| Titel: | Mittheilungen von der Weltausstellung in Paris 1878. |
| Autor: | H–s. |
| Fundstelle: | Band 233, Jahrgang 1879, S. 89 |
| Download: | XML |
Mittheilungen von der Weltausstellung in
Paris 1878.
(Fortsetzung und Schluſs von S. 17 dieses
Bandes).
Mittheilungen von der Weltausstellung in Paris 1878.
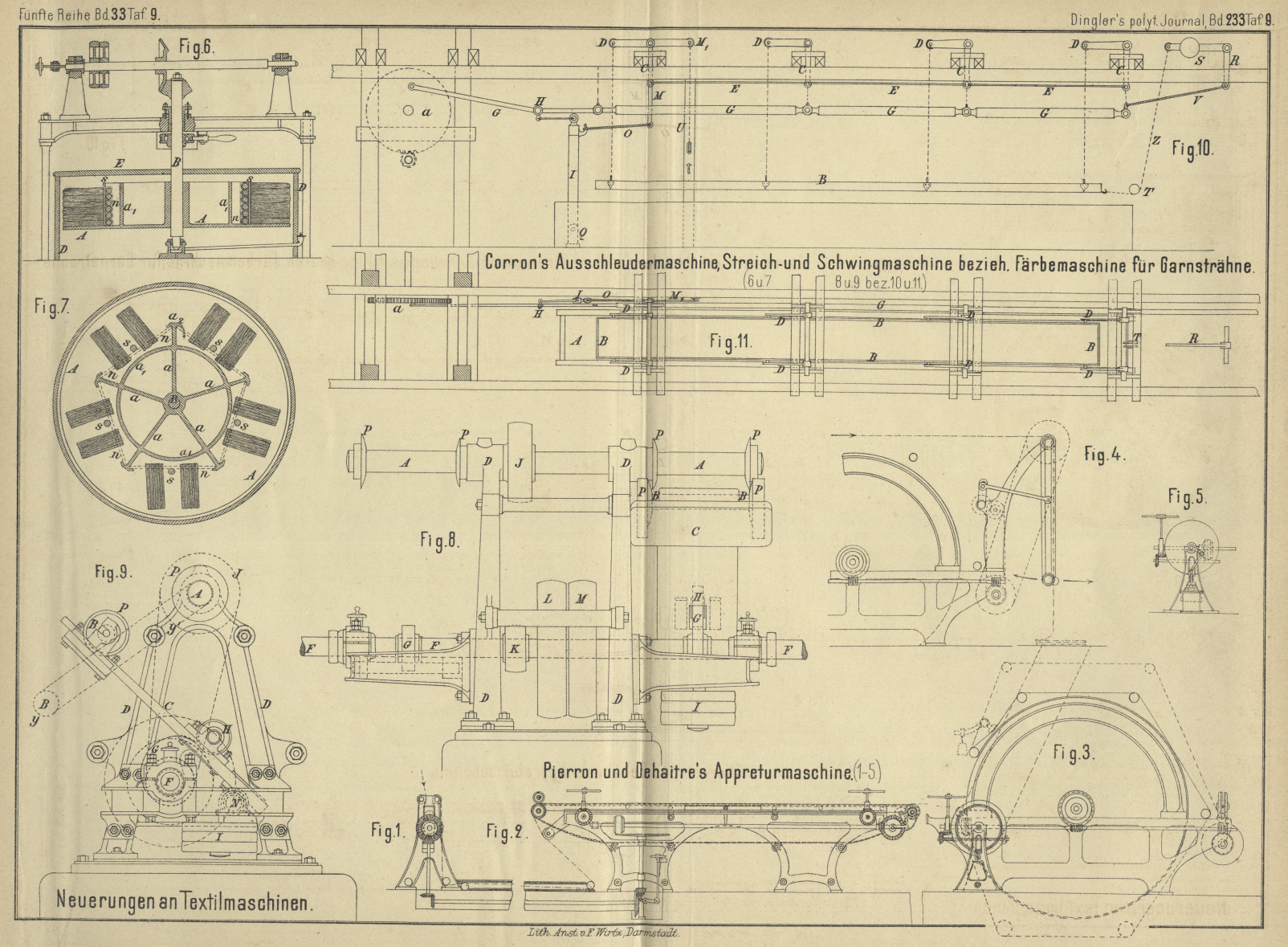
Neuerungen an Textilmaschinen
(Tafel
9).Schluſs des Theilberichtes Bd. 232 S. 494.
Pierron und Dehaitre's Appreturmaschine für Wollen-, Seiden-
und andere Stoffe (Fig. 1 bis
5). Das bekannte Haus Pierron und Dehaitre
in Paris hatte verschiedene Maschinen für Appretur, Färberei und Zeugdruck
ausgestellt, welche zum Theil schon auf früheren Ausstellungen zu sehen waren. Wir
beschreiben hier nur die neue Maschine zum Appretiren der Gewebe und benutzen zur
Veranschaulichung der Eigenthümlichkeiten derselben statt eines perspectivischen
Bildes die Fig. 1 bis
5 Taf. 9, welche der deutschen Patentschrift Nr. 2589 (vom 9. October
1877 ab) entnommen sind.
Dieses Maschinensystem setzt sich in seiner Vollständigkeit zusammen aus einem
Anfeuchtapparat (Fig. 1), in
welchem der Stoff mit Wasser oder Gummilösung befeuchtet wird, aus einem Spannrahmen
(Fig. 2), um dem Gewebe die verlangte Breite zu geben, und endlich aus dem
Trockenapparat (Fig. 3), mit
welchem der Selbstleger (Fig. 4)
verbunden sein kann. Der Antrieb ist so getroffen, daſs nasse wie trockene Stoffe
zur Behandlung genommen werden können und daſs bei letzteren eine beliebige Dämpfung
der Stücke auf dem Spannrahmen stattfinden kann.
Der Anfeuchtapparat (Fig. 1) wird
aus Leitrollen und zwei Walzen gebildet, zwischen welchen der Stoff läuft; die
untere Walze taucht in die Flüssigkeit. Die Waare geht in voller Breite nach
abwärts, durch einen abgedeckten Kanal längs des Bodens, dann herauf zum
Spannapparat (Fig. 2). Die
Spannketten lassen sich in bekannter Weise mit Handrädern, Getrieben und Schnecken
einstellen. An der Zuführungsseite kann eine Vorrichtung angebracht werden, um
gewünschten Falles trockne Stoffe zu dämpfen; an der Austrittseite lassen sich
Heizplatten einschalten, um das Trocknen der Waare einzuleiten.
Hat der Stoff die Spannmaschine passirt, so gelangt er zum eigentlichen
Appreturapparat (Fig. 3),
zunächst zu einer dünnen Walze, welche ihn zwischen die Trockentrommel und den dieselbe
fest umschlieſsenden Filz führt, wodurch die Waare unter voller Erhaltung ihrer
Breite in der Länge gut gezogen wird. Hinter der Trockentrommel läuft der Stoff
entweder auf eine Walze zum Aufrollen (Fig. 3),
oder er wird von einem Selbstleger (Fig. 4)
gefacht.
Statt einer groſsen Trockentrommel kann man auch zwei oder mehrere kleinere Cylinder
wählen. Um allzu groſse Steifigkeit zu verhüten und dadurch einen weicheren Griff
des Gewebes zu erzielen, laſst sich dasselbe durch Leitwalzen stellenweise von der
Trommelfläche abheben. Der Antrieb der ganzen Maschine (Fig. 1 bis
5) ist so angeordnet, daſs die Bewegung jeder Abtheilung unabhängig von
den anderen geregelt, auch ganz abgestellt werden kann, wie dies leicht aus den
Figuren zu entnehmen ist.
Textabbildung Bd. 233, S. 90
Patterson's Stampfkalander. In der
Wirkung mit den alten Schlagmühlen (vgl. 1836 62 451.
1848 107 176. 1856 142 408)
übereinstimmend, zeigte der von Mather und Platt in
Manchester ausgeführte, nachstehend abgebildete Stoſs- oder Stampfkalander die
bekannte Construction der
Schnellfederhämmer zur Bewegung der (ganz kurzen) Stampfen; zwischen den letzteren
und der oben gelagerten Excenterwelle sind nämlich an den Excenterstangen annähernd
halbkreisförmig gebogene Stahlfedern eingeschaltet.
Der Antrieb erfolgt entweder durch einen unmittelbar an der Maschine sitzenden
kleinen Dampfmotor oder von der Haupttriebwelle aus. Die Zahl der Schläge einer
jeden Stampfe beträgt etwa 420 in der Minute; der Schlag ist gleich stark wie bei
den gewöhnlichen durch eine Daumenwelle betriebenen Schlagmühlen, deren Stampfen nur
etwa 50 bis 60 Schläge in der Minute machen. Mather und
Platt behaupten daher auch, daſs eine Stampfe ihrer Maschine 8 Mal so viel
leiste als eine der alten. Die Waare ist bei der Arbeit wie gewöhnlich um eine Walze
gewickelt; solcher Walzen sind aber drei vorhanden, deren Lager in gleichmäſsigen
Abständen in zwei an den Enden der Maschine befindlichen Scheiben angebracht sind.
