schieber mit seiner Führungsrolle jederzeit
gegen den Hebedaumen.
Durch das Rohr F tritt die Luft ein, durch K das Gas, um sich beide bei geöffneten Schieberkanälen
in dem geschlossenen Vorräume L zu mischen. Von hier
aus saugt der seinen Hub verrichtende Kolben B durch
das Ventil M das Gasgemisch in den Cylinder A. Beim Rückgange des Pumpkolbens wird dieses Gemisch
theils durch das Rohr R in den Arbeitscylinder, theils
in den Behälter Q (Fig. 3)
gepreſst, welcher die bei T im Innern des
Arbeitscylinders constant brennende Entzündungsflamme speist. N ist ein Druckventil, dessen Hub durch die
Schraubenspindel P begrenzt, bezieh. ganz abgestellt
werden kann. Durch R wird das brennbare gepreſste
Gasgemisch zunächst dem Schieber S zugeführt, der seine
Bewegung mittels der Stange g von einem Excenter der
Arbeitswelle erhält. Durch die Oeffnung dieses Schiebers tritt das Gasgemisch in den
Kanal f und kurz vor T
durch ein feines Drahtgeflecht in das Innere des Arbeits- oder Verbrennungscylinders
W.
Bei T brennt eine Flamme, die durch das Rohr z aus dem Behälter Q
gespeist wird, und an dieser entzünden sich die Gase nach Maſsgabe des Uebertrittes
und übertragen expandirend (nicht explodirend) Arbeit
auf den Kolben b, der durch die Kolbenstange c direct mit der Arbeitswelle verbunden ist. Das
Zurückschlagen der Flamme wird durch das Drahtgeflecht T verhindert.
Die Verbrennungsproducte werden durch den Kanal d und
Schieber e, welcher durch die Stange f mittels Excenter getrieben wird, in ein Röhrencomplex
der Wasserkammer h übergeführt, aus welchem sie
schlieſslich in das Freie entweichen. Das Wasser in h
steht in Verbindung sowohl mit dem Kühlwasser in der Mantelfläche k des Arbeitscylinders, als auch mit dem der
Mantelfläche f des Pumpcylinders. Durch die an den
Cylinderwänden abgeleitete Wärme und durch die Wärme der abziehenden
Verbrennungsproducte wird in dem Wasserraum h Dampf
erzeugt, der durch das Rohr n, welches durch das Ventil
p geöffnet oder verschlossen werden kann, mittels
der Oeffnung v des Schiebers S in den Arbeitscylinder übergeführt wird.
Das verbrauchte Wasser wird durch eine kleine Pumpe ersetzt, welche zunächst in die
Ummantelung des Compressionscylinders pumpt. Dieser wird hierdurch kühl gehalten,
während das Wasser schon etwas vorgewärmt in den Mantel des Arbeitscylinders
übertritt; es erhitzt sich hier stärker und kommt mit schon hoher Temperatur in den
Wasserraum h, wo es in Dampf verwandelt wird.
Soll die Maschine angelassen werden, so muſs man das Schwungrad zunächst einige Mal
umdrehen, um den Behälter Q mit comprimirtem Gemisch zu
füllen. Dann wird das Rohr z geöffnet, ein Pflock
entfernt, welcher den Zutritt zur Zündungsflamme bei T
verschlieſst, diese selbst entzündet und die Maschine wieder geschlossen. Eine
abermalige Umdrehung setzt nun die Maschine sofort in gleichförmige Bewegung. Da der
Arbeitscylinder einfach wirkend ist, so muſs ein starkes Schwungrad angebracht sein,
dessen lebendige Kraft den Rückgang des Kolbens vollzieht.
Bei einem in der Fabrik zu Nottingham mit der Maschine
vorgenommenen Bremsversuche wurden vom Arbeits- und vom Pumpcylinder Diagramme
genommen, die in Fig. 6 in
verkleinertem Maſsstabe abgebildet sind. Die Dimensionen der Maschine waren die
folgenden:
m
Arbeitscylinder
DurchmesserHub
= 0,203= 0,406
Pumpcylinder
DurchmesserHub
= 0,178= 0,254.
Wahrend der Bremsprobe machte die Maschine durchschnittlich 136
Touren in der Minute.
