| Titel: | Schleifdrehbank für Radreifen an Eisenbahnrädern. |
| Autor: | J. P. |
| Fundstelle: | Band 232, Jahrgang 1879, S. 504 |
| Download: | XML |
Schleifdrehbank für Radreifen an
Eisenbahnrädern.
Mit Abbildungen auf Tafel 43.
Schleifdrehbank für Radreifen an Eisenbahnrädern.
Bei der Oesterreichischen Staats-Eisenbahn traten durch die Härtung der Laufflächen
der Stahlreifen in Folge der Erhitzung und darauf folgenden plötzlichen Abkühlung
derselben beim Anziehen und Lösen der Bremsen bedeutende Unzukömmlichkeiten in
Hinsicht der Bearbeitung solcher Reifen zu Tage. Der Grad der Härte wurde
wahrscheinlich erhöht durch die Anwendung von Stahlreifen mit etwas gröſserem
Kohlenstoffgehalte, als dies anderwärts gebräuchlich ist. Die Schwierigkeit der
Behandlung solcher gehärteter Radreifen mittels des Drehstahles führte hier wie auch
anderwärts schon vor einigen Jahren zum Schleifen- aber die erzielten Resultate
entsprachen den gehegten Erwartungen bei weitem nicht und wurde dieses
Arbeitsverfahren daher wieder verlassen. Neuerer Zeit wurde in der Werkstätte
Simmering der
Oesterreichischen Staats-Eisenbahn-Gesellschaft eine Räderdrehbank durch Anbringung
zweier Schleifsupporte und des zugehörigen Steuerungsmechanismus als
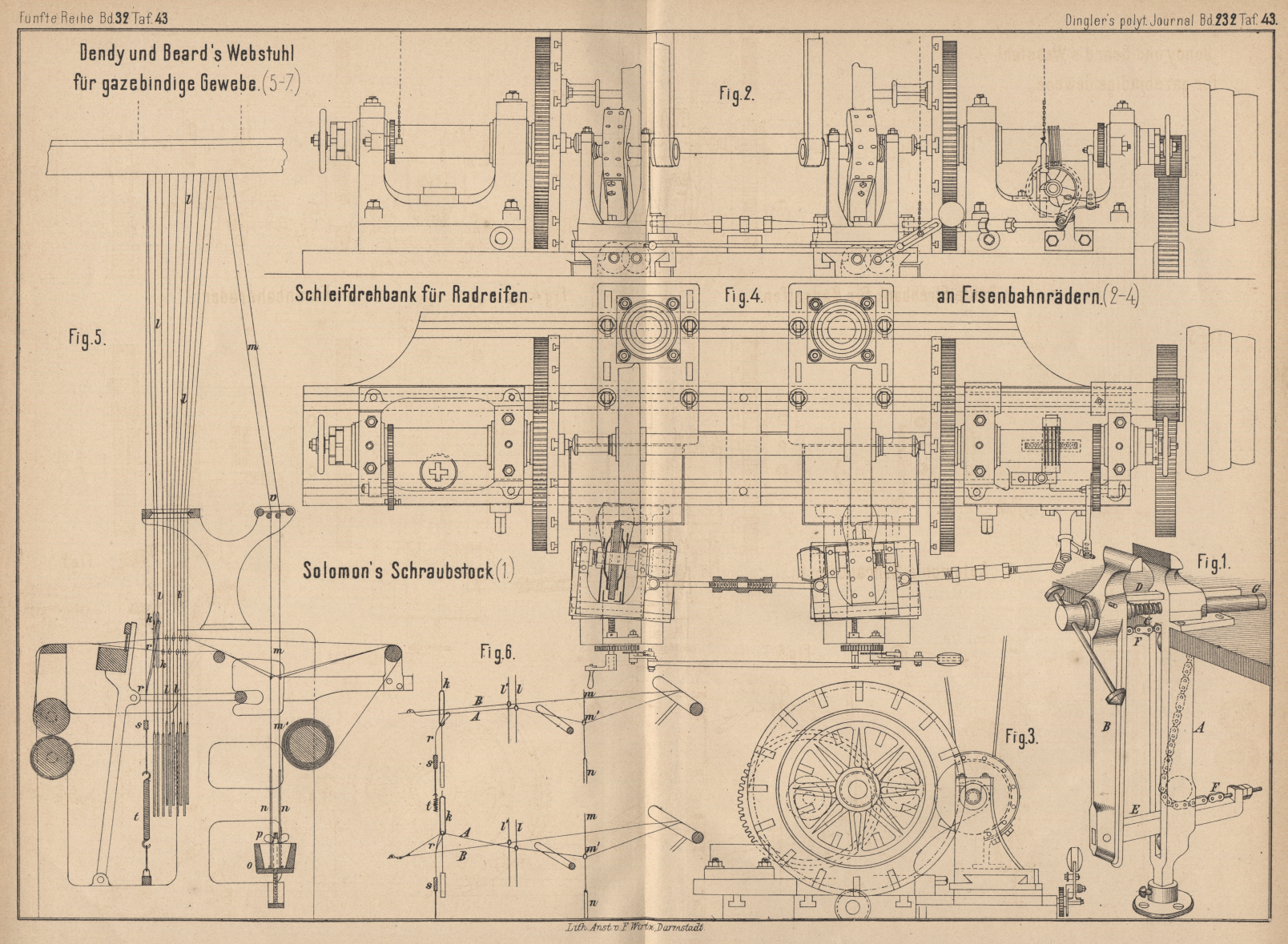
Radreifen-Schleifdrehbank eingerichtet, wie in Fig. 2 bis
4 Taf. 43 in verschiedenen Ansichten nach Engineering, 1879 Bd. 27 S. 391 dargestellt ist.
Zum Schleifen wurden Schmirgelscheiben von beiläufig 500mm Durchmesser und 50mm Breite in
Anwendung gebracht. Die Schmirgelscheiben sind, wie in Fig. 4 am
linken Schleifsupport im Durchschnitt zu ersehen, auf den Schleifspindeln befestigt
und durch Riemen, welche in Fig. 2
theilweise gezeichnet sind, von einem Decken Vorgelege angetrieben. Die Spindellager
