| Titel: | Mittheilungen von der Weltausstellung in Paris 1878. |
| Fundstelle: | Band 232, Jahrgang 1879, S. 489 |
| Download: | XML |
Mittheilungen von der Weltausstellung in Paris
1878.
(Fortsetzung von S. 404 dieses
Bandes.)
Mittheilungen von der Weltausstellung in Paris 1878.
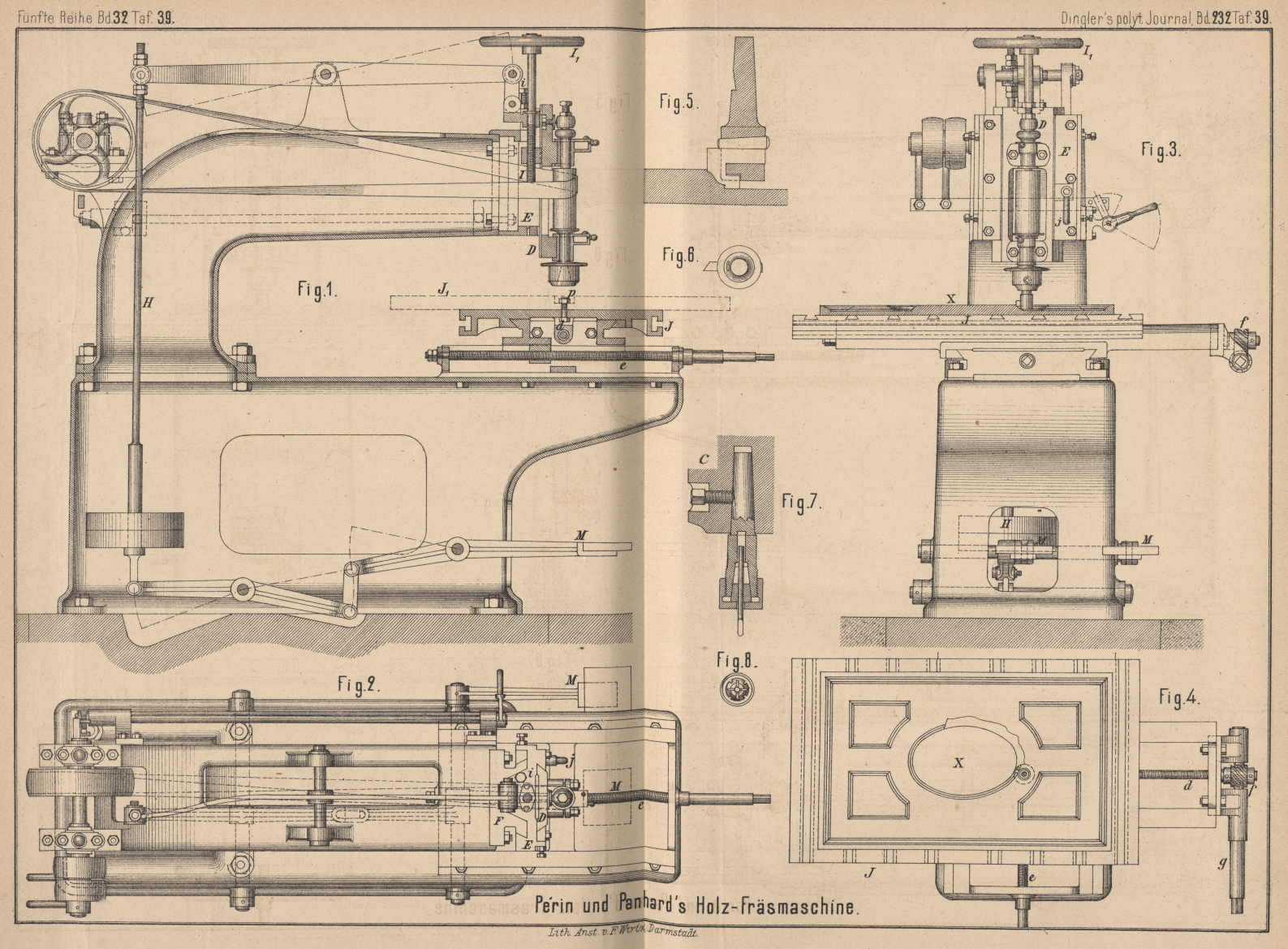
Fräsmaschine von Périn, Panhard und Comp. in Paris (Tafel 39).
Diese für Tischler besonders wichtige Maschine ist dazu bestimmt, Vertiefungen mit
Gesimsrändern in Holztafeln einzufräsen. Auf Taf. 39 zeigen Fig. 1 bis
3 Durchschnitt, Draufsicht und Ansicht von der Arbeitsseite; Fig.
4 gibt die Draufsicht auf das Arbeitsstück mit dem eben in Thätigkeit
gedachten Fräsmesser, jedoch ohne Frässpindel. Fig. 5 bis
8 endlich veranschaulichen die Art der Befestigung des Messers im
Fräskopf und jene des letzteren in der Frässpindel.
Der Ständer der Maschine besteht aus zwei durch Schrauben verbundenen
Hohlguſsstücken, wovon das untere den Supporttisch zum Aufspannen des Arbeitsstückes
und das obere an der Stirnseite den Frässupport und überdies den Antrieb trägt. Wie
in Fig. 1 zu ersehen, ist der Frässupport mittels Laschen an einen
Doppelhebel gehängt, welcher am entgegengesetzten Ende an der Stange H ein Gegengewicht trägt und durch einen Tritthebel und
eingeschalteten Zwischenhebel an dieser Seite abwärts gezogen werden kann. Wird der
Tritthebel frei gelassen, so geht der Frässupport durch sein Uebergewicht auf das
Arbeitsstück nieder. Durch Abwärtsdrücken des Tritthebels an einer der beiden
Trittflächen M, wovon je nach dem Standplatze des
Arbeiters die mittlere oder die seitliche benutzt werden kann, wird der Frässupport
emporgehoben und dadurch die Fräse vom Arbeitsstücke entfernt; letzteres ist
erforderlich, um die Fräse über erhabene Stellen hinweg zu führen. In den
Abbildungen ist der Frässupport auf das Arbeitsstück niedergelassen dargestellt und
sind die Hebelstellungen bei niedergehaltenem Tritthebel durch gestrichelte Linien
angedeutet.
Der Frässupport besteht aus zwei durch die Schraubenspindel I und das Handrad I1 gegen einander verstellbaren, in einander in Prismen geführten Theilen
D und E. wovon
ersterer die Spindellager trägt. Zum Feststellen dieser beiden Theile in einer
bestimmten Stellung dient die mit Handgriff j versehene
Druckschraube. Als Anschlag für die Begrenzung des Niederganges des Frässupportes
ist eine Stellschraube i
(Fig. 1)
vorhanden, welche sich gegen den festen Theil F anlegt
und ihr Muttergewinde im Supporttheil E findet.