Aus den Diagrammen wurden die Mittelspannungen im Arbeits- und im
Pumpcylinder zu 1k,554 und 1k,118 auf 1qc
gefunden. Die indicirte Arbeit des Arbeitscylinders berechnet sich hiernach:
\frac{(0,203)^2\times\pi\times 0,406\times 1,554\times 10000\times
136}{4\times 60\times 75}=6^e,171.
Die Arbeit des Pumpcylinders beträgt:
\frac{(0,178)^2\times\pi\times 0,254\times 1,118\times 10000\times
136}{4\times 60\times 75}=2^e,135.
Die wirkliche indicirte Arbeit der Maschine ist mithin:
6,171-2,135=4^e,036.
Im Engineer, 1879 Bd. 47 S. 44 wird
angegeben, daſs der Bremshebel von 0m,853 Länge
während des Versuches mit 26k,8 belastet war. Dies
ergäbe eine Bremsarbeit von \frac{26,8\times 0,853\times
136}{716,2}=4^e,34. Bremsarbeit fällt nach diesem Versuch gröſser aus
als die indicirte Arbeit. Der Referent sucht eine Erklärung für diese auffallende
Thatsache in einem fehlerhaften Verlauf der Indicatorcurve für den Pumpcylinder. Es
ist leider nicht angegeben, ob der Maſsstab der Indicatorfeder nach dem Versuch
controlirt worden ist. Vielleicht dürfte sich hierbei die wahre Fehlerquelle
auffinden lassen. Genaue Messungen in Bezug auf den Leuchtgasverb rauch scheinen
nicht angestellt worden zu sein; mitgetheilt wird, daſs das Verhältnis von 1 Vol.
Leuchtgas auf 10 Vol. Luft für das Gemisch am günstigsten sei. Hiernach läſst sich
der stündliche Gasverbrauch annähernd aus den Dimensionen des Pumpcylinders
berechnen: \frac{(0,178)^2\times\pi\times 0,254\times 136\times 60}{4\times
11}=4^{cbm},69. Der Bedarf für die Pferdestarke und Stunde ist mithin
4,69:4,34=1^{cbm},08.
S.
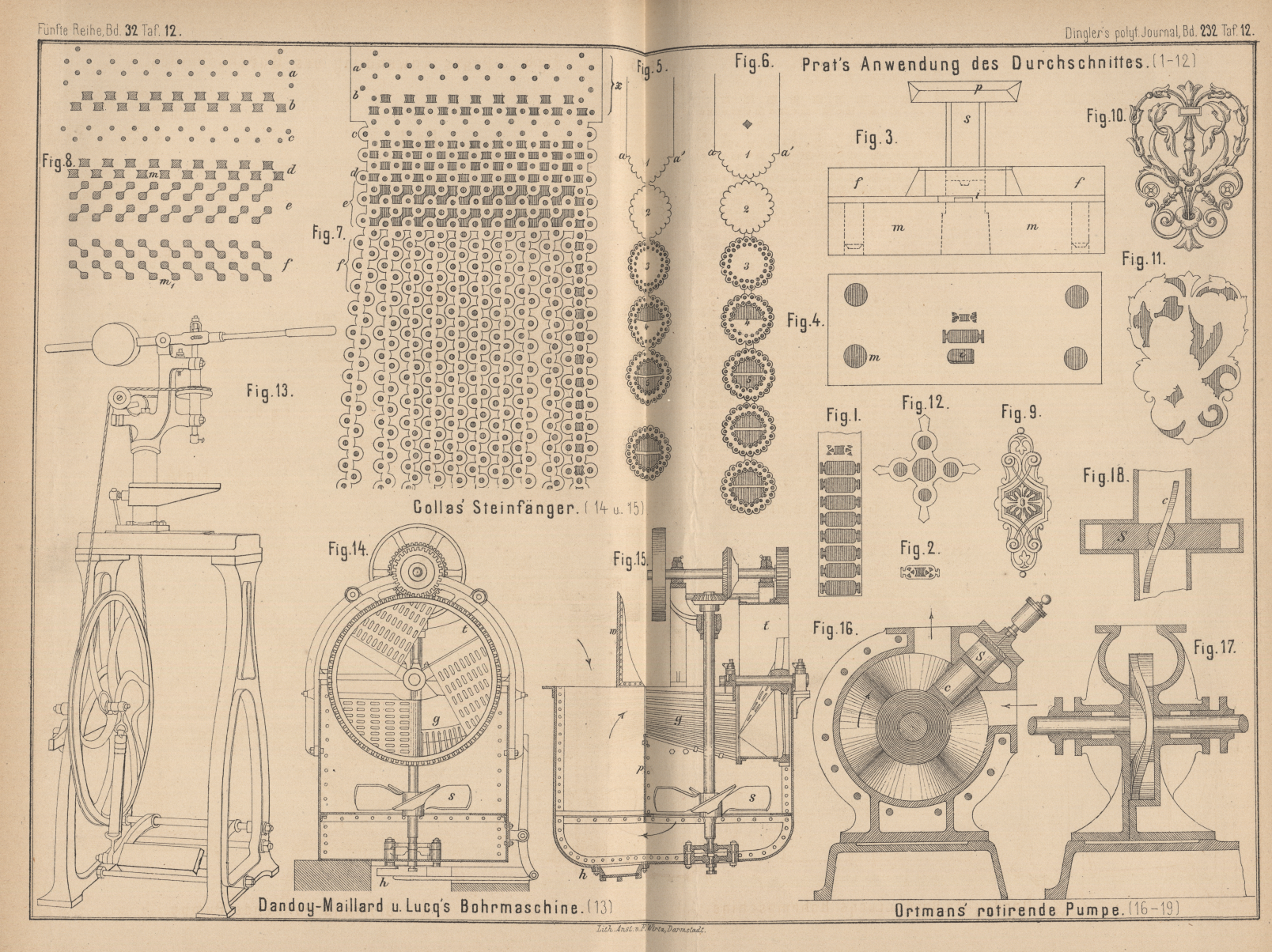
Anwendung des Durchschnittes für Bijouterie und feinere
Kurzwaaren (Fig. 1
bis 12 Taf.
12).
Zu den bemerkenswerthesten Ausstellungsobjecten im Gebiete der Maschinen für die