Diese Scheiben sind um ihre Achse drehbar, so daſs je nach Bedarf die eine oder
andere Walze unter die Stampfe gebracht werden kann und das Auswechseln der Walzen
keinen Zeitverlust bei der Arbeit verursacht.
Eine Maschine mit 14 Stampfen erfordert nach Angabe der Fabrik 3m,81 × 1m,68
Fläche, 3m,05 Höhe und 6e; die Waarenwalze hat zwischen den Randscheiben
2m,29 Länge. Ihrer Leistung nach ersetzt diese
Patterson'sche Maschine drei alte Stoſskalander für
Calico mit 36 Stampfen. Bei Bearbeitung von Leinen soll diese Maschine mit 14
Hämmern und 2m,19 Schlaglänge so viel leisten wie
8 alte gewöhnliche Leinen-Stoſskalander mit 30m,5
Gesammtschlaglänge. – Auſser dieser Gröſse werden noch zwei Nummern von Maschinen
gebaut mit 18 bezieh. 21 Stampfen.
Corron's Apparate zum Färben von Seide und anderen Garnen
(Fig. 6
bis 11)
Cäsar Corron in St. Etienne hat mehrere Apparate und
Maschinen zur Behandlung von Gespinnsten in Strähnen ausgestellt, von welchen die
bemerkenswerthesten auch im Deutschen Reiche patentirt und nachstehend beschrieben
sind.
1) Wenn gefärbte, gebeizte oder gewaschene Garne von der äuſserlich ihnen anhaftenden
Flüssigkeit befreit werden sollen, so wird jeder einzelne Strang am Pflock von Hand
ausgewunden. Diese Arbeit gleichmäſsiger auszuführen, ist die Bestimmung der in Fig.
6 und 7 skizzirten
Ausschleudermaschine (*D. R. P. Nr. 2481 vom 5.
März 1878), welche zugleich den Vortheil besitzt, daſs mit derselben eine gröſsere
Anzahl Strähne auf einmal behandelt werden kann. Der Grundgedanke ist dem
Maschinenwesen der Druckereien und Stückfärbereien entlehnt, während das
Eigenthümliche der Erfindung in der Anordnung für die Aufnahme der Stäbe der
Garnsträhne zu suchen ist.
Die Maschine besteht aus einer runden Guſsscheibe A,
welche auf der verticalen
Welle B aufgekeilt ist und mit dieser sich dreht; die
Welle B erhält ihre Bewegung in bekannter Weise durch
ein Reibungsvorgelege. Der ganze Apparat ist von einem unbeweglichen hölzernen oder
metallenen Mantel D umgeben und dieser oben mit einem
Holzdeckel E geschlossen, dessen eine Hälfte sich
aufklappen läſst, wenn die getrocknete Waare aus dem Apparat herausgenommen oder
nasse Waare in denselben eingelegt werden soll. Es fällt somit in diesem Fall der
aus durchlöchertem Kupferblech oder aus starkem Kupferdraht bestehende, mit der
unteren Guſsscheibe A fest verbundene und mit ihr sich
drehende innere Mantel weg, an welchen sich während der raschen Umdrehung der in den
Färbereien gebräuchlichen Centrifuge die nasse Stückwaare andrückt. Er ist auch
entbehrlich, weil die Garnsträhne durch die Stäbe, an welchen sie hängen, von einer
Bewegung gegen die Peripherie zurückgehalten werden. Ueber der Platte A erhebt sich nämlich ein fächerförmiges Gerüste,
bestehend aus den rechtwinkligen Rippen a, deren
senkrechte Schenkel in der Platte A und deren
horizontale Schenkel in einem die Welle B
umschlieſsenden Ring befestigt sind; letztere sind überdies durch eine ringförmige
Rippe a1 unter sich
verbunden und versteift. An die verticalen Schenkel der Rippen a sind Vorsprünge a2 angegossen zur Aufnahme der Stäbe n, auf welchen die Strähne aufgereiht sind. In jede der
5 Abtheilungen des Fächergerüstes wird eine Anzahl solcher Stäbe sammt dem Garn
horizontal eingelegt und dann der Apparat in Bewegung gesetzt.
In Folge der raschen Umdrehung werden alle Strähne sich vollkommen wagrecht und
parallel ausstrecken und ihre Stäbe in der Richtung gegen auſsen zu biegen bestrebt
sein. Um den Bruch dieser Stäbe zu vermeiden, ist deshalb in der Mitte der
Abtheilungen je eine verticale Metallstange s
angebracht, gegen welche sich sämmtliche Stäbe einer Abtheilung anlegen.
Um die Garne vollständig zu trocknen, schlägt Corron
vor, der Maschine einen Strom warmer Luft zuzuführen, ohne übrigens auf die
Ausführung dieses sicher guten Gedankens näher einzugehen.
2) Seidesträhne oder andere in Strähne geordnete Gespinnste müſsen vor dem Färben so
bearbeitet und gerichtet werden, daſs die Fäden in dem Strang gleichmäſsig und
leicht vertheilt, parallel neben und über einander zu liegen kommen; in gleicher
Weise müſsen die Strähne für die weitere Behandlung wieder nach dem Färben entwirrt
werden, eine jedenfalls zeitraubende und durch die Wiederholung doppelt lästige
Arbeit, wenn sie von Hand auszuführen ist. Diese Handarbeit abzulösen, ist Zweck der
zwar dem Princip nach nicht ganz neuen, aber in den Einzelnheiten der Ausführung
wesentlich vervollkommneten, in Fig. 8 und
9 ersichtlichen Streich- und Schwingmaschine
für Strähne von verschiedenen Gespinnstfasern (*D. R. P. Nr. 3372 vom 5. März
1878.)
In dem oberen Theil des Gestelles D ist die Welle A gelagert, welche durch die zwei Riemenscheiben J und K (letztere auf der
Antriebswelle F neben der Fest- und Losscheibe L, M sitzend) in beständige Umdrehung versetzt wird.
Der zu schwingende Strähn wird an der Welle oder Spille A aufgehängt, sodann wird eine Rolle B (Fig.
9) zwischen den Strähn hindurchgeschoben und letztere in ihre auf dem
Schläger C befestigten Lager eingelegt. Diese Schwinge
(oder Schläger) ist, während dieser Vorarbeit und wie gerade in Fig. 9
angenommen, an einen Haken des Gestelles D eingehängt,
also für den Augenblick unbeweglich; sowie der Schläger aber vom Haken losgelöst
ist, senkt er sich, seinem eigenen Gewicht folgend, sammt der Rolle B und zieht mit einem Ruck den Strähn aus einander, so
daſs letzterer, stramm gespannt, die durch die punktirten Linien yy angedeutete Form und Richtung erhält. Im nächsten
Augenblick nähert sich die Rolle B und der Schläger
wieder der Welle A, um sofort wieder in einem
Kreisbogen in die Lage y zurückzufallen, während
gleichzeitig die langsam sich drehende Welle A den
Strähn sammt der Rolle B in Bewegung versetzt. Auf
jenem stoſsweisen Ausstrecken, verbunden mit dieser fortgesetzten Bewegung des
Strähnes um A und B,
beruht die Wirkung der Maschine, indem die Unreinigkeiten, von welchen das Garn
befreit werden soll, zu Boden fallen und die Fäden sich entwirren und parallel neben
einander legen. Um die Bewegung der Fäden in horizontaler Richtung zu begrenzen,
sind auf A und B die
Scheiben P mit gekrümmten Rändern aufgesetzt.
Die stoſsweise Bewegung der um die Zapfen N
oscillirenden Schwingen C wird durch die auf der Welle
F sitzenden Schlagdaumen G hervorgerufen, welche auf die Rollen H an
den Schlägern C wirken. Damit das Sinken der letzteren
rasch geschieht und mit einem Stoſs verbunden ist, befindet sich auf dem Drehzapfen
N eine Rolle mit einem durch das Gewicht I belasteten Riemen, welcher sich bei der Schwingung
des Schlägers auf- und abwickelt. Je nach dem zu behandelnden Material nimmt man
mehr oder weniger Gewicht.
3) Die Corron'sche Garnfärbemaschine (*D. R. P. Nr. 4695 vom 11. Juli 1878), welche für
denselben Gebrauch dient wie die neulich beschriebenen Maschinen von Haubold und von Wansleben
(vgl. * 1879 231 542), ist in Fig. 10 und
11 in Ansicht und Grundriſs dargestellt. Ueber dem Farbkasten A befindet sich der leichte Holzrahmen B, auf welchen die Stäbe mit ihren Strähnen zu liegen
kommen. Der Rahmen ist wenig schmäler, aber mindestens 0,8 bis 1m kürzer als der Farbkasten und hängt mittels
Schnüren oder Hängeleisten an den paarweise auf ein und derselben Achse sitzenden
Hebeln D, deren Anzahl sich nach der Länge des
Holzrahmens B richtet; je länger dieser ist, an desto
mehr Punkten muſs er aufgehängt sein, damit er sich nicht unter der Last der zu
färbenden Stoffe biegen kann. Mit dem gemeinsamen Auf- und Niedergeben der Hebel D werden die Garne aus der Flotte gehoben und wieder in
dieselbe getaucht. Die Bewegung der Hebel D aber wird
zunächst durch die Arme C bezieh. den Hebel M veranlaſst, welche rechtwinklig zu D auf denselben Achsen befestigt sind. Die Arme C sind unter sich und insbesondere mit dem Hebel M durch die Metallstange E
verbunden; bewegt sich also Hebel M, so müſsen sich
auch die Hebel C und D
bewegen. M aber ist durch die Schnur O mit dem um das Gelenk Q
drehbaren Pfosten I verbunden, so daſs er gezwungen
ist, der hin und her gehenden Bewegung des letzteren zu folgen, welche durch das
Kurbelrad a in beliebiger Weise abgeleitet werden kann.