Der Support zum Aufspannen des Arbeitsstückes hat Kreuzbewegung in zwei zu einander
senkrechten Richtungen durch die Schraubenspindeln d
und e, wovon erstere durch die Schraubenräder f und die Achse g und
letztere direct von der Arbeitsseite der Maschine mittels aufgesteckter Handkurbel
in Umdrehung versetzt werden kann. Der Arbeiter benutzt entweder beide Bewegungen
gleichzeitig, oder nach Erforderniſs die eine oder die andere allein. Ersteres ist
erforderlich, wenn das Arbeitsstück nach vorgezeichneten bestimmten Linien der Fräse
entlang geführt werden soll und die Führungsrichtung von beiden Prismenrichtungen
abweicht. Bei getrennter Benutzung der beiden Bewegungen entstehen zu einander
senkrecht laufende Ruthen im Arbeitsstücke. Das Arbeitsstück X wird entweder direct auf dem mit Aufspannschlitzen versehenen Tisch J befestigt (Fig. 3),
oder aber auf einer Platte J1 (in Fig. 1
punktirt), welche auf J mittels des Bolzens p drehbar angebracht ist. Diese drehbare Zwischenplatte
erleichtert das genaue Ausfräsen von Vertiefungen, welche durch Kreisbögen begrenzt
sind.
Die Form der Fräsen ist aus den Fig. 5 bis
8 ersichtlich. In Fig. 5 und
6 ist ein einseitig schneidendes Fräsmesser mittels Keil im Fräskopfe
befestigt, in Fig. 7 und
8 eine Fräse mit cylindrischem Auslauf durch ein Klemmfutter im Fräskopfe
eingespannt dargestellt.
Die Ausladung der Frässpindel beträgt 990mm und
gestattet demnach das Einspannen und Bearbeiten von Stücken bis zu 990mm Breite zum Fräsen an der äuſseren Begrenzung.
Die Frässpindel hat 30mm Durchmesser und macht
3500 Umdrehungen in der Minute. Der Durchmesser der Riemenrolle auf der Frässpindel
beträgt 65mm, jener der zugehörigen Riemenscheibe
auf der horizontalen Antriebswelle 300mm; letztere
hat 70mm Kranzbreite. Die beiden Antriebsscheiben
(fest und lose) haben je 150mm Durchmesser und
55mm Breite.
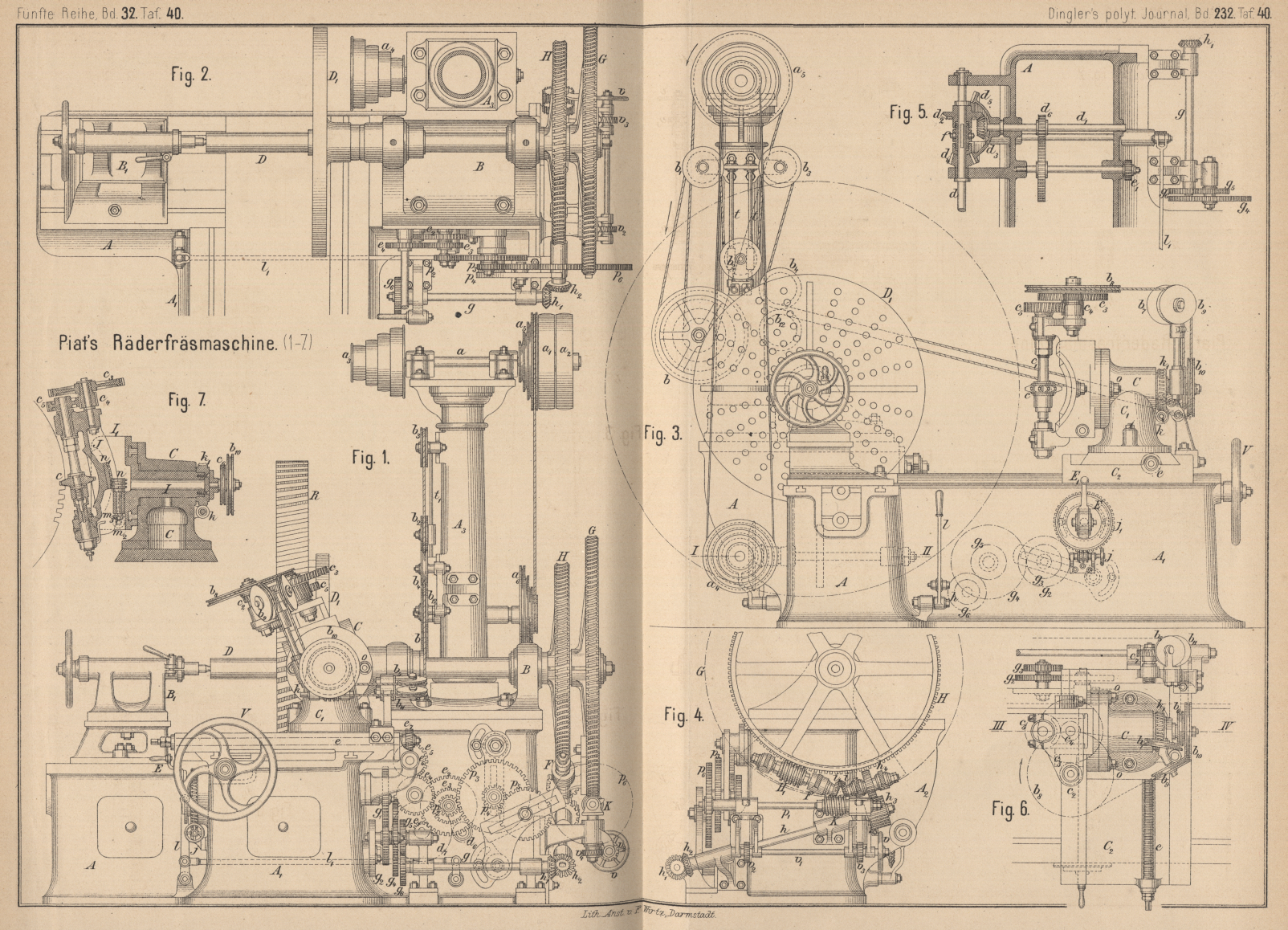
Räderfräsmaschine von A. Piat in Paris (Tafel 40).