Herstellung feinerer Metallwaaren gehörten unstreitig die Uhrketten-Maschinchen von
Alex. Prat in Paris (vgl. 1878 229 113). Neben diesen Maschinen muſste aber auch Prat's Ausstellung verschiedener Metallwaaren,
groſsentheils Halbfabrikate für die Herstellung von Bijouterien, die Aufmerksamkeit
erregen.Um Näheres über die Erzeugungsweise der ausgestellten Objecte zu erfahren,
besuchte Referent Prat's Werkstätten zweimal
und erhielt über Vieles in liebenswürdigster Weise Mittheilung, wenn auch
der Mechanismus der Uhrketten-Maschinen gröſstentheils verhüllt blieb, weil
Prat dieselben nur zu eigener Erzeugung der
Ketten baut. Referent fand hier eine so vollendete Durchbildung und
mannigfache Anwendung des Durchschnittes wie noch nirgends; die vielfache
industrielle Anwendung dieser Maschine läſst eine eingehende Beschreibung
des Gesehenen in diesen Blättern gerechtfertigt erscheinen.
Während gewöhnlich bei dem Durchschnitte (der Lochpresse, wie sie auch häufig genannt
wird) das eigentlich wirksame Werkzeug aus dem vertical bewegten Oberstempel (der
Patrize) und dem festen Unterstempel (der Matrize) besteht, fügt man bei
Durchschnitten, welche mehrere und namentlich dicht an einander liegende
Durchbrechungen (Löcher) erzeugen sollen, zwischen Patrize und Matrize ein Stück
ein, welches einerseits dem Stempel oder der Patrize als Führung dient, andererseits
bei dem Aufwärtsgange des Stempels das gelochte Blech abstreift. Hierdurch ist es
schon ermöglicht, sehr feine und nahe an einander liegende Durchbrechungen zu
erzielen und sehr feine Durchschnitte zu verwenden.
Noch weiteren Anforderungen kann aber dadurch entsprochen werden, daſs man in dieser Weise
vervollkommnete Durchschnitte hinter einander zur Wirkung bringt, d.h. daſs gewisse
Löcher oder Durchbrechungen durch einen ersten Stempel, andere durch einen zweiten,
dritten u.s.w. gemacht werden.
