| Titel: | Zur chemischen Technologie des Glases. |
| Fundstelle: | Band 233, Jahrgang 1879, S. 217 |
| Download: | XML |
Zur chemischen Technologie des
Glases.
Mit Abbildungen auf Tafel 23.
(Fortsetzung des Berichtes Bd. 232 S.
522.)
Zur chemischen Technologie des Glases.
Herstellung von Hohlglas. Bekanntlich gab schon Collignon (*1863 168 15)
eine Zange zum Formen der Flaschenhälse an. J. Krause
in Berlin (*D. R. P. Nr. 386 vom 29. Juli 1877. Inzwischen erloschen) verbindet
damit eine Vorrichtung zur Herstellung von Schraubengewinden im Innern von Flaschenhälsen
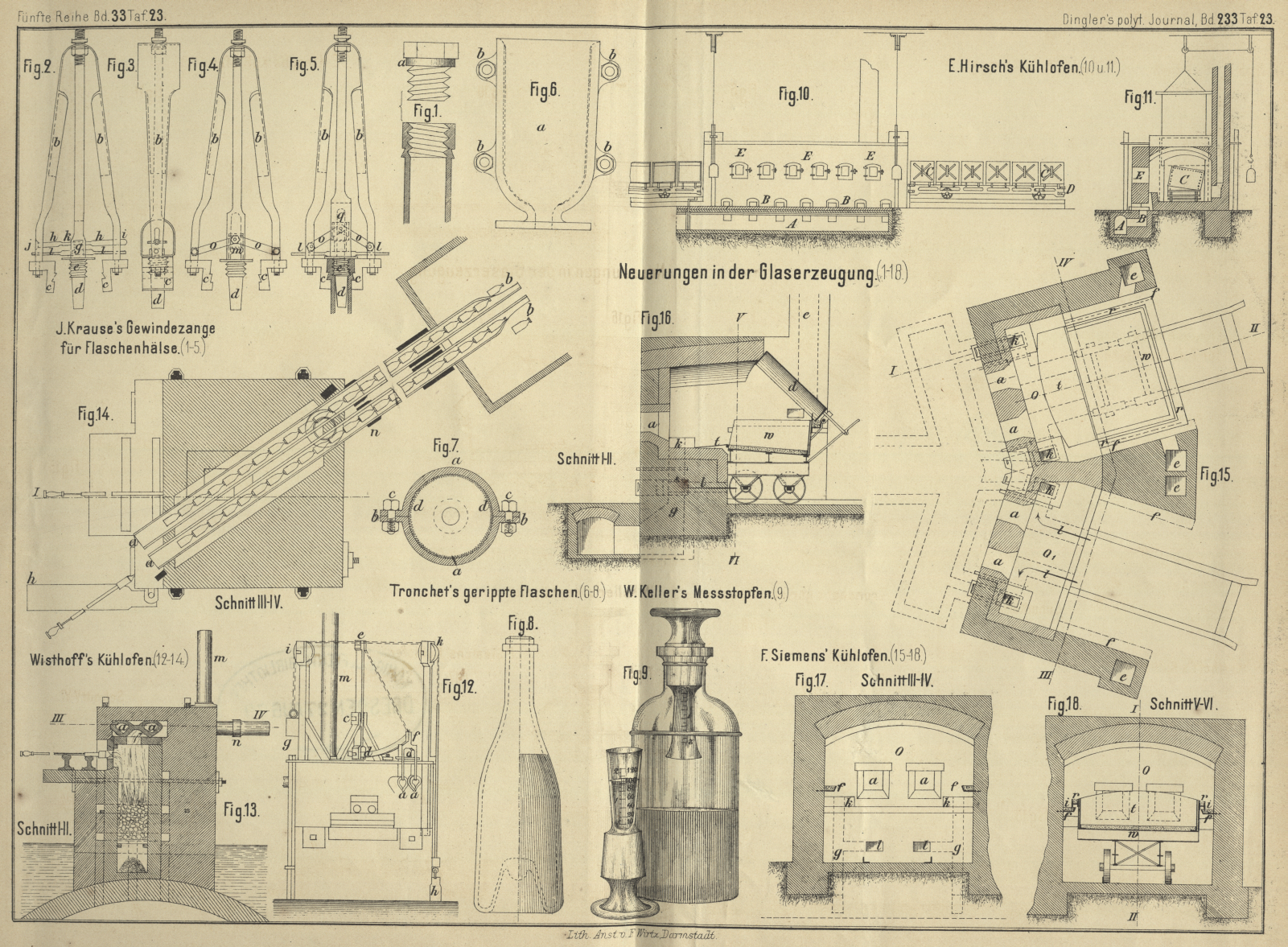
(vgl. * 1854 131 173. *1878 230 282). Auf Taf. 23 zeigt Fig. 1
zunächst den Durchschnitt eines damit hergestellten fertigen Flaschenhalses mit
zugehörigem Stopfen; zur besseren Dichtung wird eine Gummiplatte a unter den Knopf geschoben. Fig. 2 und
3 veranschaulichen die Zange. An den beiden Schenkeln b der Zange ist die Form c
befestigt, welche den äuſseren Rand des Flaschenhalses bildet. Der an seinem oberen
Theile mit einem Schraubengewinde e versehene Zapfen
d bewegt sich unabhängig von der Form c und hat einen viereckig geformten Kopf g. Die in der Mitte plattenförmige Querstange h ist an dem einen Schenkel der Zange bei j befestigt, während er den anderen Schenkel bei i beweglich durchdringt. Diese Querstange ist an ihrem
mittleren platten Theile mit einer Oeffnung k versehen,
welche an dem einen Ende rund, an dem anderen viereckig geformt ist. Die zweite
Querstange l dient als Träger des beweglichen Zapfens
d. Wenn diese Zange auf den noch weichen
Flaschenhals aufgesetzt und geschlossen wird, so steht der viereckige Kopf des
Zapfens d, welcher im Innern des Halses das
Schraubengewinde abdrückt, in dem runden Theil der Plattenöffnung k, kann also die Umdrehung mit der Flasche machen. Ist
der äuſsere Rand des Halses geformt, so öffnet man die Zange, und nun treibt die
Querstange h den viereckigen Kopf g des Zapfens d in den
viereckigen Theil der Plattenöffnung k und hält den
Zapfen d dort fest, so daſs einige weitere Umdrehungen
