| Titel: | Mittheilungen von der Weltausstellung in Paris 1878. |
| Fundstelle: | Band 232, Jahrgang 1879, S. 289 |
| Download: | XML |
Mittheilungen von der Weltausstellung in Paris
1878.
(Fortsetzung von S. 199 dieses
Bandes.)
Mittheilungen von der Weltausstellung in Paris 1878.
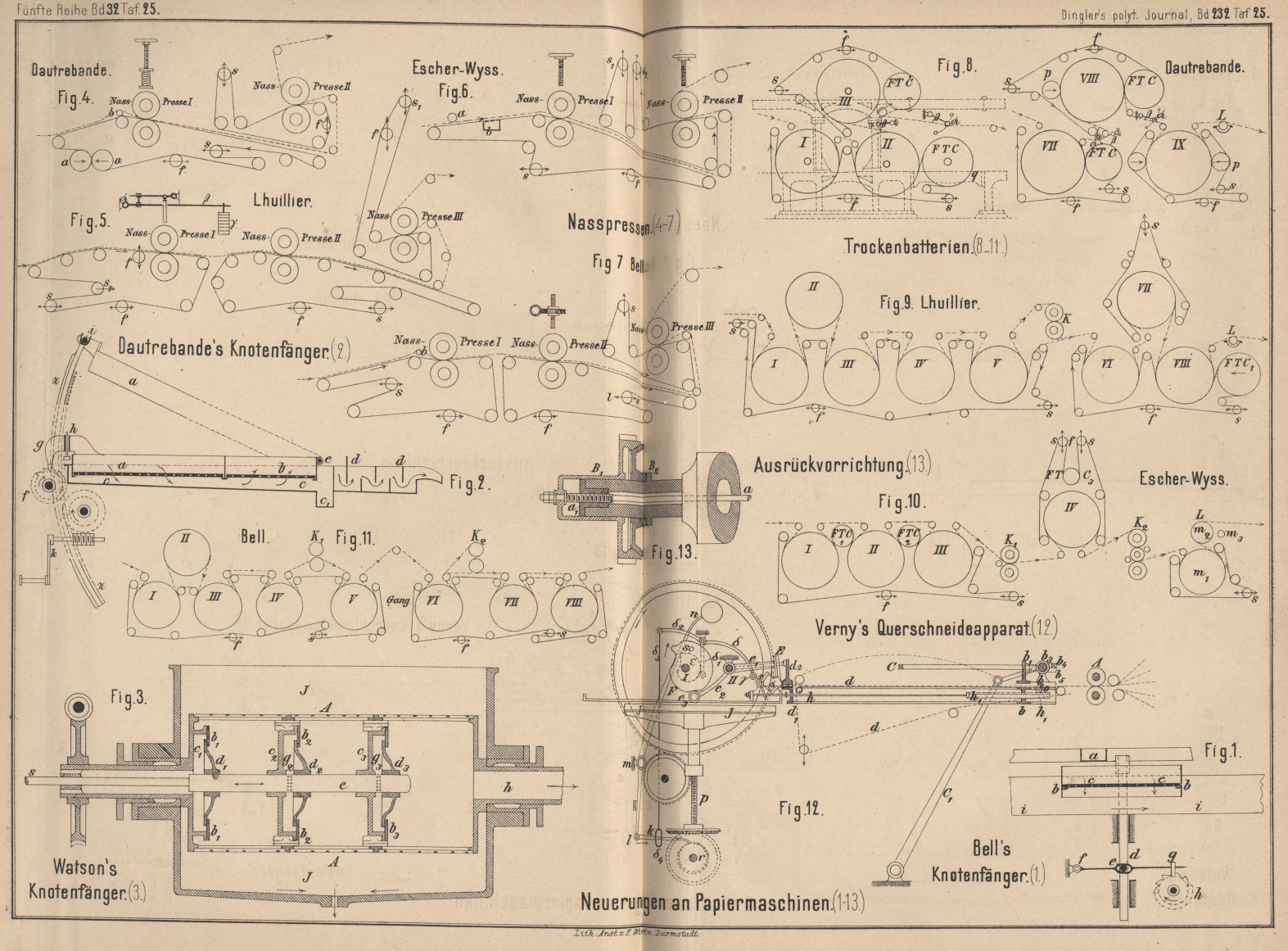
Die Papiermaschinen auf der Ausstellung (Tafel 25).
Die Ausstellung führte drei Papiermaschinen vor, welche verschiedenes Neue darboten.
Die Aussteller waren: 1) H. Dautrebande und F. Thiry in
Huy (Belgien); 2) L. Lhuillier in Vienne (Isère); 3)
Escher, Wyſs und Camp, in Zürich. Maschine Nr. 2
wurde täglich mehrere Stunden in Betrieb gesetzt; Maschine Nr. 3 war wegen
Raummangel in zwei Theilen neben einander aufgestellt und fiel dadurch weniger ins
Auge; in Anordnung und Ausführung war sie der Maschine Nr. 1 mindestens ebenbürtig,
der Maschine Nr. 2 aber in vielen Stücken überlegen. Als Maschine Nr. 4 soll noch
eine durch Zeichnung dargestellte Maschine, entworfen von Th. und F. Bell in Kriens bei Luzern, für die Besprechung herangezogen
werden.
Knotenfänger (Fig. 1 bis
3 Taf. 25). Die Maschine Nr. 3 war ohne Knotenfänger aufgestellt; der
betreffende Apparat der Maschine Nr. 4 ist in Fig. 1
dargestellt, b ist der Rahmen zur Aufnahme der
geschlitzten Siebplatten c. Das Zeug ergieſst sich
durch je einen Einlauf a zu jeder Seite über die
Siebfläche, durch deren Spalten die leinen Fäserchen mit hindurchgehen, während
Knoten und Katzen zurückbleiben. Das Verstopfen der Schlitze durch diese Rückstände
wird durch Rüttelung verhindert. Zwei senkrecht geführte Stangen d tragen den Kasten b; an
den Stangen sitzen Zapfen e, die in Schlitze der Hebel
fg eintreten; diese Hebel sind um f drehbar und tragen bei g
stählerne Klötzchen, welche auf den Zähnen zweier Rüttelräder h aufruhen. Vier solcher Knotenfänger, deren
Längenachsen senkrecht zur Langenachse der Papiermaschine stehen, liegen dicht neben
einander liefern das Zeug in eine gemeinschaftliche Rinne i.
Die Siebfläche des Knotenfängers der Maschine Nr. 1 (Fig. 2) ist
in zwei Theile zerlegt, von denen der erste a von oben
nach unten, der zweite b von unten nach oben
durchströmt wird. Der Trog c ist nach vorn geneigt und
besitzt bei c1 eine
Vertiefung zur Ansammlung schwererer Theile. Aus b
flieſst der Stoff seitlich aus und gelangt nach der Kammer d, welche für
alle Knotenfänger (2 bis 4 Stück) gemeinschaftlich ist und durch fünf Querwände
zerlegt wird. Diese Wände, unter und über welchen der Stoff hinweggehen muſs, sollen
denselben beruhigen, Schaumblasen und Katzen zurückhalten. Die horizontale Drehachse
des Rahmens ab liegt bei e; der Rahmen erhält Rüttelung auf die gewöhnliche Weise durch zwei Räder f. Lärm und Abnutzung sind dadurch nach Möglichkeit
vermieden, daſs die an den Armen g angebrachten Bolzen
h auf dicke Kautschukpolster auffallen. Die
Rüttelräder zweier neben einander aufgestellter Knotenfänger sind so gegen einander
versetzt, daſs das Aufwerfen abwechselnd geschieht.
Um die Siebplatten und den Trog c reinigen zu können,
werden die Rahmen ab mit Hilfe des Zahnbogens z aufgeklappt. Der Rahmen trägt in der Mitte der Breite
einen kurzen Bolzen i, welcher vom gegabelten Ende der
Zahnstange z umfaſst wird, sobald man diese durch
Drehen der Handkurbel k aufhebt.
Dieser Knotenfänger zeichnet sich in mehrfacher Hinsicht vor dem erst beschriebenen
aus. Die Reinigung der einzelnen Apparate kann ohne Unterbrechung des Ganges der
Papiermaschine durch einen Arbeiter leicht und schnell
vorgenommen werden; bei dem Knotenfänger der Maschine Nr. 4 ist gänzliche Reinigung
ohne Unterbrechung des Ganges nur durch Herausheben und Seitwärtsbewegen der
Plattenrahmen möglich. Die ganze Anlage der Knotenfänger Nr. 1 ist namentlich in
Bezug auf Antrieb einfacher und läſst einen geringeren Kraftbedarf erwarten. Bei Nr.
4 sind vier getrennte Rüttelradwellen vorhanden; Nr. 1 besitzt eine einzige
durchgehende Welle. Die Apparate der Maschine Nr. 1 bauen sich nach der Breite, die
von Nr. 4 nach der Lange der Maschine auf; die letzteren beanspruchen deshalb bei
gröſserer Anzahl eine gröſsere Länge des Arbeitsraumes, während die Tiefe zur
Aufstellung der ersteren meist ohne weiteres vorhanden ist.