Dabei wird der Niedergang des Rahmens B durch das
Gewicht der Garne bewerkstelligt.
Soll der Apparat auſser Thätigkeit gesetzt werden, so wird der Ring der Schnur O aus dem Haken des Pfostens Jausgehoben, worauf der
Rahmen seine niederste Stellung einnimmt. Soll der Rahmen in seiner höchsten Lage
verweilen, sei es, daſs man Waare abzunehmen oder frische aufzugeben hat, so hängt
man die am Gegenhebel M, angebrachte Schnur in den
unteren der beiden am Gestellbalken U befestigten Haken
ein und gleichzeitig die Schnur O vom Pfosten I los, so daſs sämmtliche Hebel C auſser Thätigkeit gesetzt sind, die Hebel D
aber mit dem Rahmen B gehoben bleiben.
Die Zugstange O setzt sich von H aus längs des ganzen Apparates fort, ist mit Gelenken versehen und an
der Decke des Locales durch eine Anzahl Schnüre oder Stängelchen aufgehängt. Die
Schnur V verbindet die Zugstange G mit dem Winkelhebel R,
dessen anderes Ende durch eine über die Leitrolle T
gespannte Schnur Z mit dem Rahmen B in Verbindung steht, wodurch dem Rahmen B, um das Schlagen des Garnes zu bewirken, neben der
verticalen auch eine horizontale Bewegung ertheilt wird. Das horizontale
Zurückziehen des mit den Garnsträhnen niedergehenden Rahmens erfolgt durch das am
Winkelhebel R angebrachte Gewicht S.
Während für das Umsetzen der Garne in genügender, für das Schlagen in vorzüglicher
Weise gesorgt ist, hat Corron auf ein regelmäſsiges
Wenden der Garne gar keinen Bedacht genommen, und es fragt sich eben doch, ob diese
Manipulation wegfallen darf, ohne daſs man Flecken und Ungleichheiten in dem
gefärbten Garne zu befürchten hätte.
Kl.
Schrabetz's Selbstabschluſsventil (Fig. 1
und 2 Taf.
10).
Für den Betrieb unserer Wasserversorgungen ist die Anwendung selbstschlieſsender
Ventile von groſser Wichtigkeit, da durch dieselben jeder muthwilligen
Wasservergeudung vorgebeugt wird und sich der Abschluſs mehr oder minder Stoſsfrei
vollzieht. Unter den in Paris ausgestellt gewesenen Constructionen dieser Art ist
die von E. Schrabetz
in Wien (vgl. * D. R. P.
Nr. 1882 vom 5. December 1877) die bemerkenswertheste. Wie durch Fig. 1 und
2 Taf. 10 verdeutlicht ist, wird der Ventilkörper durch einen Gummiball
b gebildet, dessen halbkugeliger Sitz s mehrfach durchlöchert ist; zwei Rippen r (Fig. 2)
zwischen Sitz und Gehäusewand trennen die Eintritt- und Austrittstellen. Der Ball
b (der leichten Auswechselung wegen an ein
besonderes in das Gehäuse g geschraubtes Stück a befestigt) ist mit einer Metalldüse d versehen, durch welche das Wasser aus dem Einlauf in
den Ball eintritt, wobei es denselben fest gegen seinen Sitz preſst, da mit
Rücksicht auf die nur theilweise Benetzung seiner äuſseren Oberfläche in seinem
Innern Ueberdruck entsteht. Das Ventil wird somit durch den Wasserdruck geschlossen
gehalten. Geöffnet wird dasselbe durch Loslösen des Balles von seinem Sitz (in die
punktirte Lage), was durch einen Druck auf die Platte p
des Stiftes t bewerkstelligt wird, welcher in dem
Gehäuse mittels eines Lederstulpes abgedichtet, auſsen aber durch die Hülse h vor Beschädigung gesichert ist. Wird das Ventil durch
Niederdrücken des Stiftes t geöffnet und lässt man
diesen nun los, so drückt das Wasser zunächst den Stift wieder aus dem Gehäuse,
worauf es durch die Düse d nach und nach von neuem in
die hohle Ventilkugel eintritt; letztere verringert, während sie sich aufbläht, ganz
allmälig die Durchgangsöffnung und Austrittsgeschwindigkeit, bis endlich der
vollständige Abschluſs Stoſsfrei erfolgt. Die aus rothem Gummi hergestellten Bälle
sollen erst nach 2 Jahren schadhaft werden. Sie reiſsen dann zunächst bei der Düse
d, so daſs der Stift t
beim Niederdrücken in den Ball eintritt, denselben also nicht von seinem Sitz
abdrückt. Das Schadhaftwerden des Abschluſsorganes kann demnach niemals einen
Wasserverlust zur Folge haben, ein für die Oekonomie des Betriebes höchst wichtiger
Umstand. Die Auswechselung des Balles läſst sich leicht bewerkstelligen; inzwischen
dient der eingeschaltete Hahn z zum vorübergehenden
Abschluſs.
Bei dem Preisausschreiben, welches der Wiener Gemeinderath im
verflossenen Jahre veranstaltet hatte, um eine passende Wahl bei der Einführung von
Selbstschluſsventilen für die Wiener Wasserleitung zu ermöglichen, wurde von den
zahlreich eingegangenen Constructionen die vorliegende als die beste für öffentliche
Auslaufbrunnen erkannt und mit dem Preis von 300 Silbergulden ausgezeichnet.
H–s.
Piat's Drehbank zum gleichzeitigen Abdrehen von sechs Wellen
(Fig. 3
Taf. 10).
Diese bemerkenswerte Maschine, System Havequez, welche
bereits (1878 229 109) kurz erwähnt wurde, ist in Fig.
3 Taf. 9 im perspectivischen Bilde dargestellt.Piat ist z. Z. mit Verbesserungen dieser
Drehbank beschäftigt, weshalb nähere Zeichnungen derselben für diesen
Bericht nicht zu erhalten waren. Auf dem kräftigen Bette befindet
sich der eigenthümlich construirte Spindelstock mit sechs Körnerspitzen und sechs
Mitnehmern, welche durch Zahnräder mit gebrochenen Schraubenzähnen nach A.
Piat's bekannten Modellen von der in conischen Lagern laufenden Spindel
gedreht werden. Der Antrieb der letzteren erfolgt durch Stufenscheibe und
Räderübersetzung mit durch Excenterzapfen ausrückbarem Rädervorgelege, dessen Achse
nicht, wie sonst bei Drehbänken gebräuchlich, über die ganze Länge des
Spindelstockes reicht, sondern, entsprechend der Nebeneinanderstellung der
Uebersetzungsräder, kurz gehalten und am rückwärtigen Ende in einem besonders am
Spindelstocke angegossenen Arme gelagert ist. Die Spindel legt sich rückwärts an
eine Gegenschraube an, welche den achsialen Druck aufnimmt; die Uebertragung der
Bewegung von der Spindel auf die Wechselräder zum Leitspindelantrieb erfolgt deshalb
durch eine kurze Zwischenwelle unterhalb der Gegenschraube.
Die Leitspindel liegt innerhalb des Bettes und bewirkt den Vorschub des
Werkzeugschlittens, welcher in gebräuchlicher Weise am Bette in Prismen geführt ist;
letzterer trägt den Werkzeugsupport mit sechs cylindrischen Durchbrechungen, deren
jede eine hohle Fräse enthält, und sechs kleinen horizontal verschiebbaren
Messergehäusen, in welche die den Fräsen vorarbeitenden Drehstähle eingespannt
sind.
Die sechs Wellen, welche zwischen den Spitzen des Spindel- und Reitstockes
eingespannt sind und zwischen Schlitten und Spindelstock in einer mit sechs Lagern
versehenen Lünette unterstüzt werden, treten beim Schlittenvorschub, nachdem sie
durch die genannten Stähle angedreht sind, in die hohlen Fräsen und letztere
vollenden die Bearbeitung. Auf diese Weise werden mit einem Hergange des Schlittens
gleichzeitig sechs Wellen vollkommen genau cylindrisch abgedreht und dürfte sich
diese Maschine deshalb für solche Werkstätten, welche viele Transmissionswellen
erzeugen, ganz besonders zweckmäſsig erweisen. Der Reitstock ist übrigens auch zum
Conischdrehen verschiebbar, um gleichzeitig mehrere Wellen mit gleicher Conicität
abdrehen zu können, und ist diese Maschine sonst auch wie eine gewöhnliche Drehbank
zum Schraubenschneiden verwendbar.
