| Titel: | Carl Pfaff's Rückenführung für Bandsägen. |
| Fundstelle: | Band 233, Jahrgang 1879, S. 276 |
| Download: | XML |
Carl Pfaff's Rückenführung für Bandsägen.
Mit einer Abbildung auf Tafel 25.
Pfaff's Rückenführung für Bandsägen.
Von Carl Pfaff, Maschinenfabrikant in
Ottakring bei Wien, wurde eine Rückenführung construirt
und in der Oesterreichischen Gewerkszeitung, 1879 S. 69 zur
Veröffentlichung gebracht, welche nicht nur so einfach ist, daſs sie leicht an jeder
Bandsäge angebracht werden kann, sondern auch das Blatt in vorzüglicher Weise stützt und führt.
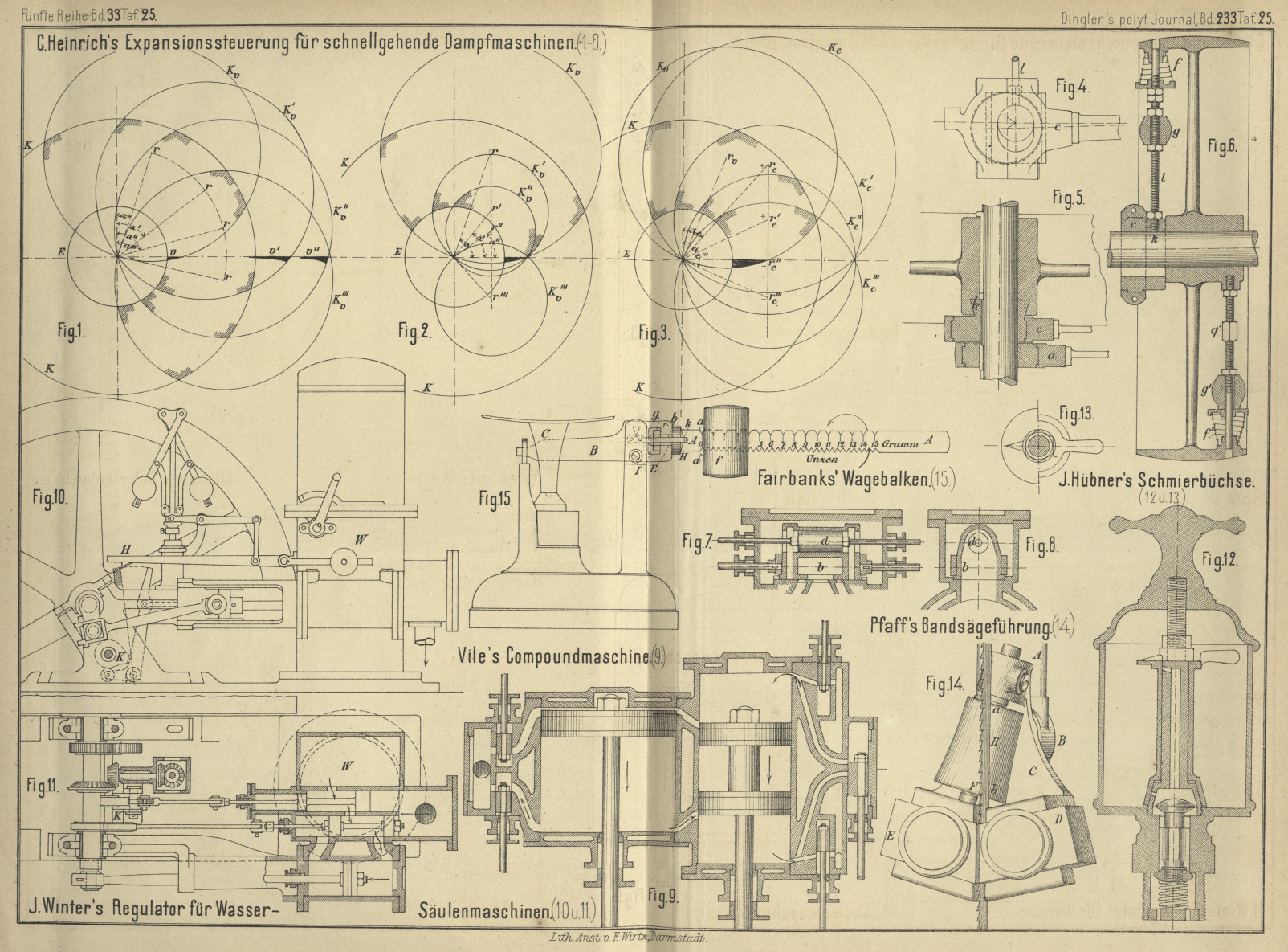
Fig. 14 Taf. 25 zeigt diese Vorrichtung. A
ist ein neben dem Sägeblatt herabgehender Arm, in dessen unteres Ende in eine Hülse
B das Stück C durch
eine Schraube eingeklemmt wird. Dieses Stück trägt, durch Schrauben eingespannt, die
als Seitenführung dienenden Holzbacken D und E und eine Rolle H für die
Rückenführung. Die eigentümliche Form und Lagerung dieser Rolle bildet das
Wesentliche der ganzen Vorrichtung. Bei horizontaler Rollenachse würde das Sägeblatt
die Rolle am Mantel in einem Punkte, bei verticaler Stellung nach einer Geraden von
der Länge der Rolle berühren, und es würden die früher besprochenen Uebelstände sehr
bald auftreten.
Die Säge soll die Rolle zum Zwecke einer geringen Abnutzung vom Punkte a bis zum Punkte b
berühren und die Rolle selbstthätig zur Drehung (von geringer Geschwindigkeit)
bringen. Zu diesem Zwecke ist die Achse geneigt und die Mantelfläche der Rolle nach
einem Hyperboloïd geformt. Dadurch erhält man einerseits eine Rotationsfläche und
andererseits ist die Berührung auf der Mantelfläche nach einer Geraden ab ermöglicht. In Folge des Umstandes, daſs der Druck
der Säge auf die Rolle im unteren gröſseren Theile der Linie ab so stattfindet, daſs derselbe nicht durch die Drehungsachse geht,