Der Knotenfänger der Maschine Nr. 2 besteht aus einer geschlossenen, um eine
horizontale Achse rotirenden Siebtrommel von quadratischem Querschnitt (vgl. * 1873
209 84). Die Laugseiten sind mit geschlitzten Platten
abgedeckt und völlig eben. Die Trommel ruht mit zwei hohlen Zapfen in den
Seitenwänden eines guſseisernen, oben offenen, unten halbcylindrisch abgeschlossenen
Troges von solcher Höhe, daſs die Siebplatten immer mit Zeug bedeckt sind. Der feine
Stoff dringt durch die Schnitte der Platten in das Innere der Trommel und tritt
durch die Zapfen aus. Die auf den Platten zurückbleibenden Knoten fallen bei der
Drehung der Trommel nach der tiefsten Stelle des Troges hin und können von da durch
ein Ventil abgezogen werden. Um ein Verstopfen der Schnitte zu verhüten und die
durch den Apparat gehende Stoffmenge zu vergröſsern, ist im Inneren der Trommel eine
kreisförmige Kautschukplatte angebracht, welche von auſsen durch eine durch die
Hohlzapfen gehende Stange s in schwingende Bewegung gesetzt wird. Die
Kautschukscheibe theilt die Trommel der Länge nach in zwei gleiche Theile; sie ist
durch einen Bronzering mit der Trommel, durch einen zweiten Ring mit der Stange s verbunden. Wird s von
einer Kurbelscheibe aus in eine schnelle hin- und hergehende Bewegung versetzt, so
wirkt die Kautschukplatte abwechselnd auf beiden Seiten saugend und drückend.
Während des Drückens tritt eine geringe Menge des vorher angesaugten Stoffes wieder
durch die Spalten zurück und spült diese rein; die Pulsation der Masse ersetzt
demnach die Rüttelung. Saug- und Druckwirkung ist offenbar am stärksten in der Nähe
der schwingenden Kautschukplatte; die Schnitte würden hier sich rascher erweitern
als an den Enden der Trommel. Um die Wirkung gleichförmig zu vertheilen, sind auf
die Stange s Bronzescheiben aufgesetzt, welche mit hin
und her schwingen.
H. Watson und Söhne in Newcastle-on-Tyne hatten in der
englischen Abtheilung einen nach demselben Princip gebauten Knotenfänger (* D. R. P.
Nr. 1829 vom 16. Februar 1878) ausgestellt, der in Fig. 3
veranschaulicht ist. Die Trommel A ist genau so
gebildet wie die vorbeschriebene; im Inneren sind drei Kautschukringe b1 bis b3 angebracht, die
einerseits an den Ringplatten c2 und c3 bezieh. der Stirnwand c1, andererseits mit den Ringplatten d1 bis d3 dicht verschraubt
sind. Letztere Scheiben sitzen fest auf dem Rohre e,
welches durch die Stange s eine rasche hin- und
hergehende Bewegung erhält. Durch Anwendung von drei Kautschukringen soll die Saug-
und Druckwirkung gleichmäſsig auf alle Schnitte der Siebplatten übertragen werden.
Um Verdichtung und Verdünnung der Luft in den Räumen g2 und g3 zu verhüten, ist das Rohr e an den entsprechenden Stellen durchbohrt, so daſs diese Räume mit der
äuſseren Atmosphäre in Verbindung stehen; dies wird aber Veranlassung zu
Stoffverlusten geben, sobald das Rohr e nicht mehr
dicht in den Naben der Scheiben c2 und c3 geht. Der gereinigte Stoff zieht durch h ab und ergieſst sich zunächst in eine Kammer, deren
Ausfluſsöffnung durch einen Schieber vergröſsert und verkleinert werden kann,
wodurch eine Veränderung der Druckhöhe im Knotenfängertrog J und kleinere oder gröſsere Lieferung erzielt wird.
Der Knotenfänger der Maschine Nr. 2 ist bedeutend einfacher als der Watson'sche und wird sich deshalb mehr empfehlen,
vorausgesetzt, daſs durch die oben genannten Scheiben die Abnutzung der Siebplatten
gleichmäſsig vor sich geht. Der Kraft- und Raumbedarf wird bei beiden Apparaten für
gleiche Leistung nur wenig verschieden sein; er ist geringer als bei Knotenfängern
mit Rüttelbewegung; die Abnutzung bei diesen rotirenden Knotenfängern ist ebenfalls
gering und das lästige Geräusch ist völlig vermieden; der Stoff ist weniger heftiger
Einwirkung ausgesetzt, wodurch die Katzenbildung vermindert wird. Ob sich die
Kautschukplatten dauerhaft erweisen, muſs die Erfahrung lehren. Die Auslagen dafür
würden naturgemäſs bei dem Watson'schen Apparate höher
ausfallen.
Die beschriebenen rotirenden Knotenfänger besitzen eine
Unbequemlichkeit; sie lassen sich schwierig reinigen. Dazu ist mindestens die
Entfernung der Platten einer Seite nöthig. Aber auch dieser Uebelstand kann durch
zweckmäſsige Construction leicht gehoben werden. Bis dahin sind sie nur anwendbar
für wenig von einander verschiedene Papiere mit gleich bleibender Färbung.
Metalltuch mit Zubehör. Bezüglich Unterstützung,
Spannung und Führung des Metalltuches sei hier nur Folgendes erwähnt. Bei Maschine
Nr. 1 und 2 liegt die Oberkante der Brustwalze in einer Ebene mit den Oberkanten der
kleinen Trag- oder Registerwälzchen, bei Maschine Nr. 3 und 4 etwas tiefer. Die
erstere Anordnung ermöglicht eine bessere Ausnutzung der Form, wenn man wie bei
Maschine Nr. 1 verfährt und die Schürze nur wenig übergreifen läſst; die erste
Tragwalze erhält denselben Durchmesser wie die übrigen, während sie bei schräg
aufwärts laufendem Sieb stärker gehalten werden muſs. Neu aber nicht empfehlenswerth
war die Lagerung der Registerwalzen bei Maschine Nr. 2; die Zapfen derselben laufen
auf einem Lederstreifen von 8 bis 10mm Dicke, der
zwischen die senkrechten Schenkel zweier bronzener Winkelschienen eingeklemmt ist.
Durch Höher- oder Tieferrücken dieser Lederstreifen soll die Einstellung der
Tragwalzen bewirkt werden. In der Praxis dürfte dies viel Schwierigkeiten
verursachen; auch ist kaum anzunehmen, daſs in diesem Falle die Bewegung der Walzen
leichter vor sich geht als bei Lagerung der Zapfen auf Bronze. Da die Tragrollen
aber vom Siebtuch in Bewegung gesetzt werden, so sollte zu dessen Schonung die
Drehung so leicht wie möglich von statten gehen.
Die Spannung der Form wurde bei Maschine Nr. 1 durch eine Kupferwalze bewirkt, welche
200mm senkrechten Hub hatte und frei auf dem
Metalltuch auflag; bei den anderen Maschinen geschah die Spannung auf die
gewöhnliche Weise durch mittels Schrauben senkrecht verstellbare Walzen. Diese
Spannwalzen, oder besondere in horizontaler Richtung verstellbare Walzen, dienen zur
Führung des Metalltuches. Bei Maschine Nr. 1 geschieht die Einstellung der
Führungswalzen selbstthätig; der betreffende Siebführer ist bereits in Hofmann's Handbuch der
Papierfabrikation (1875 S. 254) beschrieben. Der Tisch der Maschine Nr. 1
läſst sich gegen die Knotenfänger hin um 50mm
senken, wodurch eine gröſsere Ansammlung von Wasser auf dem ersten Theile der Form
hervorgerufen werden kann. Die Fasern schlagen sich dann langsamer nieder und es
tritt eine bessere Verfilzung ein als bei horizontaler Lage des Metalltuches. Die
Stützen des Tisches sind mit Kugelzapfen versehen, was den bisher üblichen Gelenken
vorzuziehen sein dürfte.
– Rüttelwerke, Deckelriemen, Saugkästen und Gautschpressen boten nichts Neues
dar.
Die Naſspressen sind auf Tafel 25 Fig. 4 bis
7 beziehungsweise für die Maschine Nr. 1 bis 4 dargestellt. Mit s sind in allen Figuren die Spannwalzen, mit f die Führungswalzen der Filze bezeichnet. Die Breitung
der Filze geschieht bei allen Maschinen auf die gewöhnliche Weise durch Walzen,
welche von der Mitte aus nach beiden Enden hin schraubengangförmig verlaufende
Rippen tragen. – Die Pressung der Oberwalzen gegen die Unterwalzen ist bei Fig.
4, 6 und 7
durch starke Schrauben bewirkt; damit die Oberwalzen beim Durchgang harter Körper
ausweichen können, sind entweder starke Spiralfedern oder Kautschukbuffer
eingeschaltet. Die Druckschrauben sind bei Fig. 4 und
7 von der Führerseite aus gleichzeitig stellbar; doch möchte die bei Fig.