Schärfmaschinen für Bandsägeblätter (Fig. 4
bis 7 Taf.
10).
Maschinen zum Schärfen der Sägeblätter für Kreiſsägen und Gattersägen sind schon
lange bekannt und jetzt fast allgemein im Gebrauch. Schärfmaschinen für
Bandsägeblätter aber waren unseres Wissens zum ersten Male auf der Pariser
Ausstellung zu sehen, und zwar sofort principiell weit vollkommener als alle bisher
bekannten Sägeschärfmaschinen, weil sowohl mit selbsttätigem Vorschub des
Sägeblattes bezieh. der Schleifscheibe während der Schärfung, als auch mit
selbstthätiger Fortschiebung des Sägeblattes um eine Zahntheilung nach vollendeter
Schärfung eines Zahnes ausgerüstet.
Martinier, Mechaniker in Cognin (Isère), stellte, nebst
einer Schränkmaschine für Bandsägeblätter mit selbstthätigem Vorschub, eine
Schärfmaschine für
Bandsägeblätter aus, bei welcher die Schärfung durch eine am Umfange fein gezahnte,
aus Stahl gefertigte Fräse erfolgt. Das Sägeblatt ist wie bei dem Ransome'schen Apparat zum Feilen und Schränken von Hand
(* 1878 230 197) über zwei horizontale Rollen gespannt
und steht also mit den Seitenflächen vertical und mit den Zähnen nach aufwärts. Die
Fräse, welche auſsen das Lückenprofil trägt, rotirt um eine zur Blattrichtung
parallele, horizontale oder wenig geneigte Achse, deren Lager zum Schrägstellen
eingerichtet ist, um die Fräse der Zahnbegrenzungsfläche entsprechend zum Angriff
bringen zu können. Während der Schärfung wird das Sägeblatt selbstthätig der Fräse
entgegen geführt, also vertical nach aufwärts bewegt; nach vollendeter Schärfung
eines Zahnes wird es gesenkt und durch einen in die Zähne des Sägeblattes selbst
eingreifenden Sperrkegel um einen Zahn selbstthätig vorgeschoben. Der Arbeiter
stellt bei Beginn der Schärfung einen Anschlag am Sägeblatt fest, welcher, sobald
das Sägeblatt einen Umlauf beendet hat, also alle Zähne geschärft wurden, die
selbstthätige Abstellung der Maschine bewirkt. Die nothwendige Bedienung der
Maschine seitens des Arbeiters beschränkt sich demnach, abgesehen von der
allgemeinen Instandhaltung, auf das Ein- und Ausspannen des Sägeblattes, die
Einstellung des Steuerungsmechanismus entsprechend der Zahntheilung und Zahntiefe
und die Anbringung des genannten Anschlages.
Die Fräse hat ungefähr 60mm Durchmesser und macht
90 bis 100 Umdrehungen in der Minute. Die selbstthätige Fortschiebung des
Sägeblattes beträgt 50 bis 60 Zähne in der Minute und dauert demnach das Schärfen
eines Sägeblattes von 8 bis 9m Länge ungefähr 12
Minuten. Eine Fräse soll 50 Sägeblätter schärfen können, bis sie so weit abgenutzt
ist, daſs sie erneuert werden muſs.
Bruchet, Mechaniker in Craon (Mayenne), vertreten durch
Civil-Ingenieur Hébré in Paris (21 rue de Malte),
brachte im Annex bei der Pont de l'Alma eine Schärfmaschine für Bandsägeblätter zur
Ausstellung, bei welcher die Schärfung durch eine Schmirgelscheibe von ungefähr
350mm Durchmesser erfolgt. Das Sägeblatt
befindet sich auf eine ziemliche Länge mit den Seitenflächen horizontal und der
Länge nach gegen die Achse der Schmirgelscheibe entsprechend schief eingestellt,
zwischen Rollen auf einem Schlitten eingespannt und erfährt selbstthätig die
Fortschiebung um eine Zahntheilung nach vollendeter Schärfung jedes Zahnes. Die
Achse der Schmirgelscheibe ist in einem Schlitten gelagert, welcher, am Ständer in
Prismen horizontal geführt, während der Schärfung gegen das Sägeblatt vorgeschoben
und nach vollendeter Schärfung eines Zahnes wieder zurückgezogen wird. Die nach dem
Rückgang der Schmirgelscheibe folgende Fortschiebung des Sägeblattes um eine
Zahntheilung wird wieder durch einen in die Zähne des Bandsägeblattes selbst
eingreifenden Sperrkegel bewirkt.
Neuerdings wurde eine Schärfmaschine für Bandsägeblätter von F. Delerm, Werkstätten-Vorstand der Ecole des
Arts-et-Métiers in Angers, patentirt, welche in Oppermann's Portefeuille économique, 1879 S.
66 zur Veröffentlichung gelangte, und hier im Anschlusse deshalb eingehender
vorgeführt werden soll, weil ihre constructive Durchbildung schon einen gewissen
Grad der Vollkommenheit aufweist, wie er den neueren Schleifmaschinen eigen ist. Bei
dieser Maschine kommt gleichfalls eine Schmirgelscheibe zur Anwendung; die Lager
derselben sind jedoch mit dem Maschinengestelle fest verbunden und das Sägeblatt ist
in einem mit den verschiedenen erforderlichen selbstthätigen Steuerungsbewegungen
ausgerüsteten Supporte eingespannt. Das Bandsägeblatt liegt wie bei der Maschine von
Bruchet mit den Seitenflächen horizontal und der
Länge nach gegen die Achse der Schmirgelscheibe entsprechend schief eingestellt im
Support und erfährt ebenso durch einen in die Zähne desselben eingreifenden
Sperrkegel die Fortschiebung um eine Zahntheilung nach vollendeter Schärfung eines
Zahnes; nur sind hier die Mechanismen für die Einleitung der Steuerungsbewegung
andere und wird beim Schärfen nicht die Schmirgelscheibe gegen das Sägeblatt,
sondern letzteres gegen erstere angeschoben. Auf Taf. 10 zeigt Fig. 4 die
Ansicht und Fig. 5 die
Draufsicht dieser Maschine; in Fig. 6 und
7 sind einige Einzelheiten des Supportes im Durchschnitte
dargestellt.
Auf dem Gestelle A ist oben der Spindelstock
aufgeschraubt, welcher mit einer angegossenen Tragpratze für den Support und einem
zweiten für die Befestigung des die Schmirgelscheibe umgebenden Schirmes versehen
ist. Unten im Gestelle ist die horizontale Antriebswelle gelagert, welche einerseits
die feste und die lose Riemenscheibe B, B',
andererseits die Steuerungsstufenscheibe C und im
Mittel die Riemenscheibe Z trägt. Auf der Achse der
Schmirgelscheibe (Schleifspindel) sitzt zwischen ihren beiden Lagern die
Riemenscheibe X, mit jener Z übereinstimmend, durch welche die Schmirgelscheibe in Umdrehung versetzt
wird. Die Steuerungsstufenscheibe G treibt mittels
eines durch die Spannvorrichtung E gespannten Riemens
die Stufenscheibe D, welche auf der im Supportschlitten
F gelagerten Schneckenwelle aufgekeilt ist. Die
Schnecke überträgt die Bewegung durch ein Rad (in Fig. 6 im
Durchschnitt gezeichnet) auf die Excenterwelle M und
diese bewirkt durch die Excenterstange m (Fig.
5 und 6) die hin-
und hergehende Bewegung des Supportschiebers H im
Schlitten F, senkrecht zur Drehungsachse der
Schmirgelscheibe. Der Supportschlitten F ist in der
Support-Tragpratze in Prismen nach derselben Richtung gerade geführt wie H auf F, wie in Fig.
7 im Durchschnitte ersichtlich ist, und kann durch Drehen der
Schraubenspindel G mittels aufgesteckter Handkurbel
gegen die Schmirgelscheibe verstellt werden, um den Support der Breite des zu
schärfenden Bandsägeblattes entsprechend näher an die Schmirgelscheibe
heranbringen oder von ihr entfernen zu können. Auf dem Supportschieber H ist der Supportobertheil K mittels der im Schlitze h durchgehenden
Schraube befestigt (Fig. 5 und
7) und auf diesem ruht das Sägeblatt, wie in Fig. 5
punktirt angedeutet. Zum Festhalten des letzteren sind am Supportobertheil zwei
durch Federn niedergehaltene Rollen L, L1 und eine Feder I
vorhanden. Durch Lösen der Schlitzschraube h kann der
Supportobertheil entsprechend den anzuschleifenden Flächen schief gegen die Achse
der Schmirgelscheibe eingestellt werden.