Die von A. Piat in Paris ausgestellte Räderfräsmaschine
hat wohl für den allgemeinen Maschinenbau nicht den groſsen Werth wie für den
Aussteller selbst, welcher sie für seine eigene Fabrik gebaut hat, um auf derselben
die Modelle für die von ihm typisch eingeführten Zahnräder mit Sparrenzähnen (roues à chevrons), nämlich mit nach Schraubengängen
sehr groſser, vom Radkranzmittel nach rechts und nach links gehender Steigung
gebildeten Zähnen, sowie überhaupt Schraubenräder fräsen zu können. Sie ist jedoch,
weil auch zum Fräsen von Stirnrädern geeignet, eine universelle Maschine und
verdient deshalb wohl eine eingehende Darstellung. Dem Anscheine nach durch die
vielen Zwischenglieder für die Bewegungsübertragung complicirt, ist dieselbe im Principe sehr
einfach und gehört in die Klasse derjenigen Räderfräsmaschinen, welche die
Eintheilung der Radzähne durch Handkurbel, Wechselräder, Schnecke und Schneckenrad
bewirken. Als neue Details zeigt dieselbe zwei gekuppelte Schneckenräder auf der
Spindel, wovon das eine die Eintheilung der Zähne, das andere die Drehung der
Spindel und somit des Arbeitsstückes so bewirkt, daſs die Fräse beim Hingange die
Lücke nach einem Schraubengange bestimmter Steigung erzeugt und beim Hergange
denselben Weg wieder rasch durch die bereits gebildete Lücke in entgegengesetzter
Richtung frei zurücklegt; ferner die eigenthümliche Construction des Frässupportes,
welcher die Einstellung der Frässpindel unter verschiedenen Neigungen gestattet, und
endlich die Stützung der nach vorn über die Planscheibe hinaus verlängerten Spindel
im Reitstockkörner zur Vermeidung der einseitigen Belastung des Spindelstockes.
Auf. Taf. 40 zeigt nach Armengaud's Publication industrielle, 1879 Bd. 25 S. 233 Fig.
1 die Ansicht der Maschine parallel zur Spindel, bezieh. zur Achse des zu
schneidenden Rades; Fig. 2 eine
Draufsicht auf den vorderen Theil der Maschine mit dem Durchschnitt der den Antrieb
tragenden Säule; Fig. 3 die
Ansicht vom Standplatze des Arbeiters; Fig. 4 die
rückwärtige Ansicht des Spindelstockes und seines Untersatzes, wobei das erste
gröſsere Schneckenrad hinweg gedacht ist, um die dahinter liegenden Theile ersehen
zu lassen; Fig. 5 einen
Horizontalschnitt nach der Linie I-II (Fig. 3) mit
der Umsteuervorrichtung für die Bewegung des Frässupportes und des gröſseren
Schneckenrades, welches die Vorwärts- und Rückwärtsdrehung der Spindel dem
Schraubengange der zu fräsenden Lücke entsprechend bewirkt; Fig. 6 die
Draufsicht auf den Frässupport und die angrenzenden Theile; Fig. 7
endlich den Durchschnitt des Frässupportes nach der Linie III-IV (Fig. 6).
Die Maschine besitzt ein kräftiges, hohl gegossenes Bett AA1 mit seitlich angegossenem Tragstück
A2, auf dem die
Säule A3 aufgeschraubt
ist, welche oben die Lager für die horizontale Antriebswelle a trägt; auf letzterer befindet sich neben Fest- und Losscheibe a1, a2 eine Schnurscheibe
a5 mit vier
verschiedenen Durchmessern, welche mit jener a6 übereinstimmt, und am anderen Ende eine
Stufenscheibe a3 mit
gleichfalls vier verschiedenen Durchmessern, welche der Scheibe a4 entspricht.
Auf der Achse der Schnurscheibe a6 sitzt an der Vorderseite der Säule die
Schnurscheibe b, welche durch eine über die Leitrollen
b1 bis b7 auf die Treibscheibe
b8 und von dieser
über die Leitrollen b9
bis b12 zurück
geführte, in der Pfeilrichtung laufende Schnur den Antrieb
der Frässpindel c1 bewerkstelligt, da
letztere durch die Zahnräder c2 bis c5 von der Treibscheibe b8 in Umdrehung versetzt wird. Die
Spannung dieser Schnur bewirkt die Leitrolle b2, welche, mit Drehzapfen und Lagerstück auf den Säulchen
t, t1 vertical
geführt, von der Schnur getragen und gehoben wird, sobald der Frässupport C aus seiner Endstellung am Schlitten C2 (Fig. 6)
vorrückt, was nach jedem Schnittgange erfolgt, oder sobald der Frässupport sammt dem
Schlitten durch Drehen am Handrade V auf dem
Ständertheile A1
vorgeschoben wird, um die Fräse c an ein zu
bearbeitendes Rad von kleinerem Durchmesser heranzubringen.
Die Stufenscheibe a4 ist
auf der Welle d (Fig. 5)
aufgekeilt, mit welcher der Kupplungsmuff f der
Umsteuervorrichtung durch Feder und Nuth in Verbindung steht. Je nachdem nun mittels
der Kupplungshülse f die Bewegungsübertragung von der
Welle d durch die Kegelräder d4 und d5 oder d2 und d3 erfolgt, wird die Welle d1 langsam nach der einen oder rasch nach
der entgegengesetzten Seite rotiren, und es wird weiters durch die dazwischen
liegenden, unter einander in Eingriff stehenden Zahnräder d6, d7, e1 bis e7 und deren Achsen die Schraubenspindel e im Supportschlitten C2 langsam nach der einen und rasch nach der
entgegengesetzten Richtung umgedreht und dadurch die selbstthätige geradlinig hin- und hergehende Beivegung des Frässupportes C
auf dem Schlitten C2
bewirkt. Diese Bewegung ist langsam beim Schnittgang der Fräse und rasch beim leeren
Rückgang derselben.
Um nun Zahnlücken nach Schraubengängen in den Zahnkranz des zu schneidenden Rades R einfräsen zu können, muſs mit der Bewegung des
Frässupportes C am Schlitten C2 gleichzeitig eine entsprechend groſse Drehung des Rades R um seine Achse
stattfinden und diese wird ebenfalls von der Welle d1 abgeleitet, indem durch die Räder d6, d7, e1, e2, p2 bis p6 die Schnecke K und das mit ihr in Eingriff stehende Schneckenrad G angetrieben wird. Das Schneckenrad G erhält dadurch in gleichem Maſse wie der Frässupport
eine langsame Drehbewegung in dem einen und eine rasche Drehbewegung in dem
entgegengesetzten Sinne, welche durch entsprechend eingesetzte Wechselräder p2, p3, p4 und p6, für deren
verschiedene Durchmesser verstellbare, mit Schlitzen für die Wechselbolzen versehene
Scheren vorhanden sind, der erforderlichen Steigung des zu schneidenden
Schraubenganges angepaſst werden können. Das Schneckenrad G sitzt jedoch lose auf der im Spindelstock B
gelagerten Spindel D und bewirkt die Uebertraguug der
Bewegung auf letztere und somit auf das zu schneidende Rad durch die an den
Zahnkranz desselben geschraubten Lager F der Schnecke
H1, welche mit dem
auf der Spindel D festgekeilten Schneckenrade H in Eingriff steht und als Mitnehmer wirkend dieses
zwingt, die Bewegung des Schneckenrades G mitzumachen.