6 getroffene Anordnung, derzufolge jede Schraube einzeln gestellt werden
muſs, vorzuziehen sein. Der Maschinenführer erkennt an dem aus der Presse
hervorgehenden Papierblatt die Wirkung derselben und bemiſst danach die Pressung,
muſs also auch im Stande sein, jede Druckschraube einzeln anziehen oder lüften zu
können. Bei Fig. 5 wird
die Pressung, wie bei Kalandern üblich, durch Doppelhebel mit Gewichtsbelastung
bewirkt. (Es sei bemerkt, daſs der durch γ belastete
Hebel αβ normal zur Bewegungsrichtung des Papieres
steht.) Diese Belastung ist schwerfällig und wäre besser vermieden worden. – Die an
der Oberwalze angebrachten Schaber waren auffallender
Weise bei zwei Maschinen ohne hin und her gehende Bewegung. Man hält dies
wahrscheinlich bei Hartguſswalzen nicht mehr für nothwendig. – Die Lager der
Filzspannwalzen sind bei allen Maschinen von der Führerseite aus gleichzeitig
stellbar; doch kann man auch jedes einzelne Lager verschieben. Eine sehr geschickte
Anordnung der Spannrollen für den zweiten Naſsfilz (den steigenden Filz) zeigt Figur
6. Die beiden Spannwalzen s1 und s2 sind in Querstücken gelagert, welche durch
Schrauben gehoben werden. Der Spannrahmen erhält dadurch geringe Höhe, was die
Bedienung der Presse erleichtert. Gerade das Gegentheil läſst sich von der durch
Fig. 5 dargestellten Anordnung sagen; dort erreicht der Spannrahmen für
den steigenden Filz eine sehr groſse, unbequeme Höhe. Die Filzführungswalzen sind
auf gewöhnliche Weise von Hand stellbar, selbstthätig nur bei Maschine Nr. 1. – Für
breite und rasch gehende Maschinen ist die Anbringung einer Abhebewalze b (Fig. 4 und
7) dicht vor der ersten Presse sehr zu empfehlen. Das Papier gelangt
dadurch ohne Falten zwischen die Preſswalzen und es entsteht weniger Ausschuſs. Escher-Wyſs haben eine leichte Luftwalze a (Fig. 6) und
einen Saugkasten b angebracht, um Luftblasen zwischen
Papier und erstem Naſsfilz zu vermeiden, tasten b ist
mit einer durchlochten Platte abgedeckt, über welche der Filz streicht; aus b wird beständig Luft herausgesaugt. Gelangt eine
Luftblase über die Saugplatte, so dringt die Luft durch den Filz in den Kasten b ein und das Papier legt sich dicht auf den Filz auf.
– Vorkehrung zum beständigen Waschen der Filze war nur bei dem ersten Naſsfilz der
Presse Fig. 4 getroffen. Ein Spritzrohr sendet Wasser auf den Filz; Preiswalzen
a, a entfernen dasselbe wieder. – Die Naſspressen
Fig. 5 und 6 haben
C-förmige Gestelle, was das Ein- und Ausbringen der Walzen und Filze sehr
erleichtert. Die Gestelle der Naſspressen Fig. 4 und
7 sind geschlossen, jedoch mit so groſsen Durchbrechungen versehen, daſs
sich die Unterwalzen nach Aufheben der Oberwalzen seitlich herausziehen lassen. Das
Wechseln der Walzen und Filze geht aber bei dieser Anordnung nicht so bequem an;
auch sind die Walzen dabei leichter Beschädigungen ausgesetzt.
Die Trockenbatterien für Maschine Nr. 1 bis 4 sind durch
Fig. 8 bis 11
dargestellt. Es tritt das Bestreben entgegen, das Uebereinander bauen der
Trockencylinder zu vermeiden. Man nähert sich mehr und mehr der amerikanischen
Anordnung, welche nur eine Reihe von Cylindern kennt. Legt man alle Trockentrommeln
in eine Reihe, so kommt nur eine Seite des Papieres mit den Heizflächen in Berührung
und fällt dasselbe auf beiden Seiten verschieden glatt aus, ein Mangel, welcher
allerdings durch nachfolgendes sorgfältiges Satiniren fast zum Verschwinden gebracht
werden kann, dem die europäischen Papierfabrikanten bislang noch dadurch zu begegnen
suchen, daſs sie einen oder zwei Obercylinder beibehalten, um einen Wechsel in der
geheizten Papierseite eintreten lassen zu können. Nicht verkennen läſst sich, daſs
die einreihige Aufstellung wesentliche constructive Vereinfachungen mit sich bringt,
die Leitung und Ueberwachung des Papieres erleichtert.
Stellt man sich bei Prüfung der einzelnen Trockenbatterien auf rein theoretischen
Standpunkt, so muſs der Anordnung Fig. 8 der
Vorzug zuerkannt werden. Diese Batterie besteht aus 3 Gruppen von je 3 Cylindern;
jede Gruppe erhält gesonderten Antrieb. Gruppe 1 umfaſst die Cylinder I bis III, Gruppe 2, von
genau gleicher Ausführung und deshalb in der Zeichnung weggelassen, die Cylinder IV bis VI, Gruppe 3 die
Cylinder VII bis IX. Die
Nummernfolge gibt zugleich den Gang des Papieres an. Die Cylinder I und II, IV und V haben gemeinsame Filze, welche durch Trommeln FTC getrocknet werden; die oberen Trommeln III und VI erhielten
besondere Filze mit Trockencylindern. In der dritten Gruppe hat jeder Cylinder einen
eigenen Filz; der letzte Filz ist ohne Heizung gelassen. Die Filztrockentrommeln
sind alle so angelegt, daſs der Filz nicht mit der Papierseite darüber weg geht. Der
Wasserdampf hat auf diese Weise nicht die ganze Dicke des Filzes zu durchdringen,
und die Papierseite wird nicht so schnell hart, weil sie nicht unmittelbar mit den heiſsen Wänden in
Berührung kommt. – Trockencylinder VIII und IX besitzen in p
Preſswalzen aus Hartguſs, angedrückt durch Federn, welche eine gröſsere Glätte des
Papieres hervorbringen sollen.
Frischen Dampf von höchstens 2st Ueberdruck = 135°
Temperatur empfangen nur sämmtliche Cylinder der zweiten und dritten Gruppe; der
abziehende Dampf dieser durchströmt die Cylinder der ersten Gruppe.
Die Anlage dieser Trockenbatterie zeigt das Bestreben: 1) das Papier mit immer
heiſseren Trommeln in Berührung zu bringen, 2) von beiden Seiten zu trocknen, 3) den
Längenänderungen so viel als möglich Rechnung zu tragen, 4) auf beiden Seiten
gleichförmige und groſse Glätte zu erzielen und 5) das Auswechseln der Filze zu
erleichtern. Die Verfolgung der unter 3 und 5 angegebenen Ziele bis beinahe an die
Grenze durch Anwendung vieler kurzer Filze und gesonderten Antriebes für die Gruppen
hat aber zu einer starken Complicirung der Anlage geführt. Kurze Filze verlangen
Trockentrommeln, die man bei langen Filzen zuweilen ganz weglassen kann; will man
dieselben trocknen, so genügen 1 höchstens 2 Cylinder, während bei Anlage Fig.
8
sechs vorhanden sind. Ob man an Stelle der Preſswalzen
in der dritten Gruppe (also dicht am Ende der Batterie) nicht besser einen
Feuchtsatinirapparat eingeschaltet hätte, scheint auch noch der Erwägung werth. –
Alle Trockencylinder waren, wie jetzt allgemein üblich und auch bei den anderen
Maschinen zu finden, mit Schabern zur Reinhaltung und mit doppelten Böden zur
Verminderung der Ausstrahlung versehen. Die Filzspannwalzen sind mit s, die Führungswalzen mit f bezeichnet. Spannung und Führung geschieht wie bei den Naſspressen. Die
Gruppe 2 läſst sich ausschalten, wenn feine Papiere fabricirt werden.
Sehr beachtenswerth ist nachfolgende Einrichtung. Ueberall da, wo das Papier den Filz
wechselt, sind kleine leichte Spann- oder Fühlwalzen α
angebracht, welche in drehbaren Armen β gelagert sind.
Der Stand dieser gibt dem Maschinenführer jederzeit Kunde von der Wirksamkeit der
Cylinder und setzt ihn in den Stand, die Temperatur danach zu reguliren. Die
Spannwalzen zur selbstthätigen Regulirung durch Stellung von Drosselklappen zu
benutzen, scheint doch etwas zu weit gegangen.
Die Batterien Fig. 9 und
11 stimmen fast ganz überein. 8 Trockencylinder sind in zwei Gruppen von
5 und 3 getheilt; der Obercylinder II ist ohne Filz;
das Papier soll auf demselben auf der zweiten Seite dieselbe Glätte erhalten wie
durch die übrigen Trommeln auf der ersten Seite. Um dies zu erreichen, müſsten die
Cylinder II sehr stark geheizt werden, was jedenfalls
häufiger Brüche des Papieres veranlassen wird. Ein Filz scheint unentbehrlich!
Preſswalzen wie bei Trommel IX
Fig.
8 anzuordnen, wird sich wahrscheinlich wegen des groſsen
Feuchtigkeitsgehaltes des Papieres verbieten. Als Preſswalze dient in Fig. 9 die
Filztrockentrommel FTC1. Der zweite Obercylinder VII (Fig. 9) ist
überflüssig; hier wird ein Wechsel der geheizten Papierseite keinen besonderen
Einfluſs mehr auf Glätte haben. Es verdient deshalb die Anordnung der Cylinder VI bis VIII
Fig.
11 der damit erzielten Vereinfachung wegen den Vorzug. Die ersten
Trockenfilze sind bei beiden Batterien ohne Trocknung und zu lang; bei der letzteren
wird auch der zweite Filz nicht getrocknet.
Die Heizung ist bei Fig. 9
folgendermaſsen durchgeführt: Die Cylinder II, VI, VII,
VIII und FTC1
empfangen directen Dampf; der Abdampf der letzten 4 Trommeln geht durch V, IV, III und I, eine
principiell richtige Anordnung. Die starke Heizung von II ist schon oben gerügt worden. – Heizung bei Fig. 11: Cylinder I und II empfangen
directen Dampf; der Abdampf geht durch III und IV. Cylinder V wird wieder
direct geheizt; VII und VI
empfangen den Abdampf von VIII. Cylinder I und II mit directem
Dampf zu heizen, ist doch bedenklich um so mehr, da der erste Filz vier Cylinder
umspannt, das Papier also Spannungen in der Längenrichtung nicht folgen kann.