Ist die Maschine in Gang gesetzt, so bewirkt die Excenterwelle M den Vorschub des Sägeblattes während der Schärfung
und darauf die Zurückbewegung in die Anfangsstellung, wobei gleichzeitig durch den
Sperrkegel P die Fortschiebung des Sägeblattes auf dem
Supportobertheil um eine Zahntheilung stattfindet. Der Sperrkegel P sitzt an dem im Stücke T
verstellbaren Bolzen U, und T selbst ist in zwei Lagerhülsen N achsial
verschiebbar. Ein um v drehbarer Doppelhebel n greift einerseits an T
und andererseits mit einer Frictionsrolle in den Schlitz des Führungsstückes O ein. Je nach der Stellung dieses Schlitzes wird der
Doppelhebel n bei der hin- und hergehenden Bewegung des
Supportschiebers H Schwingungen mit gröſserem oder
geringerem Ausschlagwinkel vollführen und diese durch T
auf U und P übertragen und
somit die Fortschiebung des Bandsägeblattes bewirken. Das Führungsstück O muſs für jede andere Zahntheilung neu eingestellt
werden; es ist deshalb auf dem durch die Schraubenspindel S verstellbaren Stücke R mittels einer im
Schlitze durchgehenden Schraube befestigt. Der Bolzen U
wird je nach der Breite des Sägeblattes im Stücke T
verstellt, damit stets der Sperrkegel richtig eingreift.
Die Schmirgelscheibe hat 350mm
Durchmesser und macht 1500 Umdrehungen in der Minute. Die Fortschiebung des
Sägeblattes kann bis 200 Zähne in der Minute betragen (ungefähr 2m,5 Blattlänge). Die Antriebsriemenscheiben (fest
und lose) haben je 200mm Durchmesser und 70mm Breite und machen 375 Umdrehungen in der
Minute. Das Gewicht der Maschine beträgt 350k und
ihr Preis 1500 Fr.
Maschine zum gleichzeitigen Schneiden und Stempeln von
Zündhölzchen (Fig. 8
und 9 Taf.
10).
Diese schon in den „Technologischen Mittheilungen“ von Prof. Kick (1878 229 111) genannte
und bezüglich ihrer Arbeitsweise besprochene Maschine von G.
Pernet-Jouffroy in Châlon s/Saône (vgl. *D. R. P. Nr. 314 vom 7. August
1877) ist in Fig. 8 und
9 Taf. 10 in der Seitenansicht und Draufsicht zur Darstellung gebracht.
Zweck derselben ist, die Zündhölzchen während des Schneidens oder Hobelns mit einer
Marke zu versehen, und zwar theils zur Controle, theils zur Reclame. Die Marke wird
mittels eines Farbenstempels aufgedruckt, da hierbei die Holzfaser nicht gedrückt
wird und das Einstempeln der Marke (erhaben oder vertieft) in Hinsicht der Deutlichkeit derselben
nicht befriedigt. Der Vorschub der Holzscheibe gegen das Schneidwerkzeug erfolgt
nach jedem Ruck der Holzscheibe, aus welcher die Zündhölzchen geschnitten werden, so
daſs der Schnitt in einer Spirallinie erfolgt, indem sich die Holzscheibe dabei um
eine Achse dreht.
Die Holzscheibe A ist zwischen Spitzen eingespannt und
dreht sich in dem eisernen Wagen B um eine verticale
Achse. Dieser Wagen bewegt sich, während die Scheibe A
sich dreht, langsam nach dem Schneidwerkzeug F, welches
die Zündhölzchen von der Scheibe A herausschneidet oder
abhobelt. Gegenüber dem Schneidapparat F liegt ein
kleiner Cylinder (Typencylinder) a, welcher einen
doppelten Zweck erfüllt; er bewirkt die Drehung der Scheibe A um ihre Achse und bedruckt den Umfang derselben in der Weise, daſs jedes
der abgehobelten Zündhölzchen seine Marke trägt. Die verticale Achse e des Typencylinders läuft in einem Lagerstuhl a1, der sich über einer
horizontalen Schlittenplatte erhebt; letztere läſst sich auf dem Rahmen C in Führungen gegen die Achse der Holzscheibe A schieben und wird durch die damit verbundene
Zahnstange c und deren Getriebe d mittels eines über die Rolle d1 geschlungenen Riemens, an welchem ein Gewicht
hängt, so in dieser Richtung vorgeschoben, daſs der Typencylinder stets fest am
Scheibenumfange anliegt. Von der Antriebswelle O erhält
nun der Typencylinder a durch Excenter M, Excenterstange N, Hebel
r, Kegelräder g, Achse
s, Zugstange E,
Steuerhebel, Sperrkegel und Sperrrad i eine ruckweise
Bewegung, welche so groſs ist, daſs die Scheibe A bei
jeder Umdrehung der Antriebswelle um die Breite der auf einmal abzutrennenden 6 bis
7 Zündhölzchen weiter gedreht wird. Die so erzielte ruckweise Drehung der
Holzscheibe A wird durch die Spitzen jj' ihrer Achse und die Kegelräder m auf die horizontale Welle w übertragen, welche vorn im Wagen B und
hinten verschiebbar in der Nabe des Rades n im Rahmen
C gelagert ist. Mit n
steht das Zahnrad o in Eingriff, welches auf einer im
Rahmen C gelagerten horizontalen Schraubenspindel
sitzt, die ihr Muttergewinde im Wagen B findet und den
Wagen ruckweise gegen den Schneidapparat vorwärts schiebt. Das Vorwärtsschieben geht
in dem Maſse vor sich, daſs die Hölzchen in stets gleicher Dicke wie von einem
spiralförmig aufgewickelten Bande von der Holzscheibe abgeschnitten werden. Die
Schneidwerkzeuge F werden in der verticalen Führung des
Bockes D mittels der Schubstange und Kurbel H auf- und abbewegt. Der Typencylinder a ist mit einer Farbenzuführungsvorrichtung versehen,
ähnlich denen der Druckpressen.
Siewerdt's Spindelstock für Revolver-Drehbänke (Fig. 1
bis 9 Taf.
11).
Von der Werkzeugmaschinenfabrik Oerlikon bei Zürich war
eine Revolverdrehbank ausgestellt, welche wie Maschinen dieser Art überhaupt insbesondere zur
Schraubenfabrikation dienend mit einem von den gewöhnlichen Constructionen
(repräsentirt durch die in D. p. J. *1877 226 136 mitgetheilte Maschine) abweichenden Spindelstock
mit besonderem Mechanismus für den Drahtvorschub versehen war. Dieser
bemerkenswerthe Spindelstock (vgl. * D. R. P. Nr. 3554 vom 2. December 1877) ist auf
Taf. 11 in Fig. 1 im
Verticalschnitt nach I-II, in Fig. 2 im
Horizontalschnitt nach III-IV und in Fig. 3 im
Querschnitt V-VI senkrecht zur Spindelachse
dargestellt; die Fig. 4 bis
9 zeigen der Reihe nach die Querschnitte der Spindel nach VII bis XII. Der
Holzschnitt endlich zeigt den Spindelstock im perspectivischen Bilde.
Textabbildung Bd. 233, S. 101
Die wie sonst zum Einbringen des Drahtes, aus welchem die Schrauben erzeugt werden
sollen, hohle Spindel A trägt zwischen dem vorderen
Lager und der Stufenscheibe eine am äuſseren Umfange mit Kämmen versehene, als
Zahnstange wirkende, verschiebbare Hülse i, in welche
das Getriebe k eingreift; letzteres steht mit dem
Getriebe l in Eingriff, welches mit dem Handrade m auf gemeinschaftlicher Achse sitzt. Durch Drehen
dieses Handrades kann die Zahnstangenhülse in die in Fig. 1 und
2 gezeichnete Stellung vorwärts oder zurück bewegt werden. Im ersteren
Falle wird der Draht durch den in der Spindel A
eingeschlossenen Mechanismus vorgeschoben und am Ende des Vorschubes festgestellt;
im letzteren Falle bleibt der Draht still stehen und der genannte Mechanismus geht
leer zurück. Das sonst bedingte Abstellen der Maschine und Nachrücken des Eisens mittels
der Hand ist hierdurch vermieden.
Mit der Zahnstangenhülse i ist die Hülse b, welche, in die hohle Spindel verschiebbar
eingepaſst, mit den Ansätzen h, h' (Fig. 2 und
4) in die beiden hinter dem vorderen Spindellager vorhandenen Schlitze
der Spindel A eingreift und dadurch an der relativen
Drehung gegen letztere gehindert ist, bei h durch
Verschraubung verbunden. Im vorderen Ende der Hülse b
sind zwei Zangen f (Fig. 1, 2, 6 und 9) drehbar gelagert, welche bei der Verschiebung der Hülse b den Draht zwischen sich einklemmen und mit
vorschieben, beim Zurückziehen der Hülse b aber frei
über den Draht hinweg gleiten, indem letzterer durch die mittels Federn
angepreſsten, entgegengesetzt gerichteten Zangen f' am
Zurückgehen verhindert ist. Die Zangen f' befinden sich
in dem um den Bolzen a' (Fig. 1 und
7) drehbaren Druckhebel a, an welchem vorn
das Stück c angeschraubt ist. a und c tragen vorn die Einspannbacken,
welche durch Druckschrauben d (Fig. 1) in
radialer Richtung verstellbar und durch die letztere durchdringenden Schrauben e am Herausfallen verhindert sind. In der Hülse b befinden sich noch die Druckbolzen g (Fig. 1, 2
und 5) gelagert.