Man kann die Stempel in einen einzigen Mechanismus vereinen und das Fabrikat binnen
so kurzer Zeit herstellen, als bei Benutzung eines einfachen Stempels, wenn die
Anwendung eines Blechstreifens zur Herstellung der gewünschten Stückchen zulässig
ist. So zeigt auf Taf. 12 Fig. 1 einen
Streifen dünnen Messingbleches, aus welchem die in Fig. 2
dargestellten kleinen Plättchen geschnitten wurden. Die genaue Betrachtung der Figur
1 zeigt, daſs zuerst ein viereckiges Loch, sammt 6 kleinen Löchern, je
drei rechts und links, ausgedrückt wurde. Beim nächsten Vorschub und neuerlichem
Niedergang werden nicht nur abermals jene kleinen Durchbrechungen erzielt, sondern
es wird das in Fig. 2
gezeichnete Plättchen ausgeschnitten, und jeder weitere Hub der Presse erzeugt ein
solches.
Die hierzu verwendeten Stempel sind in Fig. 3 in n.
Gr. in der vorderen Ansicht dargestellt. Die Platte p
ist an das durch die Schraul e der Presse vertical
bewegte Gleitstück befestigt und trägt die eingenieteten Stempel; f ist Führungsplatte und Abstreifer zugleich, w die Matrize, welche in Fig. 4 im
Grundriſs dargestellt ist und deren vorspringendes Zäpfchen i zur Fixirung des richtigen Vorschubes dient. Daſs die Platte f in geeigneter Weise, ebenso wie die Matrize,
festgestellt sein muſs, braucht wohl kaum erwähnt zu werden.
Die Plättchen, welche durch die vorstehenden Mittel erhalten werden., dienen zur
Herstellung von Kettchen, zu welchem Zwecke sie U-förmig zusammengebogen werden. Die
T-förmigen Enden werden durch das centrische Loch eines zweiten Plättchens gesteckt,
zu welchem Ende eine Drehung in die Lochdiagonale erforderlich ist, und dann
niedergedrückt.
Eine weitere Ausbildung des besprochenen Principes linden wir in Fig. 5 und
6 Taf. 12 dargestellt. Beide Figuren stimmen mit einander bis auf die
kleinen viereckigen Löcher, welche die Rosetten vollkommener in Fig. 6
begrenzen, überein. Und beide werden auf demselben Durchschnitte hergestellt, nur
wird zum Zwecke der Herstellung des Fabrikates Fig. 6 ein
kleiner viereckiger Durchschnitt mehr eingesetzt. Erst auf den fünften Vorschub, je
um die Länge einer Rosette, ist die Endrosette fertig gebildet. Will man die
einze'nen Rosetten von einander trennen, so wird zwischen der 5. und 6. Rosette ein
Durchschnitt eingefügt, welcher die Abtrennung vermittelt. Für Einzelnrosetten
bedient man sich der Anordnung Fig. 5,
wobei die sechste Rosette abgetrennt ist; sollen hingegen Rosettenbänder entstehen,
so wählt man die Anordnung Fig. 6. Die
Ecken a, a' stoſsen beim Vorschub des Metallbandes an
Vorsprünge der Matrize, wodurch der periodische Vorschub genau begrenzt wird; eine
seitliche Abweichung ist aber durch entsprechende Geradführungen ausgeschlossen. In
die kleinen Löchelchen, welche in zwei concentrischen Reihen angebracht sind, werden
später Stahlperlen (Stahlstiftchen mit polirten Köpfen) u. dgl. eingenietet.