Die Trockenbatterie Fig. 10 ist
sehr geschickt angelegt (wegen Mangel an Raum war nur ein Theil ausgestellt).
Cylinder I, II und III
besitzen einen gemeinsamen Filz, der durch zwei kleine Trommeln FTC1 und FTC2 getrocknet wird.
Zwischen den Cylindern III und IV wird das Papier gewendet; FTC3 ist die Trockentrommel für den zweiten Filz. Der
Dampf strömt nach einander durch IV bis I.
Zieht man die Ausnutzung der Heizflächen in Betracht, so ordnen sich die Maschinen in
folgender Reihe. Es sind benutzt bei:
Maschine
Nr.
3
rund
75
Procent
der
Holzfläche
„
„
1
„
71
„
„
„
„
„
4
„
70
„
„
„
„
„
2
„
64
„
„
„
ein Resultat, das keineswegs zu Gunsten der Maschine Nr. 2
spricht.
Die Trockenbatterien der Maschinen Nr. 2, 3 und 4 besitzen Gestelle der gewöhnlichen
Ausführung mit kreisrunden Durchbrechungen, in welche guſseiserne Balken zum Tragen
der Cylinderlager eingelegt sind. Während aber bei Maschine Nr. 3 und 4 der gröſste
Durchmesser der Ringe des Gestelles etwas kleiner als der Durchmesser der Cylinder
genommen war, fanden sich bei Maschine Nr. 2 die Durchbrechungen so groſs, daſs man
jeden Cylinder nach Abnahme eines Lagerbalkens seitlich herausziehen konnte. Dadurch
ist entschieden nichts gewonnen, wohl aber an Uebersichtlichkeit der Maschine viel
verloren, denn die Ringe verdecken Filz und Papier.
Ein eigentümlicher Weg, das Ein- und Ausbringen der Cylinder und Filze zu
erleichtern, ist bei der Batterie Fig. 8
eingeschlagen. Die Filztrockencylinder sind auf herausnehmbaren guſseisernen Balken
q
gelagert und lassen sich
deshalb leicht seitlich entfernen. Dann hat man nur die Papiertrockentrommeln in
Längenrichtung der Batterie zu verschieben, um sie an der gleichen Stelle seitlich
herausziehen zu können. Das Gestell ist bei der ersten Gruppe in Fig. 8
einpunktirt.
Satinirapparate. Die Maschine Nr. 1 besitzt keine
Satinirpresse; bei Maschine Nr. 2 ist ein aus zwei hohlen, mit Dampf geheizten
Hartguſswalzen bestehender Apparat zwischen Trockencylinder V und VI eingeschaltet (K
Fig.
9) in solcher Höhe, daſs das Papier, auch ohne durch die Presse zu gehen,
weiter geleitet werden kann. Maschine Nr. 3 besitzt eine Presse K1 (Fig. 10)
mit zwei Walzen vor, eine Presse K2 mit drei Walzen hinter dem Cylinder IV. An den Einführstellen sind Schutzwalzen angeordnet.
In die Trockenbatterie Fig. 11
können zwei Satinirpressen K1 hinter dem vierten, K2 hinter dem sechsten Cylinder eingeschaltet werden.
Bezüglich der Höhenlage gilt das bei Maschine Nr. 2 Bemerkte. – Der Druck wird bei
allen Pressen durch Schrauben bewirkt und Spiel durch Kautschukbuffer
ermöglicht.
Anfeuchtapparate. Das Anfeuchten des Papieres geschieht
bei den Maschinen Nr. 1 und 2 durch leichte, in Wasser eintauchende Walzen L (Fig. 8 und
9). Der Grad der Feuchte wird regulirt durch den Stand des Wassers in der
halbcylindrischen Mulde. Die Maschinen Nr. 3 und 4 besitzen Apparate zum Anfeuchten
durch Dampf. L
Fig.
10 kann als Vorbild dienen. Das Papier gelangt zuerst zu der mit einem
Filz versehenen Trommel m1, dann nach m2. Beide Trommeln werden durch einen Strom kalten Wassers gekühlt. Der
nicht von Papier bedeckten Seite von m2 steht ein Dampfrohr m3 gegenüber, welches durch einen feinen
Spalt oder zahlreiche feine Löcher Dampf gegen m2 sendet. Dieser wird niedergeschlagen und gelangt
bei Drehung der Trommel an das Papier. Auf dem Haspel legt sich eine gefeuchtete auf
eine trockene Seite, so daſs das Papier gleichmäſsig durchzogen wird. Die
Anfeuchtapparate werden zweckmäſsig zur Ableitung der Elektricität benutzt.
Längs- und Querschneidapparate. Die Längsschneider, mit
denen alle vier Papiermaschinen versehen waren, boten nichts Neues. Den Maschinen
Nr. 1 und 2 waren auch Querschneider des Systemes Verny
beigegeben, weiches sich immer gröſserer Anerkennung erfreut – eine Erfahrung, die
auch durch die Berliner Papierausstellung 1878 bestätigt wurde. Dautrebande und Thiry fügten dem Apparate einen
Bogenableger bei, welcher gut arbeiten soll, das Schneidwerk aber stark complicirt.
Fig. 12 Taf. 25 gibt eine Skizze dieses vervollkommneten
Schneidwerkes.
In den Längsschneider A treten 8 bis 12 Papierblätter
ein und gelangen von da unmittelbar in den Querschneider. Der Zuführungsapparat des
letzteren wird gebildet durch die bewegliche Zange b,
b1. Der untere Balken b wird im
Gestell horizontal geführt durch die Schlitten b2, welche die Lager der Welle b3 tragen. Der Backen
b1 ist durch Arme
an b3 frei drehbar
aufgehängt. Die Zange erhält hin- und hergehende Bewegung durch eine auf die Welle
I aufgesteckte Kurbel und die Lenkstange C. Der Kurbelhalbmesser ist je nach dem Format
einstellbar. Die Lenkstange C ist mit der Welle b3 fest verbunden, so
daſs letztere eine schwingende Bewegung ausführen muſs, welche zum Oeffnen und
Schlieſsen der Zange benutzt wird. Auf b3 sind Mitnehmer festgekeilt, welche mit den Armen
b4 auf die
rechtsseitigen Enden b5
der Arme von b1
drücken, wenn die Kurbel den oberen Halbkreis durchläuft, also die Presse b, b1 von links nach
rechts wandert. Geht die Presse dagegen von rechts nach links, so schwebt b4 über b5; die Zange bleibt
geschlossen und die eingeklemmten Papierblätter werden um Bogenlänge vorgezogen. Das
Papier erhält Unterstützung durch einen endlosen, über Walzen geführten Filz d.
Zur Bewegung der Presse b, b1 ist nur eine auſserhalb des Gestelles befindliche Lenkstange verwendet;
einem Ecken des breiten Balkens b soll vorgebeugt
werden durch zwei lange Hebel C1, welche ebenfalls auſserhalb des Gestelles liegen,
auf einer horizontalen Welle festgekeilt und durch kurze Lenkstangen mit Welle b3 verbunden sind.
Diese Anordnung ist schwülstig: die bisher übliche mit zwei Lenkstangen verdient den
Vorzug und hätte sich auch hier ohne Schwierigkeiten anbringen lassen.
Beginnt die Presse b, b1
den Rechtsgang, wobei sie geöffnet ist, so wird das Papier durch die feststehende
Presse d1, d2 festgehalten. Der
untere Balken d1 liegt
fest und trägt zugleich das feste Messer des Querschneiders; der obere Preſsbalken
d2 ist mit Armen an
die Welle II frei drehbar angehängt. Auf dieselbe Welle
sind die Arme c1 des
beweglichen Messers E und der Arm e2 festgekeilt; e2 trägt eine
Gleitrolle c3, die sich
stets gegen den Umfang der auf Welle I befestigten
Kurvenscheibe F anlehnt. Bei einer Rechtsdrehung von
F muſs sich das Messer E heben; die Arme e1 fassen dabei die Arme des Balkens d2 und es öffnet sich die feststehende Zange d1, d2. Unmittelbar vor
Vollführung des Schnittes schlieſst sich dieselbe wieder.
Der Bogenableger besitzt eine aus zwei L-Eisenschienen gebildete Zange αβ: α steht fest, β ist um
eine Horizontalachse drehbar. Beide Zangentheile sind in Schlitten angebracht,
welche durch Stangen h von der beweglichen Presse b, b1 Bewegung
erhalten. Diese Stangen sind mit den Zangenschlitten so verbunden, daſs sie ein
Spiel von etwa 20mm zulassen, so daſs der
Zangenschlitten seinen Lauf erst beginnt, nachdem Presse b,
b1 bereits einen Weg von 20mm zurückgelegt hat. Dadurch wird das Papier der
Zange αβ zugeschoben und kann durch den sich während
dieser Zeit schlieſsenden Backen β eingeklemmt werden.
Die Zange führt im weiteren Verlauf den Bogen. Beginnt die Presse b, b1
den Rücklauf, so bewirkt
das Spiel zwischen Stangen h und Schlitten von αβ zunächst ein Oeffnen von β und erst dann tritt Bewegung des Schlittens ein. Bei dem Oeffnen der
Zange fällt das Papier auf den Tisch J. In demselben
Augenblick senkt sich die Preſsrolle γ nieder und hält
das Papier bis nach Vollendung des Schnittes fest. γ
wird von den Armen δ getragen; auf der Achse derselben
steckt ein Arm δ1 mit
Laufrolle, die sich gegen die punktirt gezeichnete Kurvenscheibe ε anlegt. Diese dient zum Aufheben der Rolle γ im geeigneten Momente.