Wird mittels des Handrades m die Zahnstangenhülse i nach rückwärts bewegt, so folgt die innere Hülse b ebenfalls dieser Bewegung; die Druckbolzen g gleiten zu Ende dieser Bewegung gegen die schiefe
Ebene des Druckhebels a (in Fig. 1
punktirt angedeutet), heben denselben empor und kommen dann unter die gerade
Auslauffläche desselben. Hierdurch wird der Druckhebel vorn niederbewegt, die
Einspannbacken werden geschlossen und halten den Draht während des nun folgenden
Gewindeschneidens und Abdrehens der zu bildenden Schraube fest.
Beim ersten Einspannen von Eisen verschiedener Durchmesser werden die Einspannbacken
durch die Schrauben d centrisch und zugleich
entsprechend dem auf den Druckhebel auszuübenden Drucke angestellt. Beim Verarbeiten
gleicher Eisenstärken bleibt der untere Backen unveränderlich in seiner Lage,
während der Druckhebel a auf oder nieder bewegt wird.
Für verschiedene Eisenstärken müſsen die Zangen f
gewechselt werden; jene f' genügen für Differenzen im
Durchmesser des Arbeitsstückes bis zu 6mm.
Oerlikoner Langlochbohrmaschine mit Fräsapparat (Fig. 10
bis 12 Taf.
11).
Eine im Allgemeinen durch ihre Construction beachtenswerthe Maschine ist noch die in
den Fig. 10 bis 12 Taf. 11
dargestellte Langlochbohrmaschine mit Fräsapparat von der Werkzeugmaschinenfabrik Oerlikon bei Zürich, von welcher mittlerweile die
ausführlichen Zeichnungen im Practischen
Maschinen-Constructeur, 1879 Heft 6 veröffentlicht wurden. Dieselbe besitzt
einen Hohlguſsständer, an welchem vorn die verticalen Prismenleisten zur Führung des
zum Aufspannen des Arbeitsstückes dienenden, vertical verstellbaren Supporttisches
und oben die Prismenleisten zur Führung des horizontal verschiebbaren
Werkzeugträgers angebracht sind. Hinter letzteren sind die Lagerarme für die
Antriebswelle A angegossen. Auf dieser sitzt links die
Antriebstufenscheibe B, im Mittel die den
Spindelantrieb vermittelnde, der Länge nach verschiebbare, durch Feder und Nuth mit
der Antriebswelle verbundene Schnecke C und rechts die
für die hin- und hergehende Bewegung des Werkzeugträgers dienende Stufenscheibe D. Die Schnecke C greift
in das Schneckenrad E, welches auf der durch Feder und
Nuth mit der Spindel G verbundenen, den nachstellbaren
conischen Lagerlauf bildenden Hülse F aufgekeilt ist,
und bewirkt hierdurch die rotirende Bewegung der Spindel selbst. Letztere ist vorn
mit Gewinde zum Aufschrauben eines Futterkopfes versehen, in welchen der Fräsdorn
gespannt wird, zu dessen Stützung ein Lagerarm H mit
verstellbarer Körnerspitze an den Werkzeugträger anzuschrauben ist, wie in Fig.
12 ersichtlich.
Soll die Maschine als Horizontalbohrmaschine verwendet werden, so wird statt des
Fräsdornes und bei abgenommenem Arme H der Bohrer in
den Futterkopf eingespannt. Soll die Maschine dagegen als Verticalbohrmaschine oder
als Fräsmaschine mit verticaler Spindel dienen, so wird der Support J an den Werkzeugträger angeschraubt, an welchem vorn
das vertical verstellbare Spindellager K in Prismen
geführt ist. Die verticale Abwärtsbewegung des letzteren erfolgt beim Langlochbohren
selbstthätig durch das Sperrrad L (Fig. 11),
welches in den Endstellungen des Werkzeugträgers an ähnlich wie Sperrkegel geformte
Anschläge M, M1
anstöſst und die hierdurch erhaltene kleine Drehung durch eine kurze horizontale
Achse und zwei Kegelräder auf die verticale Supportschraubenspindel überträgt, für
welche die Mutter am verticalen Spindellager befestigt ist. Für den Antrieb der
Verticalspindel ist auf der Antriebswelle A eine
Schnurscheibe N vorhanden, welche durch eine über
Leitrollen N1 und N2 geführte Treibschnur
die auf der Spindel feste Schnurscheibe N3 in Umdrehung versetzt. Um die verticale
Verstellung des Spindellagers von Hand bewerkstelligen zu können, ist auf der Achse
O (Fig. 10)
einerseits ein Kurbelviereck und andererseits ein Kegelrad angebracht, welch
letzteres ebenfalls mit dem Kegelrad auf der verticalen Supportschraubenspindel in
Eingriff steht.
Die horizontale Bewegung des Werkzeugträgers auf dem Ständerprisma wird, wie schon
erwähnt, durch die Stufenscheibe D eingeleitet; diese
versetzt die Scheibe D1
und damit die Kupplungshülse T in Umdrehung, welche je
nach der Stellung des Umsteuerungshebels U rechts oder
links mit dem Kegelrad gekuppelt ist und die rechts- oder linksläufige Drehung der
Schneckenwelle V veranlaſst. Die Welle V treibt durch die Schnecke R das Rad
Q; letzteres ist auf der Schraubenspindel P angebracht und setzt diese in Umdrehung, durch deren
am Werkzeugträger feste Mutter endlich dieser selbst horizontal verschoben wird. Die
Umstellung des Umsteuerungshebels U erfolgt nun durch
zwei in der Schiene W in Schlitzen verstellbare
Anschläge. Beim Anlaufen des Werkzeugträgers an den einen oder den anderen dieser
Anschläge wird die Schiene U in horizontaler Richtung
verschoben und hiermit das Zahnradsegment Y, mit
welchem der Hebel Z auf gemeinschaftlicher Achse
befestigt ist, im Kreise gedreht. Von Z erfolgt die
Bewegungsübertragung mittels Zugstange auf den Hebel Z1, welcher mit dem Hebel U fest verbunden ist. Das Schneckenrad Q ist auf der Schraubenspindel P nicht aufgekeilt, sondern conisch aufgepaſst und durch die Griffmutter
X festzustellen oder zu lösen. Bei gelöster
Verbindung zwischen P und Q kann P durch eine auf das viereckige Ende
hinter X aufgesteckte Kurbel von Hand gedreht und
dadurch der Werkzeugträger entsprechend der Lage des Arbeitsstückes angestellt
werden.
Der zum Aufspannen des Arbeitsstückes dienende Supporttisch ist in gewöhnlicher Weise
mit Spankasten und Verstellung in verticaler und horizontaler Richtung versehen, wie
aus den Abbildungen ersichtlich, welche auch die übrigen Constructionseinzelheiten
der Maschine deutlich zeigen, von welchen wir noch die Vorrichtung zum Einspannen
der Bohrer oder Fräser in der Verticalspindel besonders hervorheben, die in Fig.
11 im Durchschnitte dargestellt ist.
Hauptdimensionen der Maschine.
Horizontale Verschiebung des Werkzeugträgers am
Standerprisma
600mm
Verticale Verstellung des Verticalspindellagers
90
Ausladung der Verticalspindel
260
Mittlerer Durchmesser der Horizontalspindel im vorderen
Lager
75
Aeuſserer Durchmesser der hohlen Verticalspindel
50
Durchmesser der Antriebstufenscheibe
195, 250, 305, 360
Stufenbreite derselben
65
Die universelle Verwendbarkeit dieser Maschine als gewöhnliche Horizontal- und
Verticalbohrmaschine mit Handvorschub, als Horizontal- und
Vertical-Langlochbohrmaschine und als Fräsmaschine mit horizontaler oder verticaler
Spindel ist sicher beachtenswerth.
Roy's Universal-Walzwerk für Draht und Feineisen
verschiedener Profile (Fig. 1
bis 5 Taf.
12).
In Fig.
1 bis 5 Taf. 12
ist das früher (1878 229 106) kurz erwähnte Drahtwalzwerk
nach dem Patente von Const. Roy in Witten a. d. Ruhr
(vgl. *D. R. P. Nr. 41 vom 25. Juli 1877) zur Darstellung gebracht. Dasselbe besteht
aus 8 Paar Walzen a1
bis a8, welche in zwei
Ständern und zwei Reihen A und B gelagert sind. Die Walzen sind durch conische Schrauben zu reguliren und
werden durch Zahnräder und Kammwalzen bewegt, welche jedem Paar die erforderliche
Geschwindigkeit ertheilen, die bei jedem zunächst folgenden Kaliber mit der
Verlängerung des Drahtes übereinstimmen muſs. Die Führung des Drahtes von einem
Kaliber zum nächst folgenden daneben liegenden erfolgt durch besondere
Führungsstücke b und c
(Fig. 4), welche ihm zugleich eine Drehung um 90° ertheilen; die Führung
zum nächst folgenden darunter liegenden erfolgt durch Bogenführungsstücke.