ergibt sich ein Drehungsmoment von links nach rechts, welches bei sorgfältiger
Rollenlagerung eine Drehung der Rolle mit mäſsiger Tourenzahl verursacht. Die Rolle
erhält etwa 300 bis 400 Umdrehungen in der Minute, d. i. eine Tourenzahl, welche
keine Erhitzung der sich berührenden Theile hervorbringt und auch als sehr gering
bezeichnet werden kann gegen diejenige, welche eine Rolle mit horizontaler
Drehungsachse erhalten würde. Auch läſst sich hier ohne Schwierigkeit eine
sorgfältige Schmierung der Rollenlager anordnen. Die Rolle läuft nämlich zwischen
zwei Spitzen und die obere derselben, wie auch die Rolle, ist in der Achse
durchbohrt für die Zuführung des Schmiermaterials. Das Schmierloch wird zur
Abhaltung des Staubes durch einen Pfropf verschlossen. Die Spitze F ist in eine Bohrung eingelegt und die obere Spitze
wird durch eine Schraube in der cylindrischen Bohrung befestigt. Diese Schraube
drückt gegen einen ebenen Theil des Cylinders der Spitze. Diese Spitze darf nicht
durch eine Stellschraube ersetzt werden, da bei letzterer sich der Druck zwischen
den Spitzen und der Rolle der Beurtheilung entzieht und in Folge dessen leicht eine
unzweckmäſsige Pressung dieser Theile und damit der Stillstand der Rolle
herbeigeführt wird. Die Spitzen und die Rolle sind aus Stahl. Man hat auch Versuche
gemacht, die Rolle aus geschliffenem Hartguſs herzustellen.
Die Drehung der Rolle hat noch die wohlthätige Folge, daſs das Blatt beständig gegen
den Holzbacken D geführt wird, wodurch das Vibriren in
der Richtung senkrecht zur Blattebene (und damit die Gefahr des Verlaufens) des
Sägeblattes vermindert wird. Endlich unterliegt es keiner Schwierigkeit, der Länge
der Berührungsfläche nach ab eine den
Druckverhältnissen entsprechende Gröſse zu geben und die Rolle in Folge der
Drehbarkeit um den Zapfen B in die richtige Stellung zu
bringen.
Tafeln