Während des Ganges der Maschine sammelt sich auf dem Tische ein Pack Papier an; in
demselben Maſse, als dessen Höhe zunimmt, muſs der Tisch gesenkt werden. Dazu dient
folgende Einrichtung. Auf der Achse des Winkelhebels δ,
δ1 steckt noch ein dritter Arm δ2, an welchem eine
unten in einen Schlitz δ4 endende Stange δ3 hängt. In dem Schlitz gleitet ein Stift der Stoſsklinke k, welche an den zweiarmigen Hebel lmn angeschlossen ist. k
erhält durch den auf der Curvenscheibe F sitzenden
Stift s für jeden Schnitt einmal Bewegung nach rechts.
Liegt wenig Papier auf dem Tisch, so senkt sich γ sehr
tief, der Schlitz δ4
hebt k aus dem Sperrrade r
heraus und der Tisch bleibt stehen. Ist der Pack dick, so senkt sich γ nur wenig, k bleibt auf
r Hegen und ertheilt diesem Rade ruckweise Drehung,
die durch Kegelräder auf die Schraube p übertragen wird
und eine Senkung des Tisches hervorruft. Das Heben des Tisches nach Abnahme des
Packes geschieht von Hand.
Die Zange αβ muſs für jedes Format dicht an das Messer
gebracht werden. Um dies zu ermöglichen, sind die Stangen h bei h1
verzahnt, damit im Eingriff stehen kleine Triebe o,
welche auf einer in den Schlitten b2 gelagerten Welle sitzen. Diese Welle läſst sich
zur Einstellung von αβ durch ein Handrad drehen, wird
aber während des Ganges der Maschine an Drehung verhindert.
Getriebe. Zum Betrieb der einzelnen Theile der
Papiermaschinen verwendet man mit Recht mehr und mehr Riemenkegel, wodurch die
Erzielung der richtigen Geschwindigkeit auf einfachste und leichteste Weise möglich
gemacht wird. Von der hoch an der einen Längswand des Maschinenraumes liegenden
Hauptwelle treiben vertical oder wenig schräg abwärts gehende Riemen auf die Conusse
der Vorgelegewellen und diese durch Kegelräder die nach der Maschine führenden
Zwischenwellen. Der Raum hinter der Maschine ist jetzt nach Möglichkeit frei und
deshalb diese für den Führer bei verminderter Gefahr weit mehr zugänglich.
Aufmerksam mache ich noch auf den bei den Pressen und den Gautschwalzen der
Maschinen 1 und 2 angewendeten Reibungsantrieb (Fig. 13
Taf. 25), dessen Einführung sich empfiehlt. Durch die hohle Unterwalze geht eine an
der Führerseite der Maschine mit
Reihenfolge derMaschinentheile
Papiermaschine von
Dautrebande und Thiry
Lhuiller
Escher, Wyſs und Comp.
Th. und F. Bell
Leistung
4000 bis 5000kGewohnliches DruckpapierGroſste Breite des
Papieresbeschnitten = 1m,9
3000 bis 4000kDesgleichenDesgleichen 1m,5
1800kFeine und
mittlere PapiereDesgleichen 1m,53
2500k in 24
StundenDruckpapierDesgleichen 1m,6
Knotenfanger
4 Stuck ebene, m. RuttelungF = 4 (1,5 × 0,9) = 5qm,1Leist. für 1qm in 24 Stunden740 bis 930k
Für obige Leist. 2 St. WatsonF = 2 × 4qmDesgleichen 375 bis 500k
4 Stuck ebene, mit RuttelungF = (4 × 6) (0,267 × 0,537)= 3qm,422Desgleichung 740k
Siebtisch
Lange von Mitte der Brust-walze bis Mitte der
vordernGautschwalze = 4m,5
Desgleichen 5m,75
Desgleichen 1m,83
Desgleichen 5m,3
Brustwalze
Durchmesser d = 280mm(in Tischhohe)
d = 250mm(in Tischhohe)
d = 300mm(tiefer als Tisch)Einfuhrwalze
d = 100mm
d = 300mm(tiefer als Tisch)
Register
42 Messingwalzen d =
50mm
35 Kupferwalzen d = 50mm
30 Messingwalzen d =
60mm
38 Messingwalzen d =
60mm
Saugkasten
2 Stuck mit holzernen Saug-platten. Locher d = 15mm,35mm von Mitte zu
Mitte
2 Stuck mit kupfernen Saug-platten. d = 20mm
2 Stuck desgleichen
2 Stuck ohne Saugplatten
Gautschpresse
d = 350mm
d = 395mm
d = 300mmUntercylinder d = 250mm
d = 300mm
1 Naſspresse
Hartguſswalzen d = 350mmFederdruckBewegliche
Schaber
Desgleichen d = 100mmGewichtshebelFeste
Schaber
Desgleichen d = 300mmSchrauben u.
Kautschukbuff.Feste Schaber
Desgleichen d = 300mm DesgleichenBeweglicher
Schaber
2. u. 3. Naſspr.
Wie 1. NaſspresseGang
DesgleichenGang
Desgleichen ohne 3. PresseGang
DesgleichenGang
Reihenfolge derMaschinentheile
Papiermaschine von
Dautrebande und Thiry
Lhuillier
Escher, Wyſs und Comp.
Th. und F. Bell
Trocken-batterie.1. Gruppe
3 Papiercylinder d = 1m,22 Filzcylinderd = 0m,7 und
d = 1m,0
5 Papiercylinder d = 1m,2
3 Papiercylinder d = 0m,92 Filzcylinderd = 0m,3
5 Papiercylinder d = 0m,98
Satinirpresse
d = 300mm2 Walzen
d = 300mm2 Walzen
d = 300mm(Zwischen Cylinder IV u. Vder
1. Gruppe) 2 Walzen
Trocken-batterie.2. Gruppe
Wie Gruppe 1
3 Cylinder d = 1m,21 Filzcylinder d = 0m,8(zugleich als Glattwalze)
1 Cylinder d = 0m,91 Filzcylinder d = 0m,3
3 Cylinder d =
0,98(Zwischen Cylind 6 u. 7 Platz füreine Satinirpresse.) (Gang
vor der2 Gruppe)
Trocken-batterie3. Gruppe
3 Papiercylinder d = 1m,22 Filzcylinder d = 0m,7Letzter Papiercylinder mitGlattwalzen
Feuchtapparat
Anfeuchten durch eine inWasser eintauchende
Walze
Desgleichen
Dampfanfeuchtapparat
Satinirpresse
2 Walzen d = 300m
3 Walzen d = 300mm
Feuchtapparat
Dampfanfeuchtapparat
Längsschneid-apparat
Kreismesser unter einander
Desgleichen
Haspel
Gewöhnliche Anordnung
Mit 10 Wellen
Gewöhnliche Anordnung
Desgleichen
Längs- u. Quer-schneidapparat
System Verny mit
Bogen-ableger
System Verny
Lange d. Masch.von Mitte Brust-walze bis
Haspel
22m
25m
18m,75
(Trockenbatterie unvollstandig)
24m,8
Handrad versehene Stange a
hindurch. Bei a1 ist
Gewinde aufgeschnitten; die Mutter dazu ist mit dem Walzenzapfen verbunden. Auf dem
Zapfen sitzt der Kegel B2 fest; B1
ist mit a verbunden und muſs an der Längenverschiebung
derselben Theil nehmen. B1 trägt einen Zahnkranz, in den ein kleines, auf der Zwischenwelle
steckendes Stirnradtrieb eingreift; letztere kommt dadurch tiefer zu liegen, als bei
directem Riemenbetrieb der Fall. Das Einrücken erfolgt ohne Stoſs.
Um schlieſslich die Anordnung und Gröſsenverhältnisse der einzelnen Papiermaschinen
übersichtlich vor Augen zu führen, ist die Tabelle S. 300 und 301 angefügt.
Die anderen zur Aufstellung gelangten Apparate und Hilfsmaschinen zur Papierbereitung
boten sehr wenig Bemerkenswerthes. Es sei nur noch auf zwei Maschinen hingewiesen.
A. de Mongolfier und Söhne in Paris hatten das
Modell einer Holzschleifmühle mit horizontalem Stein ausgestellt (* 1878 229 35). Dieser ruht auf einem guſseisernen Teller und
ist mit Reifen zur Sicherung gegen Zerspringen versehen. Als Mahlfläche dient die
obere Stirnfläche. Die Anordnung soll eine gröſsere Geschwindigkeit ermöglichen,
einen feineren Stoff und gröſseres Ausbringen erzielen lassen. Die Umdrehungszahl
des Steines kann immer dieselbe bleiben, da eine Verkleinerung des Durchmessers
nicht eintritt. Der Stein hat anfänglich bei 1m,3
Durchmesser 0m,3 Dicke und soll bis auf etwa 80mm abgenutzt werden können. Würde man die
verticale Welle von dem Druck entlasten, mit welchem die Hölzer gegen die Mahlfläche
angestellt werden müssen, und den Stein aus Sectoren gleicher Härte zusammensetzen,
so wäre damit ein Apparat gröſster Vollkommenheit geschaffen. – Gebrüder Labrousse in Saint-Junien (Haute-Vienne)
brachten ein Maschinensystem für gelbes Strohpapier zur Ausstellung (vgl. * 1878 230 8), dessen Einführung nur empfohlen werden kann. Die
Maschinen – eine Vor- und eine Feinmühle – beanspruchen sehr wenig Raum und
Bedienung und geben, wie die ausgelegten Papierproben darlegten, vorzügliche
Resultate.