genügen, ihn aus dem Flaschenhals zu entfernen. Das Schraubengewinde ist somit
hergestellt.
Eine andere Art den Schraubenzapfen d festzuhalten, oder
sich bewegen zu lassen, zeigt Fig. 4. In
die am Kopfe des Zapfens angebrachten Zähne greift, sobald die Zange geöffnet wird,
der ebenfalls gezahnte Block m ein und verhindert so
die Umdrehung des Zapfens. Die Hebel o vermitteln die
Bewegung, je nachdem die Zange geschlossen oder geöffnet wird, und somit das Lösen
und Festhalten des Zapfens. Bei der in Fig. 5
dargestellten sonst gleichen Zange wird der Zapfen d
festgehalten, indem er beim Oeffnen der Zange in die im Block m befindliche viereckige Oeffnung eintritt.
Eine Form für gerippte Flaschen beschreibt J. Tronchet in Epernay (*D. R. P. Nr. 1309 vom 6.
November 1877). Die aus Guſseisen oder Bronze hergestellte Form besteht aus zwei
gleichen halbcylindrischen Theilen a (Fig. 6 und
7 Taf. 23), welche mittels der durch die Ohren b gesteckten Bolzen c zusammengehalten
werden. Die Form ist auf ihrer ganzen inneren Fläche mit einer Reihe von
dreieckigen, 1,5 bis 2mrn tiefen Rillen versehen.
Die geringe Adhäsion des Metalles für das Glas verhindert letzteres, sich an die
Seiten der Form vollständig anzuschmiegen, und dadurch bildet das Aeuſsere der
Flasche (Fig. 8) eine
polygonale Fläche, welche aus einer Unzahl von kleinen Facetten zusammengesetzt ist. Die darin
befindliche Flüssigkeit wird dadurch nicht ihrer Klarheit und ihres Glanzes beraubt,
sondern soll im Gegentheil die gröſste Durchsichtigkeit und Schönheit erhalten. Da
auſserdem die Rippen sich auch über den Boden erstrecken, so gleiten derartige
Flaschen weniger leicht aus als gewöhnliche.
W. L. Keller in Baltimore (Scientific American, 1878 Bd. 39 S. 265) schmilzt unten an den
eingeschliffenen Glasstopfen ein kleines Meſsgefäſs an, wie Fig. 9 Taf.
23 zeigt. Da der Stopfen oben vollkommen eben ist, so läſst sich das Meſsgefäſs auch
aufstellen. Für manche Zwecke dürfte sich diese Einrichtung empfehlen. (Vgl. 1854
132 185. *1855 138 89.
*1870 196 121.)