Die Verschiebung der Hülse f zur Ein- und Ausrückung
der Umkehrvorrichtung für diese Steuerungsbewegungen wird durch die Zugstange l1 mittels des
Handhebels l bewerkstelligt.
Ist nun eine Lücke durchgefräst und die Fräse durch Verstellung des Handhebels l wieder in die Anfangsstellung zurückgeführt, so muſs
das zu fräsende Zahnrad R bei abgestellter
Steuerungsbewegung um eine Theilung weiter gedreht werden, und dies
geschieht in der gewöhnlich gebräuchlichen Weise durch Stellkurbel E1 und deren Achse,
welche durch die Räder g1 bis g6, die
Welle g und die Kegelräder h1, h2 die Welle h und
endlich durch die Stirnräder h3, h4 und Kegelräder i,
i1 die Schnecke H1 in Umdrehung versetzt, die in das auf
der Spindel D festgekeilte Schneckenrad H eingreift. Da das Schneckenrad G während dieser Drehung der Schnecke H1 still steht, so
bleibt auch das Lager F unbewegt und es ist für diesen
Augenblick gerade so, als würde sich das Lager F der
Schneckenwelle am feststehenden Untersatze des Spindelstockes selbst befinden. Das
Stirnrad h3 hat
entsprechend lange Zähne, damit das Rad h4 bei der oscillirenden Bewegung des Schneckenrades
G während der selbstthätigen Steuerung nicht auſser
Eingriff kommt. Die Räder g1 bis g4 sind
Wechselräder und können für die verschiedenen Theilungen durch andere ersetzt
werden, zu welchem Zwecke auch hier eine Schere mit Schlitz für den Wechselbolzen
vorhanden ist, wie in Fig. 3
punktirt angedeutet. Der Einschnitt für die Stellkurbel E1 befindet sich in der Scheibe E, welche am Umfange als Schneckenrad j1 ausgebildet mit der
Schnecke j in Eingriff steht. Diese Vorrichtung bietet
bei einmal aufgespanntem Rade R und eingestellten
Wechselrädern die Möglichkeit für die Eintheilung, eine kleine Verdrehung des Rades
R gegen die Fräse vornehmen zu können, ohne das Rad
oder die Fräse umspannen zu müssen. Diese Nothwendigkeit tritt z.B. ein, wenn es
sich darum handelt, den Angriffspunkt der Fräse zu Beginn der Arbeit etwas weiter zu
rücken, weil sich an einer Stelle des Radkranzes eine Guſsblase zeigt, welche
natürlich in die Zahnlücke fallen muſs, oder wenn es erforderlich erscheint, die
Fräse noch einmal durch die Lücken streichen zu lassen, um dieselben etwas weiter zu
fräsen. In solchen Fällen hat man zur Erreichung des genannten Zieles nur nöthig, am
Handrad der Schnecke j ein wenig zu drehen, um so den
Umfangspunkt des Stellhebels E1 entsprechend weit zu verschieben.
Der Frässupport gestattet die Verstellung der Frässpindel um zwei zu einander
senkrechte horizontale Achsen. Sollen nämlich Schneckenradzähne oder Zähne gefräſst
werden, welche nach Schraubengängen gebildet sind, so muſs die Frässpindel
entsprechend geneigt sein, wie 111 Fig. 1
dargestellt ist. Diese Neigung wird erzielt durch Drehung der Schnecke k (Fig. 3 und
7), welche in das am Drehzapfen I des
Supporttheiles I1
befestigte Schneckenrad fr, eingreift. Zur Feststellung dieses Supporttheiles, nach
richtiger Einstellung der Spindelneigung, sind zwei Schlitzschrauben o (Fig. 6)
vorhanden. Ist es nothwendig, die Spindel oben überhängend einzustellen, wie in Fig.
7 gezeichnet, so wird dies durch Drehen der kurzen Welle m2 erreicht, welche
durch die Kegelräder m3 die in das
Radsegment n1
eingreifende Schnecke n bewegt; n1 ist am Supporttheü J befestigt, welches die Lager für die Frässpindel
enthält und in einer Kreisbahn am Supporttheil I1 geführt ist.
Es erübrigt nunmehr nur noch die Besprechung eines Constructionsdetails. Da das
Schneckenrad G immer nur kleine oscillirende Bewegungen
ausführt, so wäre es nicht nothwendig gewesen, dasselbe am ganzen Umfange mit Zähnen
zu versehen, sondern es würde vollkommen genügt haben, nur einen kleinen Theil des
Umfanges gezahnt herzustellen. Um jedoch der durch die ununterbrochene Einwirkung
der Schnecke auf dieselben Schneckenradzähne nothwendig entstehenden Abnutzung zu
begegnen, wurde das Schneckenrad am ganzen Umfang verzahnt, damit durch zeitweiligen
Eingriffswechsel andere Zähne in Gebrauch gezogen werden. Um diesen Eingriffswechsel
bewerkstelligen zu können, ist es aber nothwendig, die Schnecke K und das Schneckenrad G
auſser Eingriff zu bringen, damit dann das Schneckenrad auf der Spindel D lose um einige Zähne frei weiter gedreht werden kann.
Zu diesem Zwecke sind nun die Lager der Schneckenwelle p1 durch Schraubenspindeln, Schraubenräder
v2, v3, v4 und Handrad v vertical verstellbar. Diese Construction ist in den
Fig. 1 und 4 deutlich
zu ersehen. – Ein anderes, obwohl nicht so wichtiges Detail zeigt der Reitstock B1 dadurch, daſs er auf
einen Untersatz gestellt ist, welcher die Verbindung mit dem Maschinenbett
herstellt.