Prof. A. Lüdicke.
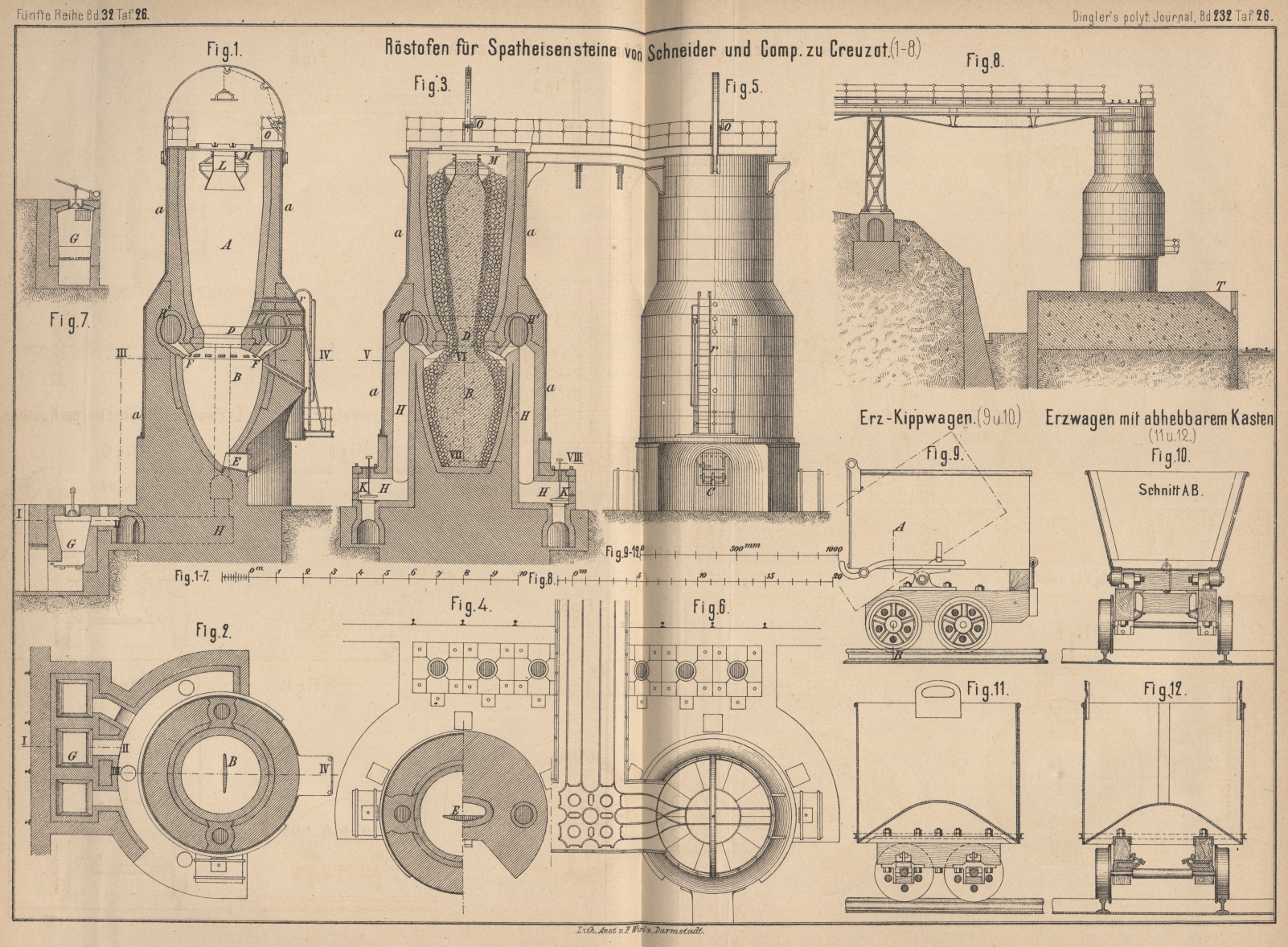
Neuer Röstofen für Spatheisensteine
(Tafel 26).
Die Mehrzahl der bis jetzt gebräuchlichen Röstapparate für Erze leidet an zu hohem
Brennmaterialverbrauch bei unzuverlässig geröstetem Material. Um diesen Uebelständen
zu begegnen, haben Schneider und Comp. zu Creuzot ein
besonderes Verfahren eingeschlagen, welches sich sowohl auf die Vorbereitung der zur
Röstung bestimmten Steine, als auf Construction und Heizung der Röstöfen erstreckt.
Die betreffenden Modelle waren ausgestellt, während die Oefen selbst sich im Bau
befanden. Auf Taf. 26 zeigenNach Armengaud's Publication industrielle, 1879
Bd. 25 S. 153.Die Red.
Fig.
1 einen Verticalschnitt durch die Achse eines solchen Ofens (die Schnittlinie I-III Fig.
2 ist gebrochen, um die Lage der Gasgeneratoren zu zeigen); Fig.
2 den Horizontalschnitt nach I-IV Fig. 1; Fig.
3 einen Verticalschnitt durch die Achse und senkrecht auf den ersten; Fig.
4 den Horizontalschnitt nach V-VIII Kg. 3; Fig. 5 und
6 den Ofen in Ansicht und Grundriſs, sowie die zur Gicht führenden
Schienengeleise. Fig. 7 ist
ein Verticalschnitt eines Gasgenerators senkrecht zum Schnitt Fig. 1. Fig.
8 zeigt den Zugang zu den Oefen nebst Gichtbrücke. Fig. 9 und
10 veranschaulichen Aufriſs und Schnitt. eines Erzkippwagens und Fig.
11 und 12 die
Construction eines Erzwagens mit abhebbarem Kasten.
Der Röstofen selbst, welcher theils aus feuerfestem, theils aus gewöhnlichem
Mauerwerk aufgeführt und mit eisernem Blechmantel a
umgeben ist, enthält zwei vertical über einander liegende Schächte; der obere
Schacht A ist 7m,25
hoch, an der Gicht 3m und unten 1m,40 weit. Der untere Schacht B ist 4m,05 hoch,
oben 3m weit und mündet unten in eine viereckige,
durch zwei Klappen C (Fig. 5)
verschlieſsbare Oeffnung E von 0m,70 Seitenlänge. Der obere Theil des Schachtes
B ist haubenförmig überdeckt und steht mit A durch den 0m,50
hohen cylindrischen Raum D in Verbindung. Seitlich sind
drei mit Steinkohle zu betreibende Gasgeneratoren G
angebracht, welche die erzeugten Gase durch die Kanäle H in den darüber liegenden elliptischen ringförmigen Kanal H' und aus diesem durch 16 viereckige, in der Haube des
Schachtes B gleichförmig vertheilte Austrittsöffnungen
F in den Verbrennungsraum liefern. Vier vertical
über einander liegende und durch eine eiserne Leiter erreichbare Gucklöcher r gestatten, die Vorgänge im Innern des Ofens zu
beobachten.
Eine der wesentlichsten Aenderungen gegen den sonst üblichen betrieb besteht in der
Art des Aufgebens der Erze; letztere werden auf der Grube zunächst auf ein eisernes
Stangensieb von 30mm Durchgangsöffnung geworfen,
worauf diejenigen Stücke, welche das Sieb nicht passiren, gewaschen und von
dazwischen vorkommendem Bergmittel gereinigt werden. In die Gicht des Röstofens ist
ein cylindrisches Centralrohr B eingehängt, welches
sich nach unten conisch bis auf 1m,51 erweitert,
und ringförmig um dieses Rohr befindet sich ein ebenfalls conisches Stangensieb M von 80 bis 100mm
Durchgangsöffnung. Die bei dem Durchsieben auf der Grube entstandenen feinen Erze
werden in die Seitenkipper (Fig. 9 und
10) verladen und nach dem Auffahren auf die Ofengicht in das Centralrohr
L entladen. Die gröberen Erzpartien aber gelangen
in den Kastenwagen (Fig. 11 und
12) auf den Röstofen; dort wird der Kasten mittels der auf der Gicht
befestigten Winde O abgehoben, worauf der Inhalt von
dem conischen Boden des Wagens auf das Sieb M fällt und
sich dort in Stücke von unter und über 80 bis 100mm Dicke trennt. Auf diese Weise füllt sich der Schacht A mit drei concentrisch gelagerten Erzpartien
verschiedener Dicke,
feines in der Mitte, grobes an den Wänden und beides durch mittelfeines von einander
getrennt. Die Dimensionen der Aufgebevorrichtung müssen natürlich dem jedesmaligen
Verhältniſs in der Stückgröſse der Erze angemessen sein. Beim Austritt der Erze aus
dem verengten Ofentheil D in den Schacht B folgen dieselben mehr oder weniger ihrem natürlichen
Böschungswinkel von etwa 45°, und die gröberen Stücke werden vorzüglich nach auſsen
rollen, wodurch in dem unteren Schacht eine ähnliche Ablagerung entsteht wie in A, während der obere Theil der Haube F unausgefüllt bleibt und hinreichend Raum läſst zum
Einströmen der Generatorgase. Die zur Verbrennung erforderliche Luft tritt durch die
Oeffnung E zunächst in den unteren Schacht B, wo sie sich durch Begegnung mit dem niedergehenden
gerösteten Erz erhitzt und dadurch eine lebhaftere Verbrennung veranlaſst, während
das Erz in ziemlich abgekühltem Zustand den Ofen verläſst. Die Menge der
Verbrennungsluft wird durch die Stellung der Klappen bei E und diejenige der Generatorgase durch die Ventile K so geregelt, daſs die Ofengicht möglichst kalt
bleibt.