Das auf ungefähr 16mm vierkantig vorgewalzte
Material kommt in der nämlichen Hitze durch eine gewöhnliche Führung zwischen die
Walzen a1 und wird hier
in eine ovale Form gedrückt. Auf seinem Wege zu den Walzen a2 geht das ovale Drahtmaterial durch die
Führung b, welche ihm die Drehung um 90° ertheilt, und
tritt in die der Sicherheit wegen am Eingange erweiterte Führung c, die in einiger Entfernung von b auf denselben horizontalen Trägern angebracht ist;
letztere leitet den Draht zwischen die Walzen a2, welche es in eine dem gegebenen Drucke
entsprechend kleinere quadratische Querschnittsform bringen. Nun folgt die
Ueberführung zu den Walzen a3 (Fig. 4) im
Halbkreise, geleitet durch die entsprechend ausgehöhlten Führungen d und e, wovon letztere
gleichfalls der Sicherheit wegen am Eingange erweitert ist. Unterhalb d ist noch eine andere Führung f angebracht, welche Stücke führt, die einen kürzeren Weg als jenen nach
dem Halbkreise nehmen wollen. Dieselbe ruht mittels zweier Ringe g und g1 (Fig. 5) auf
der unteren Walze des Paares a2. g und g1 sind durch das
beiderseits festgeschraubte Querstück h verbunden und
nach Bedürfniſs beweglich. Ist das Längungsverhältniſs des Stabes in den Kalibern
a2 und a3 nicht absolut genau
eingehalten und zieht in Folge dessen a3 das Stück zu schnell an sich, so dreht sich die
Führung f durch Reibung von der unteren Walze a2 mitgenommen abwärts,
wie in Fig. 4 punktirt angedeutet, und verharrt in dieser Lage, bis das Stück
ganz durch a3 gegangen
ist. Ein Gegengewicht führt es darauf wieder in seine frühere Stellung zurück. Der
hier beschriebene Vorgang wiederholt sich mit denselben Führungen in ähnlichen Oval-
und Vierkantkalibern zwischen den folgenden Walzenpaaren. Die Kaliber des letzten
Walzenpaares a8 sind
rund, vierkantig oder flach eingedreht, entsprechend den verlangten Dimensionen des
fertigen Drahtes.
Materialprüfungsmaschinen von E. Chauvin und Marin-Darbel in
Paris (Fig. 6
bis 9 Taf.
12).
Diese Maschinen sind nicht wie die sonst gebräuchlichen Materialprüfungsmaschinen auf
das Princip der Wage basirt; es erfolgt hier die Messung der Materialbeanspruchung
nicht durch auf einen Wagebalken aufgehängte oder auf eine Wageschale aufgelegte
Gewichte, sondern durch eine berechnete, bezieh. empirisch geprüfte und richtig
gestellte Scale an einem Quecksilbermanometer. Zwei schwach conisch geformte, mit geringem
Spielräume zusammengepaſste Scheiben, welche einen durch eine dünne Kautschukmembran
abgeschlossenen Hohlraum einschlieſsen, wirken wie ein Cylinder und dagegen
luftdicht schlieſsender Kolben. Die obere Scheibe (den Cylinder versinnlichend) ruht
festgeschraubt auf den Säulen der Maschine und trägt an der höchsten Stelle eine
Verschluſsschraube; die untere Scheibe (den Kolben darstellend) hängt daran,
zunächst in Folge der beide Theile unten verbindenden Kautschukmembran aa, wie in Fig. 6 Taf.
12 im Durchschnitte dargestellt. Der Hohlraum zwischen beiden Scheiben steht in
Communication mit dem in Fig. 7 links
ersichtlichen U-förmigen Manometerrohre, dessen zweiter offener Schenkel über den
höchsten Punkt der festen oberen Scheibe reicht. Das Manometerrohr ist mit
Quecksilber gefüllt und der Hohlraum zwischen beiden Scheiben mit Wasser, welches
durch die Oeffnung b (Fig. 6)
eingebracht wurde, die nach vollendeter Füllung mittels der Verschluſsschraube
luftdicht abgeschlossen. ist. Nach erfolgter Füllung wirkt die Kautschukmembran nur
mehr als elastische Dichtung zwischen Kolben und Cylinder und der Kolben wird durch
den von unten auf denselben wirkenden Luftdruck getragen In Folge seines Gewichtes
geht der Kolben etwas nach abwärts, dadurch wird der Hohlraum zwischen Kolben und
Cylinder vergröſsert und somit Quecksilber aus dem Manometerrohre in den Hohlraum
gesaugt. Da die Kolbenfläche, auf welche die Luft von unten drückt, relativ groſs
ist, so wird die durch das Eigengewicht des Kolbens bewirkte Depression der
Quecksilbersäule im offenen Rohrschenkel nur gering sein. Längs dieses Rohrschenkels
verschiebbar ist eine Scale angebracht, welche mit ihrem Nullpunkt auf den durch das
Gewicht des Kolbens und der angehängten Theile bedingten Quecksilberstand
eingestellt wird. Erfolgt nun ein Zug nach abwärts auf den Kolben, so wird sich eine
weitere damit übereinstimmende Depression des Quecksilbers einstellen, welche an der
Scale direct abgelesen werden kann. Abgesehen von dem geringen Widerstände der
schwachen Kautschukmembran läſst sich aus der Depression des Quecksilbers der auf
den Kolben ausgeübte Zug in Kilogramm berechnen und danach die Scale anfertigen.
Durch direct am Kolben aufgehängte Gewichte, welche die gleiche Depression des
Quecksilbers hervorbringen, lässt sich die Scale leicht richtig stellen und
bezüglich ihrer Richtigkeit jederzeit prüfen. Hierin liegt aber ein Umstand, welcher
gegen die Anwendung dieses Principes für 15000 bis 100000k durch einen Hebel
übertragenen Zug spricht, wie ihn die groſsen Maschinen von Chauvin und Marin-Darbel aufweisen, von welchen Fig. 7 ein
Bild zeigt, wogegen sich die kleineren Maschinen nach Fig. 8 und
9, wovon letztere zur Prüfung der Festigkeit und Elasticität des
Papieres, der Gespinnste und Gewebe mit einem maximalen Zuge von 30k und erstere zur Prüfung der Festigkeit und
Elasticität der Metalldrähte mit einem maximalen Zuge von 2000k
dient, wegen der leichten Ablesung und einfachen Manipulation wohl als zweckmäſsig
erweisen dürften.
Jedes der drei im Detail verschieden ausgeführten Maschinensysteme besitzt oben die
auf Säulen festgeschraubte Cylinderscheibe und darunter die mittels der
Rautschukmembran damit in Verbindung stehende vertical bewegliche Kolbenscheibe. In
Fig. 7 ist eine Eisenbahnschiene auf Biegung beansprucht gezeichnet. Die
Ausübung des Zuges auf das Probestück erfolgt hier durch Wasserdruck mittels eines
in dem zum hydraulischen Cylinder ausgebildeten unteren Querstück befindlichen
Differentialkolbens und der links gezeichneten Handpumpe. Der Differentialkolben ist
durch das rechts gezeichnete, mittels Doppelhebel damit verbundene Gegengewicht
entlastet und geht durch die Wirkung des letzteren nach aufwärts, sobald das
Wasserabfluſsventil geöffnet ist. Die Uebertragung des Zuges auf die bewegliche
Kolbenscheibe erfolgt durch einen gleichschenkligen Balancier und einen in Schneiden
ruhenden Wagebalken mit einer Hebelübersetzung von ungefähr 1 : 7. An dieser
Maschine ist noch ein Apparat zur graphischen Darstellung der Drehungen angebracht,
welcher in Fig. 7
rechts vom Manometerrohre gezeichnet ist. Auf Verlangen wird hierzu auch ein
Instrument mit zwei Mikroskopen geliefert, welches die Drehungen auf 0mm,05 abzulesen ermöglicht. Bei den beiden
kleineren Maschinen (Fig. 8 und
9) ist das Probestück oben direct an die Kolbenscheibe angehängt und
erfolgt die Ausübung des Zuges durch Handrad und entsprechende, in den Abbildungen
ersichtliche Zwischenglieder von Hand. Die ausgestellt gewesene Maschine nach Fig.
7 ist zur Prüfung von Blechen und Bolzen mit einem maximalen Zuge von
30000k bestimmt und kostet 7000 Franken. Die
Maschine nach Fig. 8 für
2000k maximalen Zug kostet 1800 Fr. und jene
nach Fig. 9 für 30k maximalen Zug 250 Fr.
Eine Maschine nach Fig. 7 für
60000k maximalen Zug kostet 9000 Fr. Nach Fig.
8 werden Maschinen in noch zwei Gröſsen gebaut und zwar für 5000 und
10000k und zum Preise von 3000 und 4200 Fr.
geliefert.
J. P.
Im Anschluſse an die bisher gebrachten Mittheilungen über Werkzeugmaschinen
auf der Pariser Weltausstellung sei es dem Referenten noch gestattet,
bezüglich der übrigen hier nicht besonders genannten beachtenswerthen
„Maschinen zur Bearbeitung der Metalle“ auf den kürzlich
erschienenen offiziellen Bericht zu verweisen: Bericht über die
Weltausstellung in Paris 1878. Herausgegeben mit Unterstützung der k. k.