Eine noch weiter gehende Anwendung desselben Principes erläutern die Fig. 7 und
8 Taf. 12. Indem die Entwicklung der erforderlichen Gliederung der
Durchschnitte, ans dem in Fig. 7
dargestellten Fabrikate, hier schon einige Schwierigkeiten darbietet, so sind in
Fig. 8 die angewendeten Durchschnitte beigesetzt. Der Messing- oder
Kupferblechstreifen wird in die Lochpresse eingeschoben, und beim ersten Niedergang
kommen die Durchschnitte a und b zur Wirkung; hierauf wird der Streifen um die durch die Klammer x ausgedrückte Länge vorgeschoben, es gelangen beim
nächsten Niedergang die Stempel oder Durchschnitte a
bis d zur Wirkung, beim dritten Vorschub a bis e, beim vierten a bis f und bei allen
weiteren Vorschüben sämmtliche Stempel. Die Stempel a
bis d erzeugen Löcher, die Stempel e und f bewirken ein
Schneiden in Streifen. Es ist aus Fig. 7
ersichtlich, daſs neun Streifen einer Sorte und ein Streifen (rechts) anderer Art
mit den gezeichneten Stempeln aus einem breiten Messingbande erhalten wird. Denken
wir uns aber alle Stempel e und f bis auf jene zwischen m, m1 (Fig. 8)
stehenden entfernt, so wird das einlaufende Metallband nur in zwei Längsstreifen
getheilt, deren jeder beiderseits einen Wellenrand besitzt und dessen Fläche die bei
c und d
Fig.
7 gezeichneten Lochungen aufweist. Es ist kaum erforderlich zu bemerken,
daſs man durch Belassung mehrerer Reihen der Stempel e
und f, bezogen auf die Durchschubrichtung, nach Willkür
die Theilung mehr oder weniger weit treiben kann.
Bei so einfachen und oft sich wiederholenden Stempeln wendet man gezogenen Stahldraht
an. Das Ziehloch des Zieheisens ist natürlich genau nach der verlangten
Querschnittsform des Stempels herzustellen. Für das Bohren der feinen Löcher in die
Führungsplatte und in die Matrize wendet Prat ein sehr
einfaches Maschinchen an, dessen Bohrspindel in verticaler Richtung unverschiebbar
ist und die Drehung durch Schnurgetriebe erhält. Das zu bohrende Stück wird auf
einen mittels eines Hebels von Hand aus zu bewegenden Bohrtisch gelegt, und es fühlt
der geübte Arbeiter die Kraft des Andruckes, so daſs die überaus feinen Bohrer
genügend geschont werden.
Die einzelnen Stempel werden in einer Platte (vgl. p in
Fig. 3) eingenietet, welche denselben entsprechende, genau passende
Löcher besitzt und welche, mit gutem Anschlüsse, in den vertical bewegten Theil der
Presse eingeschoben wird. Der erwähnte Anschluſs nach oben verhindert das
Ausschieben der kleinen Stempel beim Niedergang des Durchschnittes. Für den Aufgang
werden die Stempel durch die Vernietung hinreichend festgehalten. Zieht man aber die
Platte p aus, so ist sowohl das Auswechseln, als das beliebige Einsetzen
der Stempel e und f leicht
durchführbar.
Für complicirtere Stücke, wie sie Fig. 9 und
10 Taf. 12 darstellen, müssen die Stempel durch Handarbeit (Feilen)
hergestellt werden, und geschieht dies in Prat's
Werkstätte mit überraschender Genauigkeit. Auch hier gilt der Grundsatz, nicht auf
einmal zu durchstoſsen, sondern zwei oder mehrere Durchschnitte auf einander folgend
in Anwendung zu bringen.
Unsere Figuren zeigen jedoch nicht nur ein Muster, das vom Durchschnitte erhalten
wird, sondern auch ein solches, welches durch Stanzen gebildet ist. Stanze und
Durchschnitt sind hier in der Weise in Doppelverbindung gesetzt, daſs zuerst aus dem
Bleche (ziemlich starkem Messing- oder Kupferblech) ein Plättchen, nach der
annähernden Contour des zu erzeugenden Stückes geschnitten, der Stanzmaschine
übergeben wird. Ober- und Unterstanze sind so geschnitten, daſs für das folgende
Lochen bereits eine ziemliche Vorarbeit gemacht ist. Dennoch wird dasselbe in zwei
bis drei Operationen durchgeführt: 1) die Contour beschnitten, mit Ausnahme der
convergent zweiseitig einspringenden Theile; 2) ein Theil der zu lochenden Partien,
wie es Fig. 11
andeutet, entfernt und 3) die Arbeit vollendet, indem die noch fehlenden
Durchbrechungen hergestellt werden. Gefährdeten Stellen kann man auf der Matrize
durch aufgesetzte Zäpfchen Stützpunkte schaffen.