Der Grund, weshalb das feine Erz in die Mitte und das grobe an den Rand des Schachtes
gestürzt wird, liegt in dem verschiedenen Grade der Röstfähigkeit. Weil die Gase das
natürliche Bestreben haben, vorzüglich an den Wänden aufzusteigen, so wird auch hier
die höchste Temperatur entstehen, welche zum Durchrösten der groben Stücke
erforderlich ist. Ob aber der Kern von feinem Erz dem Eindringen der Gase nicht zu
viel Widerstand zu einer genügenden Röstung leistet, ist mindestens zweifelhaft und
bleibt der Erfolg abzuwarten. Wie in Fig. 8
ersichtlich, rollt das geröstete Erz, nachdem es mit Haken aus dem Ofen durch die
Oeffnung E herausgezogen worden, auf der schiefen Ebene
T (Fig. 8)
direct in daneben gestellte Eisenbahnwagen.
–r.
Holzbearbeitungsmaschinen von J. A. Fay und Comp. in
Cincinnati, Ohio (Fig. 1
bis 7 Taf.
27).
Nordamerika war auf dem Gebiete der Holzbearbeitungsmaschinen durch J. A. Fay und Comp. in ganz hervorragender Weise
vertreten. Die reiche Ausstellung dieser Firma im Ganzen und in allen Einzelnheiten
zu besprechen, würde, obwohl von allgemeinerem Interesse, hier doch zu weit führen
und beschränken wir uns wie bisher darauf, nur die neuesten, uns auf dieser
Ausstellung bekannt gewordenen Maschinen in Betracht zu ziehen, und zu diesen
zählen: die Kreistrennsägen, die Bandtrennsäge, die Horizontalbohrmaschinen und die
Thürschleifmaschine, welche auf Taf. 27 abgebildet sind.
Die Kreistrennsägen kommen in Amerika statt der Bretsägegatter zur Anwendung, um vom Kantholz
Breter abzutrennen, bezieh. das Kantholz zu zertheilen, und weisen eine bedeutend
gröſsere Leistungsfähigkeit auf als letztere, weil sie verhältniſsmäſsig gröſseren
Vorschub (24 bis 27m in der Minute beim
schnellsten Gange) gestatten. Sie sind überall dort mit Vortheil anzuwenden, wo
Breter von verschiedener Dicke in vielen Abstufungen gebraucht werden.
Fig.
1 zeigt die sogen, groſse Kreistrennsäge (Modell Nr. 4) mit der Ansicht
auf die Arbeits- und Vorderseite der Maschine; in Fig. 2 ist
eine kleinere Maschine dieser Art (Modell Nr. 2) dargestellt, jedoch mit der Ansicht
auf die Arbeits- und Rückseite derselben. Der Zusammenhalt beider Abbildungen zeigt
jede der beiden Maschinen vollständig, da sich beide nur in der Gröſse und im Detail
der Vorschubwalzen unterscheiden, welches letztere für jede einzelne Maschine aus
der zugehörigen Abbildung selbst hinreichend deutlich zu erkennen ist. Bei beiden
Maschinen ist das Bett entsprechend schwer in einem Stücke gegossen, auf welches die
selbstölenden Patentlager für die aus bestem Stahl gefertigte, stark dimensionirte
Sägespindel aufgeschraubt sind. Durch Anwendung einer groſsen Flansche auf der
Lagerseite ist es möglich, viel dünnere Sägeblätter als sonst gebräuchlich zu
benutzen. Die verwendeten Sägeblätter sind von Disston.
Der Durchmesser des Sägeblattes beträgt bei der groſsen Maschine normal 915mm und die Umdrehungszahl desselben in der Minute
1000, demnach die Umfangsgeschwindigkeit desselben 47m,9 in der Secunde. Bei 27m Vorschub in
der Minute ergibt sich das Verhältniſs des Vorschubes in der Secunde zur
Umfangsgeschwindigkeit des Sägeblattes, also zur Schnittgeschwindigkeit rund mit
1:100, woraus sich entnehmen läſst, daſs der Vorschub wicht übertrieben groſs ist,
wie es für den ersten Augenblick den Anschein haben könnte. Bei 915mm Blattdurchmesser lassen sich auf dieser
Maschine Kanthölzer bis zu 355mm Höhe in Breter
theilen; doch können in derselben auch Sägeblätter von 1000mm Durchmesser eingespannt werden, welche das
Theilen von Kanthölzern bis zu 400mm Höhe
gestatten. – Bei der kleineren Maschine beträgt der Durchmesser des Sägeblattes
610mm und die Umdrehungszahl desselben in der
Minute 1500, demnach die Umfangsgeschwindigkeit desselben ebenfalls 47m,9 in der Secunde. Der Vorschub erfolgt
selbstthätig durch vier Vorschubwalzen von ziemlich groſsem Durchmesser mit
verticalen Achsen, welche sämmtlich durch Zahnräder von der unteren Querwelle
angerieben werden, wie aus den Abbildungen deutlich ersichtlich ist. Diese Querwelle
aber wird durch Riemen und Riemenscheiben von der Sägespindel aus in Umdrehung
versetzt, wie insbesondere Fig. 2
zeigt. Die Vorschubwalzen sind paarweise auf besonderen Schlitten montirt, welche an
einem Quersupporte in Prismen geführt durch Schrauben verstellbar sind, mittels
welcher auch durch den an der Arbeitsseite vorhandenen Doppelwinkelhebel und kurze
Lenkstangen der durch das Gewicht am freien Hebelende ausgeübte Druck in entgegengesetzter
Richtung auf die beiden Walzenpaare übertragen wird. Soll Kantholz in der Mitte
getheilt werden, so wirkt dieses Gewicht auf beide Walzenpaare; sollen dagegen nur
dünne Breter abgetrennt werden, so wird das eine Walzenpaar festgestellt und die
Einwirkung des Gewichtshebels nur auf das zweite Walzenpaar belassen. Der den ganzen
Vorschubmechanismus tragende Quersupport kann auch beliebig schief eingestellt
werden, so daſs die gewöhnlich zur Sägeblattebene parallel liegenden Achsen der
Vorschubwalzen eine geneigte Lage dazu einnehmen; hierdurch ist es ermöglicht, vom
Arbeitsstücke auch Breter mit keilförmigem Querschnitte abzutrennen. Bei der groſsen
Maschine sind in der Nähe des Sägeblattes oben noch zwei Frictionsrollen angebracht,
um breite Breter während des Arbeitsganges zu führen und vor dem Abbiegen zu
schützen. Um dem Sägeblatte freien Schnitt zu sichern, befindet sich hinter
demselben ein sogen. Spalter angebracht. Um auch Sägeblätter von kleinerem
Durchmesser anwenden zu können, falls dies nothwendig erscheint, sind die Lager der
Sägespindel verstellbar derart, daſs sie den Vorschubwalzen entsprechend weit
genähert werden können. Bei der kleineren Maschine ist hinter dem Sägeblatt noch
eine horizontale Messerwelle zum Fugen angebracht, welche durch Abwerfen des Riemens
auſser Thätigkeit gesetzt werden kann. Auf besonderen Wunsch wird eine solche
Messerwelle auch bei der groſsen Maschine angebracht.
Die Antriebsriemenscheibe sitzt bei beiden Maschinen zwischen den Lagern der
Sägespindel und hat bei der groſsen 305 und bei der kleineren 254mm Durchmesser.
Die Bandtrennsäge dient denselben Zwecken wie die vorbeschriebenen Kreistrennsägen,
gestattet jedoch das Theilen von Kantholz bis zu 760mm Höhe und 455mm Dicke oder abwärts bis
zum dünnsten Stücke, welches noch eine Theilung gestattet. Die Dicke des Sägeblattes
einschlieſslich der nothwendigen Schränkung der Zähne übersteigt nicht 1mm,6 und wird somit der Kreissäge gegenüber weit
weniger Material durch den Schnitt verwüstet. Die Bandsägerollen haben 1525mm Durchmesser und gestatten das Auflegen von
Sägeblättern bis zu 100mm Breite. Die
Mittelentfernung derselben ist möglichst klein gehalten, um möglichst kurze
Sägeblätter zu erhalten und die Führung des Arbeitsstückes möglichst nahe an die
Bandsägerollen heranzubringen, dadurch die freie Länge des Sägeblattes nicht unnütz
groſs werden zu lassen und die Vibrationen desselben thunlichst hintanzuhalten. Die
Rollen machen 300 Umdrehungen in der Minute und beträgt somit die Geschwindigkeit
des Sägeblattes oder die Schnittgeschwindigkeit rund 24m in der Secunde. Der Vorschub erfolgt selbstthätig durch vier verticale
Walzen, welche sämmtlich durch Zahnräder von der an der Arbeitsseite der Maschine
unten angebrachten Frictionsscheibe angetrieben werden; letztere wird durch eine
radial verschiebbare Frictionsrolle mit wechselnder Umdrehungszahl und diese endlich durch
Schnur und Schnurrollen von der Antriebswelle, weiche zugleich die Achse der unteren
Bandsägerolle ist, in Umdrehung versetzt. Zur Aenderung der Umdrehungszahl der
Frictionsrolle sind auf der Achse derselben zwei Schnurrollen von verschiedenem
Durchmesser vorhanden. Fig. 3 und
4, welche diese Bandsäge in zwei perspectivischen Ansichten mit der
Arbeitsseite, Vorder- und Rückseite zeigen, lassen dies deutlich ersehen. Die
Verstellung der Vorschubwalzen erfolgt durch Handrad und Schraube; letztere ist im
Ende eines kurzen Hebels gelagert, welcher, mit dem in Fig. 3
sichtbaren, nach abwärts gekröpften und durch ein Gewicht betasteten Hebel auf
gemeinschaftlicher Achse festgestellt, das Andrücken der Vorschubwalzen an das
Arbeitsstück vermittelt. Die Gröſse des Vorschubes beträgt 1,52 bis 7m,6 in der Minute. Bei 7m,6 Vorschub und 24m Blattgeschwindigkeit ergibt sich das Verhältniſs des Vorschubes in der
Secunde zur Schnittgeschwindigkeit rund mit 1:190, also ziemlich groſs, wie es
erfahrungsgemäſs nur bei guter Rückenführung des Sägeblattes möglich ist. Bei 1m,52 Vorschub in der Minute ergibt sich dieses
Verhältniſs rund mit 1: 950, was wohl für die schwierigsten Schnitte genügt.