Kühlöfen. Im Anschluſs an die in D. p. J. beschriebenen Kühlöfen von Neville (1858 147 342), Fincham (*1859 154 175), Dillinger (*1866 182 19) und
Bievez (*1868 189 312)
möge zunächst der Vorschlag von R. Gottheil in Berlin
(*D. R. P. Nr. 102 vom 17. Juli 1877) erwähnt werden, dessen Kühlmethode im
Wesentlichen darin besteht, daſs die zu kühlenden Glassachen, wie sie von der Pfeife
oder auch von der Form kommen., sofort auf erwärmte Metalluntersätze gebracht und
durch Kapseln, die sich möglichst nahe an die Gestalt der Waare anschlieſsen, ohne
dieselbe zu berühren, gegen jeden Luftzutritt geschützt werden. Auſserdem werden
noch, um eine zu schnelle und dadurch ungleichmäſsige Abkühlung von starkwandigen
Theilen der Waare zu vermeiden, denselben erwärmte starkwandige Metallstücke
genähert, welche die zu schnelle Abkühlung der äuſseren Schicht dieser stärker
gehaltenen Theile der Glaswaare verhindern und eine gleichmäſsige Abkühlung der
äuſseren und inneren Schichten der starkwandigen Theile und dadurch deren groſse
Haltbarkeit verursachen. – So gut dieses Verfahren ohne Frage ist, so wenig dürfte
es sich doch für den Groſsbetrieb eignen.
Der Kühlofen für Hohlglas von E. F. W.
Hirsch in Radeberg (*D. R. P. Nr. 2081 vom 7. August 1877) besteht, wie
Seitenansicht und Durchschnitt Fig. 10 und
11 Taf. 23 zeigen, aus einem Kühlraum, in welchem ähnlich wie beim
Kanalofen von Dillinger (*1866 182 19) und Bock (*1875 216 200) auf Schienen Wagen laufen. Die Wagen sind einfache eiserne
Gestelle, auf denen die etwas nach hinten geneigten Kühlkästen C stehen, welche mit der offenen Seite den
Beschickungsöffnungen E im Ofen gegenüber stehen, so
daſs sie leicht gefüllt werden können. Ist dies geschehen, so werden die an beiden
Enden des Ofens befindlichen eisernen Schiebethüren geöffnet. Nun schiebt man den
Wagen heraus, schlieſst die gefüllten Kästen durch einfache Deckel, wie die auf dem
Wagen D stehenden Kästen zeigen, und läſst bis zum
völligen Erkalten stehen. Inzwischen ist von der entgegengesetzten Seite des Ofens
der leere Wagen eingeschoben, worauf die Schiebethüren wieder geschlossen werden. Das
durch die Kanäle A und B
zugeführte Gas erhitzt beim Verbrennen die Kästen rasch auf die Temperatur, welche
erforderlich ist, um die fertig geblasenen Gegenstände aufnehmen zu können. Während
dieser Wagen gefüllt wird, wird der andere sich so weit abgekühlt haben, daſs er
entleert und wieder in den Ofen geschoben werden kann.
F. Wisthoff in Königssteele (*D. R. P. Nr. 3307 vom 14.
Mai 1878) hat eine röhrenförmige Kühlvorrichtung für kleine Flaschen angegeben. Auf
Taf. 23 ist in Fig. 12 die
Ansicht, in Fig. 13 der
Querschnitt I-II und in Fig. 14 der
Horizontalschnitt III-IV dargestellt. In der Höhe III-IV einer gewöhnlichen Trommel zum Aufwärmen des
Glases sollen an Stelle des bisher üblichen Kühlofens zwei thönerne Röhren a mit herzförmigem Querschnitt in schräger Richtung auf
den Ofen gelegt werden. Die durch den durchbrochenen Deckstein steigende Flamme
umspült dieselben bis zum Schornsteine m. Die fertigen
Gläser werden von dem Arbeiter, der das Einbrennen der Mündungen besorgt, in eine
der Röhren a vorn niedergelegt und jedesmal um eine
Glaslänge vorgeschoben, bis sie die ganze Röhre der Länge nach ausfüllen. Die
Thonröhren, am Anfang rothglühend, kühlen sich bis n so
weit ab, daſs die Fortsetzung in demselben Querschnitt aus Eisenblech bestehen kann.
Die eisernen Röhren erhalten eine kleine Neigung und bei b fällt das abgekühlte Glas in einen Behälter. Das Vorschieben der Gläser
geschieht von demselben Arbeiter durch einen Fuſstritt mittels folgender
Vorrichtung. Um den durch zwei Stützen befestigten Bolzen c dreht sich der Hebel ed, an dem bei d mittels eines Drehbolzens eine nach unten gebogene
Gabel f befestigt ist, deren Spitzen bis zu einer durch
den Stift o bestimmten Tiefe in die geöffneten Röhren
a reichen. Eine Kette verbindet die Enden e und f, eine andere geht
von e nach vorn über die Rolle k zum Trittbret h und nach hinten über die
Rolle i zum Gegengewicht g. Beim Senken des Trittbretes schieben die Gabelspitzen die Gläser vor
und beim Heben des Fuſses geht die Vorrichtung in die frühere Stellung zurück.