Auf den vorerwähnten Principien basirt die Herstellung zahlreicher
Halb-Fabrikate für Bijouterien. Auch die Herstellung der Kettchen-Maschine kann dem.
denkenden Mechaniker keine besonderen Schwierigkeiten bereiten, wenn auch jene
Vollendung und Mannigfaltigkeit der Fabrikate, welche Prat durch seine Maschinen herstellt, das Resultat längerer Arbeit,
allmäliger Vervollkommnung und entschiedenen Talentes ist. Denken wir durch die
Wirkung von Durchschnitten Sternchen gebildet, wie sie z.B. durch Fig. 12
dargestellt sind, und dieselben einem Drücker zugeführt, welcher sie centrisch
derart in ein Rohr drückt, daſs die vier Spitzen vertical nach aufwärts stehen, so
kann das nächste Sternchen derart zugeführt werden, daſs die vier Spitzen des ersten
in die vier Löcher des zweiten treffen. Durch das Niederdrücken des zweiten
Sternchens in das Rohr müssen die Spitzen des ersten umgebogen werden, welche
Biegung durch die geeignete Nachwirkung des Drückers vollendet werden kann.
Durch die veränderte Querschnittsform des Rohres dürften sich aus
denselben Sternchen abweichende (runde, ovale, sechseckige, viereckige) Ketten
herstellen lassen; doch ist es wohl auch möglich, daſs diese Abänderungen in der
Form dadurch erzielt werden, daſs man die im Querschnitt kreisrunden Ketten durch
entsprechende Zieheisen zieht. Es wäre dies möglich, weil die absolute Festigkeit
gröſser zu sein scheint, als der wahrscheinliche Ziehungswiderstand. In manchen von
den Artikeln, welche Prat herstellt, dürfte eine
Concurrenz nicht wohl möglich sein, weil der Bedarf bei uns geringer ist als in
Frankreich und daher die Vorarbeiten nicht bezahlt macht. In diesen Richtungen sei
auf das reichhaltige Lager von Bijouterie-Halbfabrikaten dieser strebsamen Firma
aufmerksam gemacht. (Technische Blätter, 1878 S.
135.)
Einige Verwandtschaft mit der eben beschriebenen Kettchenbildung, hat die von J. E. Orry in Paris (* D. R. P. Nr. 2811 vom 26. März
1878) patentirte
Methode. Es werden auch hierbei Sternchen zu Ketten verbunden; doch sind bei der
Herstellung Zinkringe angewendet, durch welche die Sternchen in bestimmten Abständen
gehalten werden, während die umgebogenen Zacken die Vereinigung erzielen. Die
Zinkringe werden aus der fertigen Kette durch Auflösen in verdünnter Schwefelsäure
entfernt. Das ganze Verfahren bietet den Vortheil, sehr dicke Goldketten herstellen
zu können, welche doch sehr leicht im Metalle sind.
Kleine Bohrmaschine von Dandoy-Maillard, Lucq und Comp. in
Maubeuge (Fig. 13
Taf. 12).
Die in Fig. 13 Taf. 12 dargestellte kleine Bohrmaschine wird ähnlich einer
Fuſsdrehbank durch Fuſstritt und Schnurrolle angetrieben. Die Schnur ist über
Leitrollen geführt, um die Anwendung von Kegelrädern zu vermeiden. Die Zuschiebung
des Bohrers erfolgt durch einen mit Gegengewicht versehenen Handhebel. Die
Construction ist aus der Abbildung leicht ersichtlich. Der gröſste Durchmesser der
mittels dieser Maschine zu bohrenden Löcher beträgt 6mm.
Collas' Steinfänger für Rübenwaschmaschinen (Fig. 14
und 15 Taf.
12).