österreichischen Commission. VI. Heft: Maschinen zur
Bearbeitung der Metalle. Von Josef
Pechan, Maschinen-Ingenieur, Professor für Maschinenbau,
Maschinenzeichnen und mechanische Technologie an der k. k.
Staats-Gewerbeschule in Reichenberg. Mit 100 Textabbildungen. (Wien 1879.
Verlag von Faesy und Frick.)
Reisert's Wägemaschine für feinkörnige und pulverförmige
Materialien (Fig. 10
bis 14 Taf.
12).
Maschinen zum selbstthätigen Verwiegen körniger und pulverförmiger Materialien
gewinnen namentlich zu Controlzwecken immer mehr an Bedeutung; wir erinnern blos an die Einführung
derartiger ununterbrochen wirkender Wagen zur Erhebung der Mahlsteuer seitens der
italienischen Regierung. Eine diesbezügliche deutsche Erfindung, die in Fig.
10 bis 14 Taf. 12
wiedergegebene Wägemaschine von E. Reisert in Köln (*D.
R. P. Nr. 275 vom 3. Juli 1877), war durch ein Oesterreichisches Agenturgeschäft auf
die Ausstellung gebracht.
Dieselbe besteht aus zwei mit einander gabelförmig verbundenen Wagebalken A, welche einerseits ein mit den Hängestangen a und der Bodenklappe b
versehenes Blechgefäſs B, andererseits ein Gewicht C tragen, das dem Gefäſs sammt seinem je nach der
Maschinengröſse 10, 20, 50 oder 100k betragenden
Inhalt das Gleichgewicht zu halten vermag.
Das zu wiegende Material gelangt aus dem Fülltrichter T
im oberen Theil des die Wage um schlieſsenden Gehäuses über eine Walze G in die Gosse K und von
da in das Waggefäſs B, welches durch das Gewicht C über seine Gleichgewichtslage gehoben ist. Das
Material passirt hierbei zwei Klappen E und F. Die erstere (Regulirklappe) ist zwischen Trichter
und Gosse angeordnet und in ihrer Stellung von derjenigen des Wagebalkens dadurch
abhängig gemacht, daſs sich ein auf ihrer Achse s
befestigter Daumen e auf eine Verlängerung des
letzteren legt; die zweite unter der Gosse K
angebrachte Klappe (Absperrklappe) F wird in ihrer
augenblicklichen Lage durch den auf ihrer Achse t
sitzenden Hebel Z erhalten, so lange dessen Nase z an dem im Gehäuse w
drehbar gelagerten Haken x liegt. Das Aufruhen des
Daumens e bezieh. der Regulirklappe E auf dem einen Wagebalkenarm ist in Folge der dadurch
hervorgerufenen Belastung auf der Gefäſsseite des Wagebalkens Ursache, daſs
letzterer in die Gleichgewichtslage tritt und somit das bisher gehobene Waggefäſs
sinkt, noch bevor dasselbe so weit gefüllt ist, daſs sein Inhalt dem Ueberschuss des
Gewichtes C über das leere Gefäſs (dem Einheitsgewicht)
gleichkommt. Dem sinkenden Waggefäſs folgt aber die dabei den Zulauf des Materials
aus dem Fülltrichter T zur Gosse K allmälig hemmende Regulirklappe E, bis sich dieselbe endlich auf die Walze G stützt. Damit hört jedoch die künstliche
Mehrbelastung des Wagebalkens auf und es wird nun zur wirklichen Erreichung seines
Gleichgewichtszustandes der weitere Zulauf des zu wiegenden Materials bis zur vollen
Grösse des Einheitsgewichtes nöthig. Dieser Zulauf erfolgt nunmehr nur ganz schwach
durch die beiden segmentförmigen Ausschnitte u der
geschlossenen Regulirklappe E, und das Gewicht C, dessen Anschlag c sich
mittlerweile an den Haken x gelegt hat, wird langsam
gehoben, bis endlich – der Gleichgewichtslage entsprechend – dieser Haken von der
Nase z des Hebels Z
abgezogen wird. Der frei gewordene Hebel schwingt nun vermöge seines Gewichtes rasch
nach abwärts und schliesst dabei mittels der an seiner Achse t befestigten Absperrklappe F die Gosse K plötzlich ab, so daſs weiter kein Material in das
Waggefäſs gelangen kann.
Dem Absperren des Einlaufes muſs nun die selbstthätige Entleerung des Gefäſses
folgen. Wie eingangs erwähnt, ist dasselbe mit einer Bodenklappe b versehen; dieselbe trägt zwei Gegengewichte m und n, welche sie nur zu
schliessen im Stande sind, so lange das Gefäſs leer ist. Damit nun die Klappe auch
während der Füllung des Gefäſses geschlossen bleibt, hat das eine Gegengewicht m einen Fortsatz, dessen Anschlag q sich gegen eine vom Gefäſs getragene Klinke V legt. Erst wenn nach vollzogener Füllung die
Absperrklappe F durch den fallenden Hebel Z gänzlich geschlossen ist, schlägt letzterer an das
obere Ende der Klinke V, um diese vom Anschlag q abzuziehen und damit die Klappe frei zu machen,
welche nun durch den auf ihr lastenden Gefäſsinhalt zum Zweck der Entleerung des
Waggefäſses aufgedrückt wird. Gleich nach Beginn seiner Entleerung sucht letzteres
vermöge des bei C auftretenden Uebergewichtes zu
steigen und mittels des auf der Hängestange a
aufliegenden Daumens f die Achse t so zu drehen, daſs sich die Absperrklappe F öffnen würde. Diese Klappe muſs indess nothwendig bis
zu der vollständigen Entleerung des Waggefäſses und dem darauf folgenden Schluſs
seiner Bodenklappe b geschlossen bleiben, indem sonst
Material ungewogen die Maschine durchlaufen könnte. Das Steigen des Gefäſses muſs
also auch bis zum bezeichneten Augenblick verhindert werden. Zu diesem Zwecke
schiebt sich beim Oeffnen der Bodenklappe b der
Fortsatz ihres Gegengewichtes m unter die Klinke V, deren Anschlag v sich
in Folge dessen gegen das untere Ende des Hebels Z
legt, welcher dadurch gleichzeitig mit dem auf seiner Achse sitzenden Daumen f derart festgestellt wird, daſs letzterer das Steigen
des Waggefäſses unmöglich macht (Fig. 14).
Erst, wenn dessen ganzer Inhalt von der Klappe b
abgelaufen ist, kann sich diese unter dem Einflüsse ihrer Gegengewichte m und n schliessen, die
Klinke F fällt nun in ihre ursprüngliche Lage (Fig.
11) zur Sicherung des Gefäſsschluſses zurück, der Hebel Z wird dadurch frei und das Waggefäſs kann endlich
steigen. Die Hängestange a nimmt dabei den Daumen f mit, wodurch die Absperrklappe F geöffnet und dem Hebel Z
eine solche Drehung ertheilt wird, daſs sich dessen Nase z wieder hinter den mittlerweile vom Anschlag c frei gewordenen Haken x legen muſs.
Gleichzeitig hat aber der steigende Wagebalkenarm den Daumen e gehoben und damit auch die Regulirklappe E
geöffnet, so daſs das zu wiegende Material nun wieder in einem vollen Strome sich in
das Waggefäſs ergiessen und das Spiel von Neuem beginnen kann.
Zur Bestimmung des durch irgend eine Anzahl von solchen Spielen gewogenen Materials
dient ein Zählwerk J, welches durch einen auf der Achse
t der Absperrklappe F
befestigten Hebel geschaltet wird, sobald diese Klappe die Einlaufgosse absperrt.
Für die Richtigkeit der Zählwerksangaben ist es von Wesenheit, daſs innerhalb
mehrerer Spiele der Wage eine nur theilweise Entleerung des Waggefäſses durch die bereits erörterte
Wirkungsweise seiner Bodenklappe niemals möglich ist. Auch werden etwaige
Schwankungen des Waggefäſses B und des Gewichtes C bei Beginn jeder Füllung durch die Keilstücke y (Fig. 14)
aufgehoben, welche sich beim Steigen des Gefäſses zwischen entsprechende Anschläge
am Gehäuse schieben.
Das willkürliche Abstellen der Maschine ist durch einen Haken R ermöglicht; wird dessen Handhabe r gehoben,
so fasst er die Nase z des fallenden Hebels Z, wodurch
dieser festgestellt und das Waggefäſs an dem die neue Füllung einleitenden Steigen
gehindert wird.
Neuerdings wurde diese Maschine dahin verbessert (* D. R. P. Zusatz Nr. 6478 vom 17.
November 1878), daſs das leere Waggefäſs durch ein besonderes als Gehänge
construirtes Gegengewicht ausbalancirt ist, in welches dann noch ein gewöhnliches
Handelsgewicht (Gewichtsstein) gestellt wird. Nimmt man dieses Gewicht, welches
natürlich der jeweiligen Füllung des Waggefäſses entspricht, ab, so muſs die leere
Wage zwischen zwei am Gestell angebrachten Zeigern genau einspielen, so daſs sich
ihre Richtigkeit jederzeit leicht feststellen läſst.
H–s.
Tafeln