F. Siemens in Dresden (Glashütte, 1879 S. 66) hat ein neues Kühlverfahren eingerichtet, welches
namentlich für die Glaschmelzwannen bestimmt ist und die geblasenen Flaschen schon
nach 2 bis 4 Stunden versandtfähig liefert. Dasselbe besteht für einen Schmelzofen
aus zwei beständig heiſs gehaltenen, mit eigenthümlich eingerichteten Kühlwagen
versehenen Wärmeöfen, deren Temperatur mindestens um 200° höher gehalten wird, wie
die der gewöhnlichen Kühlöfen. Fig. 15 bis
18 Taf. 23 stellen die Ofenanlage in Grundriſs und Querschnitten dar. Die
nach hinten offenen Oefen O und O1 werden mittels gewöhnlicher Gas- und
Luftzuführungskanäle g, l und den aufrechten
Brennkanälen k geheitzt; die Rauchgase entweichen aus
den kleinen Essen e. Die Wagen haben flachen Boden und
doppelte Wandbleche, welche oben in eine doppelte Rinne r auslaufen. Die obere Rinne bildet den Sandverschluſs, in welchen der mit
vorspringendem Rande versehene Deckel d eingreift; die
Flügel i der unteren Rinne dagegen bilden mit den
beiden im Ofen fest eingemauerten Flügelblechen f zwei
bewegliche Sand Verschlüsse, so daſs nach dem Einfahren des Wagens der obere
Ofenraum vom unteren ganz abgeschlossen ist. Der gewölbte und mit Schutzblech
versehene Deckel d bildet nach dem Aufklappen den
Verschluſs für die Ofenkammer Fig.
16.
Durch die in der vorderen Seite der Ofenkammer angebrachten Oeffnungen a werden die Flaschen o. dgl. auf den mit Sand
bedeckten Boden des Wagens gelegt oder gestellt. Die äuſseren Flaschen berühren nur
die innere doppelte Wand und kommen daher nirgend mit der rasch abkühlenden
Auſsenwand des Wagens in directe Berührung. Nachdem der Boden des Wagens ganz
besetzt ist, wird der Deckel, welcher während dieser Zeit als hinteres Ofengewölbe
gedient hatte, in den oberen Sandverschluſs r
herabgelassen und der ganze Wagen aus dem Ofen gezogen, um fortgeführt und der
Abkühlung an der Luft ausgesetzt zu werden. Ein neuer kalter Wagen mit Deckel wird
sofort wieder in den Ofen geschoben, der Deckel aufgeklappt und somit der Verschluſs
des Ofens nach hinten wieder hergestellt und gleichzeitig die Abtrennung des oberen
Theiles der Ofenkammer von dem unteren durch den beweglichen Sandverschluſs wieder
bewerkstelligt.
Durch diese Anordnung wird erreicht, daſs im oberen Ofenraume, direct auf den
Sandboden des Wagens und die Flaschen wirkend, eine intensive Hitze erzeugt werden
kann, ohne den unteren Theil des Ofenraumes mit zu erwärmen und somit den
eigentlichen Wagen vollständig vor der Verbrennung zu schützen. Auch der Deckel ist
dadurch vor der Verbrennung geschützt, daſs er nicht im Ofen der vollen Hitze
ausgesetzt, sondern als Auſsenwand zum Verschluſs der Ofenkammer dient. Um die
Kühlung der unteren durch den beweglichen Sandverschluſs abgetrennten Ofenkammer und
des darin stehenden Wagens noch zu vervollständigen, läſst man die zur Verbrennung
des Gases dienende Luft in den hinteren offenen Theil dieses Raumes eintreten, um,
wie die Pfeile in Fig. 15 und
16 darstellen, am vorderen Theile desselben in die Brennkanäle k eingeführt zu werden.
Wie aus der Zeichnung des Kühlwagens ersichtlich, ist der Sandverschluſs für den
Deckel nur auf drei Seiten durchgeführt, während die vordere Seite ohne
Sandverschluſs durch eine heraufklappende Blechthür t
verschlossen wird. Diese Anordnung ist deswegen nöthig, weil man sonst die Flaschen
oder sonstige Glaswaaren nicht gut auf den Boden des Wagens aufstellen könnte.
Nachdem der Wagen in den Ofen eingefahren ist, wird erst der Deckel d aufgeklappt und darauf die vordere Blechthür t niedergelegt, während vor dem Ausfahren erst die Blechthür t aufgeklappt und dann der Deckel d geschlossen wird. Der vordere Rand des Deckels d hält durch Uebergreifen die Blechthür t in ihrer aufrecht stehenden Lage fest und
verschlieſst auch den Wagen, wenn auch nicht so wie durch den Sandverschluſs an den
übrigen drei Seiten des Wagens. Da die Waare aber nur die drei verschlossenen Seiten
des Wagens berührt, während vorn so wie so ein freier Raum bleibt, so ist ein
vollkommener Verschluſs und eine doppelte Blech wand selbstverständlich auf dieser
Seite auch nicht erforderlich.
Tafeln