Bezüglich der Hauptdimensionen der Maschine wäre folgendes
anzuführen. Die Planscheibe hat 1100mm
Durchmesser; das Schneckenrad G hat 1250mm und die Zähnezahl 300, jenes H 1000mm Durchmesser
und die Zähnezahl 240. Das Bett hat an der Vorderseite der Planscheibe einen
einseitigen Ausschnitt zwischen dem Spindelstock B und
dem Reitstock B1,
welcher gegen das Ende der Schlittenbahn A1 (Fig. 1)
durch eine Wand geschlossen ist und das Einspannen von Rädern bis zu 2m Durchmesser gestattet. Die Spitzenhöhe des
Reitstockes über dem Fuſsboden beträgt 1120mm und
das Mittel der Antriebswelle a liegt 2560mm über dem Fuſsboden. Die feste und lose
Riemenscheibe haben je 440mm Durchmesser und 80mm Breite. Die Antriebswelle soll 120 und die
Frässpindel 20 bis 30 Umdrehungen in der Minute machen. Die Geschwindigkeit des
Schnittganges der Fräse zum leeren Rückgange verhält sich wie 1:5,4. Das
Gesammtgewicht dieser Maschine beträgt 7000k.
J. P.
Neuerungen an Textilmaschinen (Tafel 41).Wir empfehlen hierbei der Beachtung den kürzlich erschienenen umfassenden
Bericht von Dr. Hermann Grothe: Spinnerei, Weberei
und Appretur auf den Ausstellungen seit 1867. 303 S. in gr. 8. Mit
Abbildungen im Text und auf 15 Tafeln. (Berlin 1879. Burmester und Stempell.)Die Red.
Indem wir auf die bereits gebrachten Berichte über Neuheiten, welche in Paris
vertreten waren, verweisenVgl. Prof. Kick's Mittheilungen * 1878 229 3. 105. 204. 214. Dauphinot * 1878 229 140. Nos d'Argence * 1878 229 252. Howard * 1878 230 198. Ziffer *
1878 230 391. 1879 231
415. Müllendorf * 1878 230 446. Tulpin * 1879 231 397. Vimont und
Ryo * 1879 231
493., bringen wir in Nachstehendem weitere Mittheilungen über
einige bemerkenswerthe Neuerungen an Textilmaschinen.
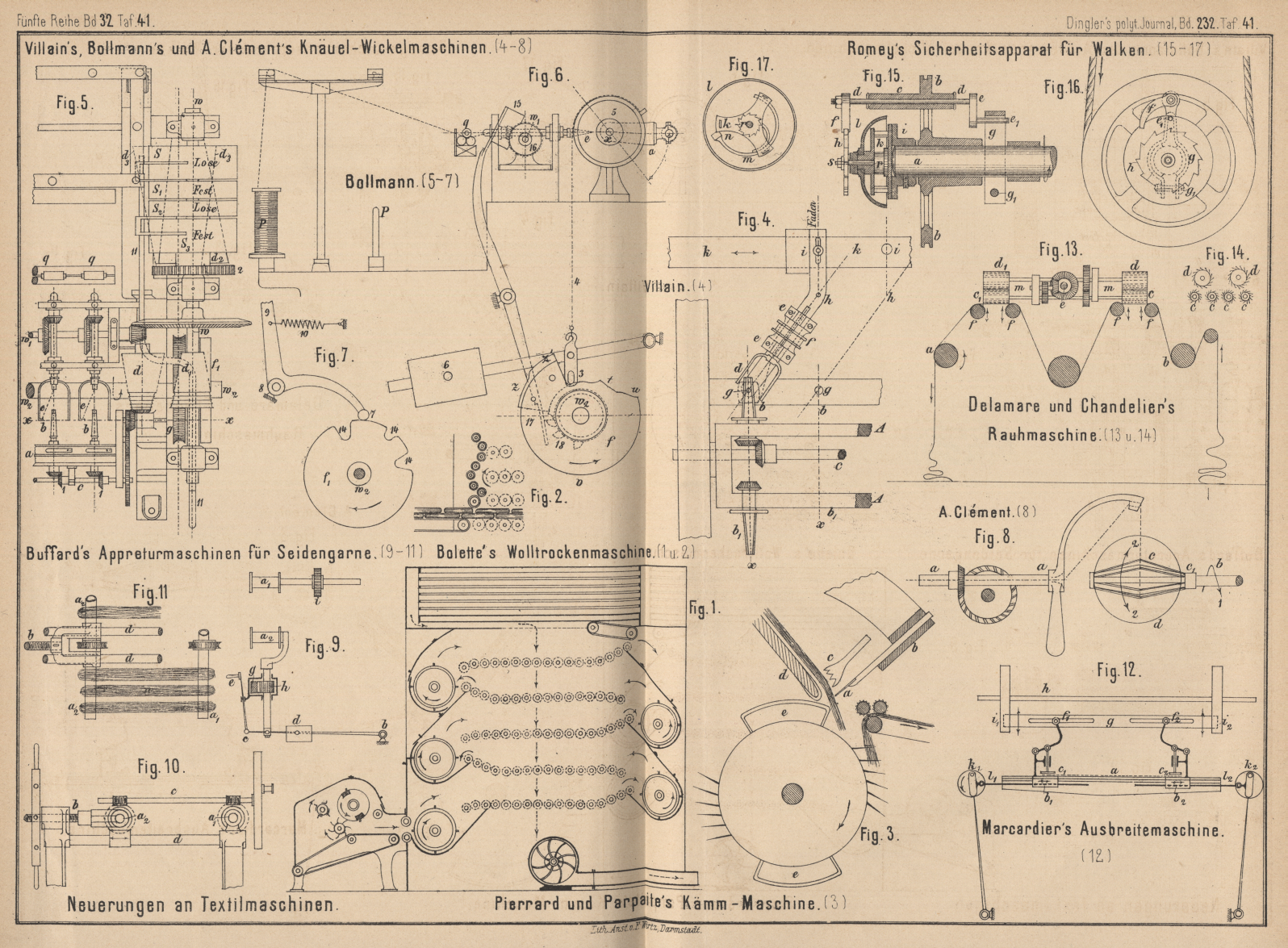
Bolette's Wolltrockenmaschine (Fig. 1 und
2). Im Wesentlichen gleicht die Anordnung derselben der Norton'schen Trockenmaschine (* 1861 160 428); statt der endlosen Tücher sind hier Horden aus
neben einander liegenden rotirenden Walzen aus Siebblech oder Metallgewebe
angewendet.