sind auf Supportplatten in Prismen geführt und werden auf letzteren der Conicität
der Laufflächen entsprechend schräg zur Spitzenachse abwechselnd hin und her bewegt.
Diese Hin- und Herbewegung der Schmirgelscheiben während der Umdrehung des zu
schleifenden Rades wird durch den in Fig. 2 und
4 ersichtlichen, vom rechtsseitigen Spindelstocke durch eine
Kurbelscheibe angetriebenen Steuerungsmechanismus bei beiden Supporten gleichzeitig
selbstthätig bewerkstelligt und bezweckt das gleichmäſsige Abschleifen der
Lauffläche. Zum richtigen Einstellen der Schmirgelscheiben ist die Zugstange
zwischen den Supporten und jene, welche die Verbindung der Supporte mit dem
Steuerhebel herstellt, mit Vorrichtung zum Verlängern und Verkürzen versehen.
Mittels Sperrrad, Sperrkegel und Ratschenhebel wird auch die selbstthätige
Zuschiebung der Schmirgelscheiben nach Maſsgabe des erfolgten Abschleifens bewirkt.
Die Bewegung der Ratschenhebel erfolgt hier in der gewöhnlichen Weise mittels über
Deckenrollen geführter Ketten, wie fast allgemein bei den Drehsupporten der
Räderdrehbänke gebräuchlich.
Die abzuschleifenden Radreifen machen 1 Umdrehung in der Minute und die
Schmirgelscheiben 800. Die zum Abschleifen eines Paares harter Radreifen
erforderliche Zeit beträgt bis zu 2 Tagen und 3 Stunden und die Kosten hierfür
stellen sich, wie folgt:
Arbeitslohn
2,80
M.
Ersatz der Schmirgelscheiben
0,26
Regie (40 Proc. des Arbeitslohnes)
1,12
––––
Zusammen
4,18
M.
also ziemlich hoch, was jedoch durch die bei Anwendung des
Schleifprocesses erzielten Ersparnisse aufgewogen ist, da hier nur wenig Material an
dem Radreifen abgeschliffen wird, während beim Bearbeiten harter Reifen mittels des
Drehstahles kräftige Späne abgetrennt werden müssen, um die harte Kruste zu
beseitigen.
J.
P.
Tafeln