Das Sägeblatt ist über und unter dem Arbeitsstücke derart geführt, daſs es weder nach
rückwärts, noch seitlich ausweichen kann; es läuft mit seinem Rücken gegen
Frictionsrollen an und wird am seitlichen Ausweichen durch nachstellbare Holzbacken
verhindert. Die beiden Führungen sind an einem Ständer angebracht, und zwar die
obere der Höhe des Arbeitsstückes entsprechend durch einen Handhebel verstellbar. Um
das Abnehmen des Sägeblattes zu gestatten, können auch beide Führungen entfernt
werden. Die Spannung des Sägeblattes erfolgt durch ein Gewicht und passende
Hebelübersetzung. Das Gewicht liegt dicht über dem Fuſsboden, wodurch die bei hoch
oben liegendem Gerichte unvermeidlichen Vibrationen beseitigt sind. Zur
gleichmäſsigen Uebertragung des Spannungsdruckes auf beide Rollenachsen sind auf
diese auſserhalb der Rollen Lager aufgebracht, welche durch eine in Gelenken
eingehängte, mit Vorrichtung zum Verlängern und Verkürzen versehene Säule verbunden
sind.
Die Bandsägerollen bestehen aus einem guſseisernen Armkreuze und hölzernen Kranze;
letzterer ist auſsen mit einem Kautschuk- oder Lederbande überzogen, auf welchem das
Sägeblatt aufliegt. Zur Reinhaltung der Rollenkränze sind in den Abbildungen
ersichtliche kleine Fürsten vorhanden.
Die in Fig. 5 und 6
dargestellten, speciell für den Wagenbau und Brückenbau zum Bohren schwerer Hölzer
bestimmten Horizontalbohrmaschinen vereinigen mit groſser Einfachheit der
Construction leichte Einstellung des Bohrers für bestimmte Höhen, bezieh. auch für
bestimmte Richtungen der Bohrlöcher, und raschen Vorschub des Bohrers. Das Arbeitsstück ruht auf
den Tragrollen des mit dem Gestelle der Maschine verbundenen, an den Enden durch
Säulen gestützten Tisches und kann somit gleichfalls leicht verschoben werden, um
eine andere Stelle desselben dem Bohrer gegenüber zu stellen. Die Bohrspindel ist
bei beiden Maschinen in einer Hülse verschiebbar und mit dieser durch Feder und Nuth
für die Uebertragung der Drehbewegung verbunden. Die Hülse ist in einem vertical am
Ständer verstellbaren Quersupporte gelagert und trägt zwischen den Lagern die
Antriebsriemenscheibe. Die verticale Verstellung des Quersupportes erfolgt durch ein
Handrad und zwei Kegelräder, wovon das eine das Muttergewinde für die mit dem
Quersupporte fest verbundene Schraubenspindel enthält und im oberen
Ständerquerstücke drehbar gelagert ist. Der Vorschub des Bohrers erfolgt von Hand
durch eine mit Handgriff versehene, in cylindrischen Bohrungen gerade geführte
Zugstange, welche die Bohrspindel am rückwärtigen Ende mittels eines Querstückes
anfaſst. Bei der zweiten Maschine (Fig. 6) ist
der Ständer, an welchem der Quersupport verstellt wird, nicht mit dem Untergestelle
der Maschine fest verbunden, sondern um eine verticale Achse drehbar auf einem
Schlitten befestigt, welcher, am Untergestelle in Prismen geführt, senkrecht zur
Tischrichtung durch Handrad und Schraubenspindel verschoben werden kann. Sie wird
deshalb Radial-Horizontalbohrmaschine (radial horizontal car
boring machine) genannt und soll hauptsächlich die Schwierigkeiten des
Bohrens solcher schiefer Löcher beseitigen, wie sie das in Fig. 6 am
Fuſse der Maschine abgebildete Arbeitsstück zeigt. Die horizontale Verschiebung des
Schlittens mit dem Ständer ist nothwendig, um beim Bohren schiefer Löcher bei
eingeschobener Bohrspindel mit dem Bohrer möglichst nahe an das Arbeitsstück heran
zu können.
Die horizontale Verschiebung der Bohrspindel beträgt bei der Maschine mit
feststehendem Ständer (Fig. 5)
440mm und bei jener mit drehbarem Ständer
(Fig. 6) 610mm.
Die Thür-Schleifmaschine, welche in Fig. 7
veranschaulicht ist, dient zum Abschleifen oder Abputzen der bereits fertig
zusammengefügten Thüren mittels auf eine rotirende Scheibe aufgezogenen Sandpapieres
und stimmt im Principe mit H. B, Smith's Sandpapier
maschine (* 1878 229 321) überein, unterscheidet sich
jedoch von dieser durch die freie Aufstellung; letztere erinnert an die ebenfalls
schon beschriebene, in Paris ausgestellt gewesene Schleif- und Hobelmaschine von Wilh. Gibson und Comp. in Gothenburg (* 1878 229 210), weicht jedoch eben durch die Weglassung des
zweiten Ständers mit der gleichartig gebauten Hobelmaschine wieder von dieser ab.
Der Ausführung nach unterscheidet sie sich von letzterer wesentlich dadurch, daſs
hier mit Ausnahme der Tischplatte sämmtliche Theile aus Eisen und Stahl hergestellt
sind, während das ganze Gestelle der Gibson'schen
Maschine aus Holz gefertigt war. Im Allgemeinen möchten noch die glatten gerundeten Formen aller Theile
und des Hohlguſsständers dieser Maschine hervorgehoben werden; die
Constructionsdetails derselben sind aus der Abbildung leicht zu entnehmen. Bezüglich
der Handhabung dieser Maschine und ihrer Arbeitsweise ist wohl der oben angeführten
Mittheilung nichts mehr hinzuzufügen.
Es mag schlieſslich noch angeführt werden, daſs J. A. Fay und
Comp. in Deutschland durch M. Wilczynski in
Hamburg vertreten sind.
Western's vierseitige Simshobelmaschine (Fig. 8
und 9 Taf.
27).
Diese in Fig. 8 und
9 Taf. 27 in Ansicht und Draufsicht dargestellte, von Western und Comp. in London patentirte Maschine
unterscheidet sich von älteren derselben Art durch den Antrieb der vorschubwalzen
und durch die Stellung der beiden verticalen Messer-Hellen. Sie besitzt zwei
horizotale Messerwellen, wovon die untere im Maschinenmittel im Gestelle fest
gelagert und die obere mit dem ihre Lager tragenden Quersupport auf einem Ständer
mit geneigter Prismenführung vertical verstellbar ist, wie auch sonst bei groſsen
vierseitigen Holzhobelmaschinen gebräuchlich. Die beiden verticalen Messerwellen
befinden sich aber nicht zwischen ersteren, sondern am Ende des Maschinengestelles
und ragen aus der dort vorhandenen Aussparung des Tisches über die Tischfläche
empor. Durch die Verstellbarkeit der letzteren im Winkel können ohne Schwierigkeit
untergliedrige und einfache Leisten von der Seite gehobelt werden. Von den
vorhandenen vier Vorschubwalzen sind die oberen zwei über dem Tische freitragend auf
den zugehörigen Achsen montirt, wodurch es ermöglicht ist, nöthigenfalls die
cylindrischen durch conische Walzen zu ersetzen. Im Antriebmechanismus der
Vorschubwalzen befindet sich zur Bewegungsübertragung mit wechselnder Umdrehungszahl
eine Frictionsscheibe und eine auf ihrer Achse durch Schraubenspindel verschiebbare,
durch Hebelbelastung an erstere angedrückte Frictionsrolle. Die Verschiebung der
letzteren kann mittels eines Handrades vom Arbeiterstande während des Ganges der
Maschine bewerkstelligt werden, er Vorschub ist daher innerhalb der durch die
Dimensionen der Frictionsscheibe und Frictionsrolle bestimmten Grenzen absolut
veränderlich und beträgt 1,5 bis 15m in der
Minute.
Maschinen dieser Art werden von Western und Comp. in
fünf Gröſsen gebaut und zwar für 75, 130, 180, 230 und 305mm Holzbreite; die Vorgelegewelle macht bei der
ersten 800, bei der zweiten 700 und bei den übrigen drei 600 Umdrehungen in der
Minute; die erforderliche Betriebskraft soll der Reihe nach 2, 3, 3, 4 und 5e betragen.
J. P.
(Fortsetzung folgt.)