Bei kurzer Wolle, Kämmlingen u. dgl. erfolgt die Beförderung des Materials von einer
Reihe auf die nächst höhere Horde mittels einer Stiftentrommel, durch deren
Umdrehung die Wolle aufgelockert, gewendet und in die Höhe geworfen wird. Durch
einen am Boden angebrachten Sauger wird Luft, welche mittels eines im oberen Theile
der Maschine angebrachten Röhrenapparates erwärmt wird, im Sinne der punktirten
Pfeile durch die Wolle hindurchgezogen, aus welchem Grunde gelochte Röhren angewendet sind. Um einen genügenden Luftabschluſs an den
Seiten zu erzielen, wo die Wolle von einer Horde zur nächsten aufsteigt, werden die
beiden Rohrreihen, wie aus Fig. 1
ersichtlich, enger gestellt, so daſs sich hier die Wolle etwas staut und weniger
Luft durchläſst.
Zum Trocknen von Kammwollen, Garnsträhnen u. dgl. erfordert die Maschine gewisse
Aenderungen. Für das Heben des Materials dienen statt der Stiftentrommeln kleine, im
Halbkreis an der Wendestelle angeordnete Rollen (Fig. 2),
welche so eng an die betreffende Siebwalze gerückt sind, daſs das zu trocknende
Material ohne Näherstellen der Walzenreihen genüglich die Luft abschlieſst.
Kämm-Maschine, System Heilmann, von Pierrard, Parpaite und
Söhne in Reims (Fig. 3).
Diese Maschine enthält eine sehr beachtenswerthe Neuerung. Der Vorstechkamm ist
festgestellt–, der aus der Zange heraushängende Faserbart wird durch den mit groſser
Geschwindigkeit ankommenden Ledersector aufgehoben und in die Nacteurzähne
hineingeschlagen, a ist der Vorstechkamm, welcher
behufs Einstellung und leichter Auswechselung in einem Backen b befestigt ist. c und d bilden die beiden Zangenbacken. e, e sind die Ledersectoren der Kämmwalze, f die Abzugswalzen für den Kämmling.
Das Triebwerk der Maschine ist durch Feststellen des Vorstechkammes wesentlich
vereinfacht und die Justirung erleichtert worden – Vortheile, welche bei diesen
Maschinen hoch angeschlagen werden müssen.
Knäuel-Wickelmaschinen von R. Villain in Lille, von L.
Bollmann in Wien und von A. Clément in Paris (Fig. 4 bis
8). Diese drei Maschinen vertreten beide Systeme der
Knäuelwickelmaschinen; bei der ersteren erhält die Wickelspule Mährend der Arbeit
nur Drehung um die Längsachse, der Faden führende Flügel Drehung um die Längsachse
und eine zu dieser und der Spulenachse senkrecht stehende Querachse. Bei den beiden letzten Maschinen
sind die Bewegungen umgekehrt auf Flügel und Spulen vertheilt.
Die Villain'sche Maschine (vgl. * D. R. P. Nr. 2792 vom
9. December 1877) besitzt einen horizontal liegenden rechteckigen Rahmen A (Fig. 4), an
dessen Langseiten in den Achsen x Wickelspulen b, b1 angebracht sind.
Der Rahmen ist excentrisch zur Spulentrieb welle c
gelagert; ein Herumschlagen desselben um 180° bringt die Spulenreihe b1 auf die Arbeitsseite
und deren Kegelräder kommen mit den auf c steckenden
Getrieben in Eingriff. Während auf b1 gewickelt wird, zieht man von b die Knäuel ab. Der Flügel d sitzt auf einem hohlen Wellchen, welches bei e,
e gelagert ist und bei f eine Schnurscheibe
trägt, die von unten her Antrieb erhält. Die Lagere sind auf einem Knie ghi angebracht, welches um einen Verticalzapfen bei g Drehung erhält und durch einen Zapfen i der Schiene k geführt
wird, k ist durch einen Handhebel in horizontaler
Richtung verschiebbar; alle Knie nehmen demnach immer gleiche Stellungen zu den
Spulenachsen x ein. Durch diese Stellungen werden die
Auflaufrichtungen des Fadens und damit die Knäuelformen bestimmt. Die Maschine ist
mit einem Meſs- und Zählwerk versehen, welches nach dem Aufwinden einer bestimmten
Fadenlänge den Riemen auf die Leerscheibe legt; gleichzeitig wird eine Bremse
eingerückt, welche die Betriebswelle sogleich festhält. Wechselräder lassen sehr
leicht ein Einstellen für verschiedene Garnlängen geschehen. Die Flügel erhalten
anfänglich mehr Umdrehungen in der Zeiteinheit als gegen das Ende; der Uebergang
geschieht sprungweise und selbstthätig durch das Zählwerk. Hervorzuheben an dieser
Maschine ist die sehr geschickte Anordnung des Kipprahmens, welcher ein fast
ununterbrochenes Arbeiten ermöglicht.
Bei der Bollmann'schen Maschine (vgl. * D. R. P. Nr.
1569 vom 2. December 1877) beschränkt sich die Thätigkeit des Arbeiters auf das
Abreiſsen der Fäden und Abziehen der Knäuel. In dem Rahmen a (Fig. 5 bis
7) ist eine Reihe Spulen b angebracht, welche durch Kegelräder von der im Rahmen
gelagerten Welle c aus Drehung erhalten. c wird von dem vielstufigen Schnurwürtel d1 aus mit Hilfe von
d, Kegel- und Stirnrädern getrieben. Würtel d1 und Scheibe S1 sitzen auf der Welle
w fest; die zugehörige Leerscheibe von doppelter
Breite ist mit S bezeichnet. Die Flügel e erhalten durch Hyperbelräder von der Welle w1 und diese durch
Kegelräder von w aus Drehung. Die Flügelwelleu sind zur
Leitung der Fäden hohl. Die Knäuelform entsteht durch Drehen des Spulenrahmens a um die horizontale Achse x (in Fig. 6 sind
die äuſsersten Stellungen des Rahmens a angedeutet),
und wird bestimmt durch eine Curvenscheibe f, welche
auf der Steuerwelle w2
festgekeilt ist. w2
erhält Antrieb durch einen zweiten auf der doppelbreiten Scheibe S3 liegenden Riemen;
S2 ist die
zugehörige Leerscheibe. Die Scheibe S3 steckt lose auf w,
ist aber mit dem Stirnrade 2
verbunden, welches mit
Hilfe eines Rädervorgeleges den Schnurkegel d2 treibt. Unter diesem, etwas gegen das Gestell hin,
liegt der Gegenkegel d3, auf dessen Welle eine Schnecke sitzt, welche mit dem auf der Steuerwelle
w2 befindlichen
Schraubenrade g in Eingriff steht. Die Curvenscheibe
f sitzt auf dem linken (nicht ersichtlichen) Ende
von w2 in Fig.