Lecointe und Villette in St. Quentin hatten unter ihren
Maschinen für Zuckerfabrikation den in Fig. 14 und
15 Taf. 12 in zwei senkrechten Durchschnitten dargestellten Steinfänger
von Collas in Dixmude (Belgien) ausgestellt, welcher
sich in der Praxis bereits gut erprobt haben soll. Derselbe besteht aus einem
eisernen, mit Doppelboden versehenen Kasten, welcher durch eine senkrechte Platte
p so in zwei Abtheilungen getheilt ist, daſs in
einer gewissen Höhe der Zwischenwand ein Auswurf für die Rüben nach einem in der
rechten Abtheilung befindlichen. Gitter g vorhanden
ist. Der Doppelboden der linken Abtheilung besteht aus einem Roste, dessen Stäbe
weit genug aus einander liegen, um die Steine durchzulassen, welche aus der
Waschmaschine mitgerissen worden sind; der Doppelboden der rechten Abtheilung ist
voll bis auf eine Oeffnung, über welcher sich eine horizontale Schraube dreht. Ist
der Kasten mit Wasser gefüllt und die Schraube s
mittels des Rädervorgeleges in Bewegung gesetzt, so wird ein Umlauf des Wassers
hervorgerufen, welches links in die Höhe geht, über den Auswurf nach rechts
überflieſst und hier von der Schraube wieder nach unten getrieben wird. Die Rüben
fallen aus der Waschmaschine in die linke Abtheilung, werden dort durch die
Wasserströmung ergriffen und emporgehoben, während die Steine nach unten und durch
den Rost fallen; der Wasserstrom nimmt die Wurzeln mit über den Auswurf, worauf sie
mit Hilfe der mit Schaufeln versehenen und von oben durch ein Getriebe bewegten
Trommel t nach der Reibe befördert werden. Eine durch
Hebel
verschlieſsbare Thür h dient zum Entleeren des
schmutzigen Wassers und der Steine. Um die Rüben zu verhindern, direct über die
Scheidewand auf den Auswurf zu gelangen, ist über der linken Abtheilung eine Wand
w angebracht, welche zugleich den Riemen und die
Räder gegen verspritzendes Wasser schützt.
Ortmans' rotirende Pumpe (Fig. 16
bis 18 Taf.
12).
Die Fabrik von W. van Göthem, J. Reallier und Comp. in
Brüssel hat eine kleine Dampfmaschine mit Meyer-Steuerung ausgestellt (vgl. 1878 229 403), welche eine rotirende Pumpe, Patent V. Ortmans' in Brüssel (* D. R. P. Nr. 1123 vom 18.
October 1877), antreibt, deren Construction aus Fig. 16 bis
18 Taf. 12 ersichtlich ist. Statt der Flügel einer gewöhnlichen
Centrifugalpumpe rotirt hier eine eigenthümlich gewellte Platte, beiderseits an den
Wänden des Gehäuses fest anliegend. Hierdurch bilden sich, von den Gehäusewandungen
begrenzt, zwei vollkommen geschlossene Räume auf beiden Seiten der gewellten Platte,
welche somit die Function des Kolbens einer Dampfmaschine oder Kolbenpumpe übernimmt
und die Ortmans'sche Pumpe zu der Klasse der rotirenden
Motoren einreiht.Auch dient eine derartige Construction als hydraulischer Motor zum Betrieb
einer Nähmaschine, ferner als Geblase. Auch hier muſs in Folge
dessen zwischen Aus- und Einströmung ein die Kolbenscheibe umfassender Abschluſs
vorhanden sein, der nach Fig. 16 und
18 in einem Schieber S besteht, in welchem
ein geschlitzter Cylinder c eingesetzt ist; durch
Drehung dieses Cylinders und seitliche Verschiebung des Schiebers S (normal gegen die Bildebene) folgt diese
Abschluſswand der Form der gewellten Scheibe und bewirkt, daſs vor ihr stets neue
Hohlräume von der fortrotirenden Scheibe gebildet werden und neue Flüssigkeit
ansaugen, während hinter ihr die Hohlräume stets verschwinden und das darin
enthaltene Druckwasser zum Austritt nöthigen.
Die Ausstellungspumpe hat 1000mm Durchmesser und
entwickelt bei einer Umdrehung ein Volum von 70l;
ihre Umdrehungszahl ist 100 bis 150 Touren in der Minute. Sie theilt mit allen
rotirenden Maschinen den Nachtheil steter Reparaturbedürftigkeit durch Abnutzung der
Abschluſswand.
M-M.
(Fortsetzung folgt.)