5. Auf f gleitet ein Zapfen 3 (Fig. 6),
welcher durch eine Kette 4 an eine auf dem Zapfen des
Rahmens a sitzende Scheibe 5 angehängt ist; das Gewicht 6 legt den
Zapfen 3 sicher gegen f
an. Auf dem rechten Ende der Steuerwelle w2 sitzt ferner eine zweite Curvenscheibe f1 (Fig. 5
Grundriſs, Fig. 7
Aufriſs), welche die Lage der Betriebsriemen bestimmt. Ein Zapfen 7 des Winkelhebels 7, 8, 9
läuft auf f1; mit dem
Arm 9 ist die Riemengabelstange 11 verbunden. Läuft der Zapfen 7 auf dem
gröſsten Halbmesser, so liegen beide Riemen auf den Festscheiben; tritt 7 in einen der beiden tiefen Ausschnitte 14 ein, so ist die ganze Maschine ausgerückt; gleitet
7 in den flachen Ausschnitt 14, so läuft nur die Steuerwelle und das damit Zusammenhängende, Flügel
und Spulen, stehen still. Die Feder 10 bewirkt das
Anlegen des Zapfens 7 gegen die Curvenscheibe und das
Verschieben der Riemengabeln gegen die Leerscheiben. Die Maschine ist mit einer
Bremse 15 (Fig. 6)
versehen, welche die Flügel e sofort nach dem Ausrücken
still hält. Die Bremsscheibe 16 befindet sich auf Welle
w1; der Bremshebel
trägt bei 17 einen Daumen, gegen welchen die Nasen 18 wirken, die in erforderlicher Weise auf einer auf
der Steuerwelle befindlichen Scheibe angebracht werden können. Die Fäden kommen von
Spulen bei P und gehen durch einen aus drei Glasstangen
bestehenden Spanner q; die obere Stange wird durch
Federn gegen die unteren gepreſst.
Der Arbeitsgang der Maschine ist folgender: Von Beginn an werden die Spulen durch den
Curvenzweig tu (Fig. 6) mehr
und mehr schräggestellt, bis sie die durch uv bedingte
Stellung einnehmen; die Flügel sind in Betrieb. Nach einiger Zeit fällt der Zapfen
7 in den ersten Ausschnitt 14 ein und die ganze Maschine steht still. Die Arbeiterin steckt die
Etiketten auf und setzt die ganze Maschine wieder in Gang. Damit die Zettelchen
eingewunden werden, ist ein noch stärkeres Schrägstellen der Spulen nöthig, was
durch den Curventheil z geschieht. Soll in der
Wickelung ein Absatz vorkommen, so hat man noch eine Erhöhung z' anzubringen. Damit die Schichten scharf an einander
abgegrenzt werden, sind bei dem Uebergange von z nach
z' die Flügel einen Augenblick abzustellen. Dazu
dient der zweite Einschnitt 14, welcher die
Riemengabeln in die durch Fig. 5
angedeutete Lage bringt. Kurz vor Vollendung der Arbeit stellen sich die Spulen
horizontal und die Knäuel erhalten, da die Flügel sich noch drehen, einen Kranz.
Dann stellt sich die Maschine selbstthätig ab. – Die Maschine ist etwas complicirt,
entspricht aber sonst allen zu stellenden Anforderungen.
Die Clément'sche Maschine – bestimmt zum Wickeln von
Strick- und Stickgarnen in groſse Knäuel – stimmt, was die Vertheilung der
Bewegungen anlangt, mit der vorbeschriebenen überein. Durch die hohle Flügelwelle
a (Fig. 8) wird
der Faden zugeführt; b ist die Spulenwelle, welche
Drehung nach Pfeil 1 und Schwingung im Sinne der Pfeile
2 um eine Horizontalachse erhält. Die Spulen sind
auch hier in einem drehbaren Rahmen angebracht. Die Fäden werden auf ein expansibles
Gestell aufgewunden, wodurch im Inneren des Knäuels d
eine gröſsere Höhlung entsteht. Will man den Knäuel abziehen, so hat man nur den
Ring c1 nach rechts zu
schieben, um das Gestell c in die gestreckte Lage zu
bringen. Die Maschine stellt nach dem Aufwickeln einer bestimmten Garnlänge
selbstthätig ab.
Appreturmaschinen für Seidengarne von Gebrüder Buffard in
Lyon (Fig. 9 bis
11). Die erste in Fig. 9
skizzirte Maschine (échevilleuse) kommt nach dem Färben
zur Verwendung, um die hartgewordene Seide wieder weich zu machen. Es geschieht dies
durch Anspannen und wiederholtes Zusammendrehen der Strähne, wobei die Stelle
stärkster Drehung beständig wechselt. Man denke sich über die Rollen a1 und a2 einen Strähn
gehängt, so wird dieser zunächst durch das Gewicht d
auf dem Hebel bc gespannt. Nunmehr läſst man den Motor
der Maschine an, wodurch eine Zahnstange g in hin- und
hergehende Bewegung versetzt wird. Dadurch erhält das mit der Welle f durch Nuth und Feder verbundene Stirnrad h absetzende Drehung; die Rolle a2 wird um eine Verticalachse gedreht und
windet den Strähn abwechselnd nach links und rechts zusammen. Ist der Strähn
geöffnet, so erhält die obere Rolle a1 durch Stirnrad i eine
ruckweise Drehung, die ein Wandern des Strähnes zur Folge hat. Eine ganze Reihe
solcher Apparate ist zu einer Maschine vereinigt. Zum Auf- und Abbringen der Strähne
hebt man a2 mit Hilfe
des Handgriffes e auf.Solche Maschinen sind seit Jahren schon in verschiedener Ausführung für
Seide, Baumwolle und Flachs im Gebrauch. Nach einer Zuschrift der Gebrüder Gabret an die Revue industrielle, 1878 S. 336 haben dieselben auf die oben
beschriebene Maschine vor 18 Jahren ein französisches Patent erhalten,
welches vor 3 Jahren abgelaufen ist.
Ist die Seide durch diese Behandlung weich geworden, so erhält sie auf der durch Fig.
10 und 11
dargestellten Maschine (lustreuse) den bei dem Färben
verlorenen Glanz wieder. Die Strähne n werden auf die
hohlen, mit Dampf geheizten Arme a1 und a2 gelegt und durch Schraube b stark gespannt. Dann setzt man die Schneckenwelle c in Betrieb, wozu eine kleine Dampfmaschine vorhanden
ist. Die Arme a1, a2 drehen sich und alle
Stellen der Strähne kommen mit den geheizten Flächen in Berührung. Wird schwarze
Seide verarbeitet, so umgibt man die Strähne mit einem Kasten, in welchen man etwas
Dampf eintreten läſst, um die Seide geschmeidiger zu machen.
Ausbreitemaschine für Gewebe von E. Marcardier in Paris
(Fig. 12-). Zweck derselben ist, Gewebe – namentlich die zur Herstellung der
Wäscheartikel dienenden – auf überall gleiche Breite zu bringen, die Schuſsfäden
unter einander parallel und senkrecht zur Kette zu legen. Dies wird erreicht durch
Ausdehnung des Gewebes in Richtung des Schusses; die Einhaltung der durch Ausrecken
gegebenen Lage befördert man durch Anfeuchten des Stoffes vor und Trocknen
unmittelbar nach dem Ausbreiten. Die Maschine ist in der Figur schematisch in der
Vorderansicht dargestellt; das Ausbreiten geschieht auf folgende Weise: Die Ränder
des über den Tisch a gleitenden Gewebes werden
eingeklemmt zwischen die Schlitten b1, b2 und die an der Unterseite leicht gerauhten Teller
c1, c2. Die Führungsstangen
der Teller sind an Winkelhebel angeschlossen, welche mit Zapfen f1 und f2 in Schlitzen der
Schiene g gleiten. Die auf der Welle h sitzenden Curvenscheiben i1 und i2 bewegen die Schiene vertical auf und ab, wodurch
Oeffnen und Schlieſsen der Zangen b1, c1, b2, c2 erfolgt. Die Schlitten b1 und b2 erhalten hin- und hergehende Bewegung senkrecht
zur Gewebekette durch die Kurbelscheiben k1 und k2. Die Schlittenwege bestimmen die Breitung des
Gewebes. Die Kurbelradien sind verstellbar von 5 bis 30mm; ebenso ist die Stellung der Schlitten b1, b2 auf den Stangen l1, l2 veränderlich, um auf der Maschine Gewebe von 0,6
bis 1m,5 Breite recken zu können.
Rauhmaschine von F. Delaware und Chandelier in Rouen
(Fig. 13 und 14). Unter
den wenigen ausgestellten Rauhmaschinen bot – abgesehen von der Nos d'Argence'schen Musterrauhmaschine * 1878 229 252 – nur die in Rede stehende durch die Anordnung
ihrer Theile Neues. Die Maschine ist doppelt und rauht das Tuch nach der Breite mit
Hilfe von den Krempelbeschlägen nachgebildeten Metallkarden. Das Gewebe läuft über
Walzen, wie in Fig. 13 zu
sehen, a ist mit Zähnchen versehen und ertheilt
Bewegung; b ist die Spannwalze, welche mit zur
Bewegungsrichtung entgegen gerichteten Zähnen besetzt ist und durch eine Bandbremse
zurückgehalten wird. c, c1 sind die Rauhcylinder, d, d1 die Putzcylinder. Sämmtliche Cylinder sind in
einem Rahmen angebracht, erhalten von der Welle e aus
Drehung und werden durch den Rahmen mittels einer Kurbelschleife normal zur Kette
des Gewebes hin und her bewegt, um alle Oberflächenpunkte zu treffen. Die Lager der
Unterstützungswalzen f lassen sich durch Excenter heben
und senken, je nachdem es die Tuchdicke und der Angriff erfordert. Die
Geschwindigkeit des Gewebes soll 0,06 bis 0m,09 in
der Secunde betragen.
Romey's Wächter für Walken, um den Stillstand des Stoffes
anzuzeigen (Fig. 15 bis
17). Leclère und Damuzeaux in Sedan hatten
mehrere Cylinderwalken ausgestellt, welche mit einem Sicherheitswächter von von J. S. Romey in Pont Authon, Departement Eure (* D. R.
P. Nr. 1716 vom 7.
August 1877) versehen waren. Dieser Apparat gibt Glockensignale, sobald der Stoff
eine kleinere Geschwindigkeit wie die Walkwalzen hat. Der Arbeiter wird dadurch auf
Unregelmäſsigkeiten im Gange der Walke aufmerksam gemacht, welche ihm sonst leicht
entgehen, und kann die Maschine abstellen, noch ehe durch das Schleifen der mit
starkem Druck gegen einander angestellten Cylinder auf dem Stoff Beschädigungen
entstehen.
a (Fig. 15)
ist die eiserne Achse einer von Zeug in Bewegung gesetzten Führungs walze, welche
auf der Eintrittsseite der Walkcylinder liegt. Auf a
steckt auſserhalb des Gehäuses lose ein Rad b, das
durch eine Schnur von der unteren Cylinderwelle Drehung erhält. In dem Rohre c des Rades b lagert frei
drehbar eine Welle d, die rechts eine kleine Kurbel e, links über dem Sperrrad h eine Klinke f (Fig. 16)
trägt. Der Kurbelzapfen e1 führt sich in einer Schleife des Reiters g,
welcher auf die Welle a aufgeschoben und durch Schraube
g1 angeklemmt ist,
so daſs er sich auf a mit einiger Kraft drehen läſst.
Um die Reibung zu erhöhen, sind die a umfassenden Theile des Reiters mit Leder
gefüttert. Mit der Welle a ist ferner die Büchse i durch eine Druckschraube fest verbunden. Der Deckel
derselben trägt durch drei Nieten den dreistrahligen Stern k (Fig. 17)
und dieser die Glocke L Unter k liegt ein kleines Sperrrad r, welches auf
der Achse s des Rades h
festsitzt; diese dreht sich lose in dem Halse von k.
Gegen das Sperrrad r legt sich ein Arm der Hammerfeder
n an; sobald r gegen
k verdreht wird, schlägt der Hammer n gegen die Glocke.
Bei normalem Gange der Walke hat die Welle a eine etwas
gröſsere Winkelgeschwindigkeit als das Rad b. Der
Reiter g ertheilt der Kurbel e eine kleine Rechtsdrehung (nach Fig. 16),
wodurch die Klinke f auſser Eingriff mit h gebracht wird; das Läutewerk dreht sich mit, ohne
daſs die Glocke ertönt. Steht der Stoff still, während die Walkcylinder rotiren, so
ruht auch Welle a mit dem Gehäuse i, k und der Glocke, während das Rad b sich weiter dreht. Jetzt hält der Reiter g die Kurbel e zurück, die
Klinke f legt sich ein, die Achse s – und damit das Rad r –
erhält Drehung und der Hammer schlägt rasch hinter einander an. Die Anordnung
ergibt, daſs, je langsamer a läuft, also je gröſser die
Störung, desto heftiger die Signalglocke ertönt
Dieser Wächter ist sehr empfehlenswerth und läſst sich leicht an älteren Walken
anbringen.
Prof. A. Lüdicke.
(Fortsetzung folgt.)