| Titel: | Apparat zum Härten von Stahlhohlkörpern; von W. Lorenz in Karlsruhe. |
| Autor: | J. P. |
| Fundstelle: | Band 235, Jahrgang 1880, S. 184 |
| Download: | XML |
Apparat zum Härten von Stahlhohlkörpern; von
W. Lorenz in
Karlsruhe.
Mit Abbildungen auf Tafel 18.
W. Lorenz's Härteapparat für Stahlhohlkörper.
Erfahrungsgemäſs sind die bisher bekannten und angewendeten Manipulationen zum Härten
von Hohlkörpern oder Werkzeugen aus Stahl (Matrizen, Züge, Fräser u. dgl.) mehr oder
weniger mit der Unsicherheit verknüpft, daſs die Körper während der Abkühlung oder
nachher zerspringen. Die Ursache hierfür wird nun einerseits häufig in der Qualität
des Stahles gesucht, aus welchem das verunglückte Stück hergestellt wurde. Mancher
Fabrikant oder Beamte behandelt andererseits seinen mit dem Härten betrauten
Arbeiter wie einen Künstler und macht sich von demselben abhängig, um sich vor Schaden zu schützen,
welcher aus ungeschickter Behandlung des zu härtenden Stückes entspringt, und
letzteres ist in gewisser Hinsicht nicht unberechtigt; denn die Ursache, in welcher
das Zerspringen der Körper beim Härten zu suchen ist, liegt
lediglich in der Art und Weise der Abkühlung, nach welcher die
Zusammenziehung des Materials nicht proportional den in normaler Richtung von auſsen
nach innen sich vermindernden Querschnitten erfolgen kann. Es entstehen in Folge der
gehinderten Zusammenziehung unausbleiblich Spannungen, durch deren Einwirkung die
Körper ihre ursprüngliche Form verändern und immer gröſser werden, oder zerspringen.
Zur Vermeidung dieses Uebelstandes wendet W. Lorenz
eine naturgemäſse Methode an, indem er die ohne Zusatz von Chemikalien in
Holzkohlenfeuer erwärmten hohlen Gegen, stände in einem Apparate (* D. R. P. Nr.
6606 vom 3. December 1878) je nach deren Form und Gröſse oder Zweck zuerst von innen
und dann von auſsen oder von auſsen und innen gleichzeitig mit reinem kaltem
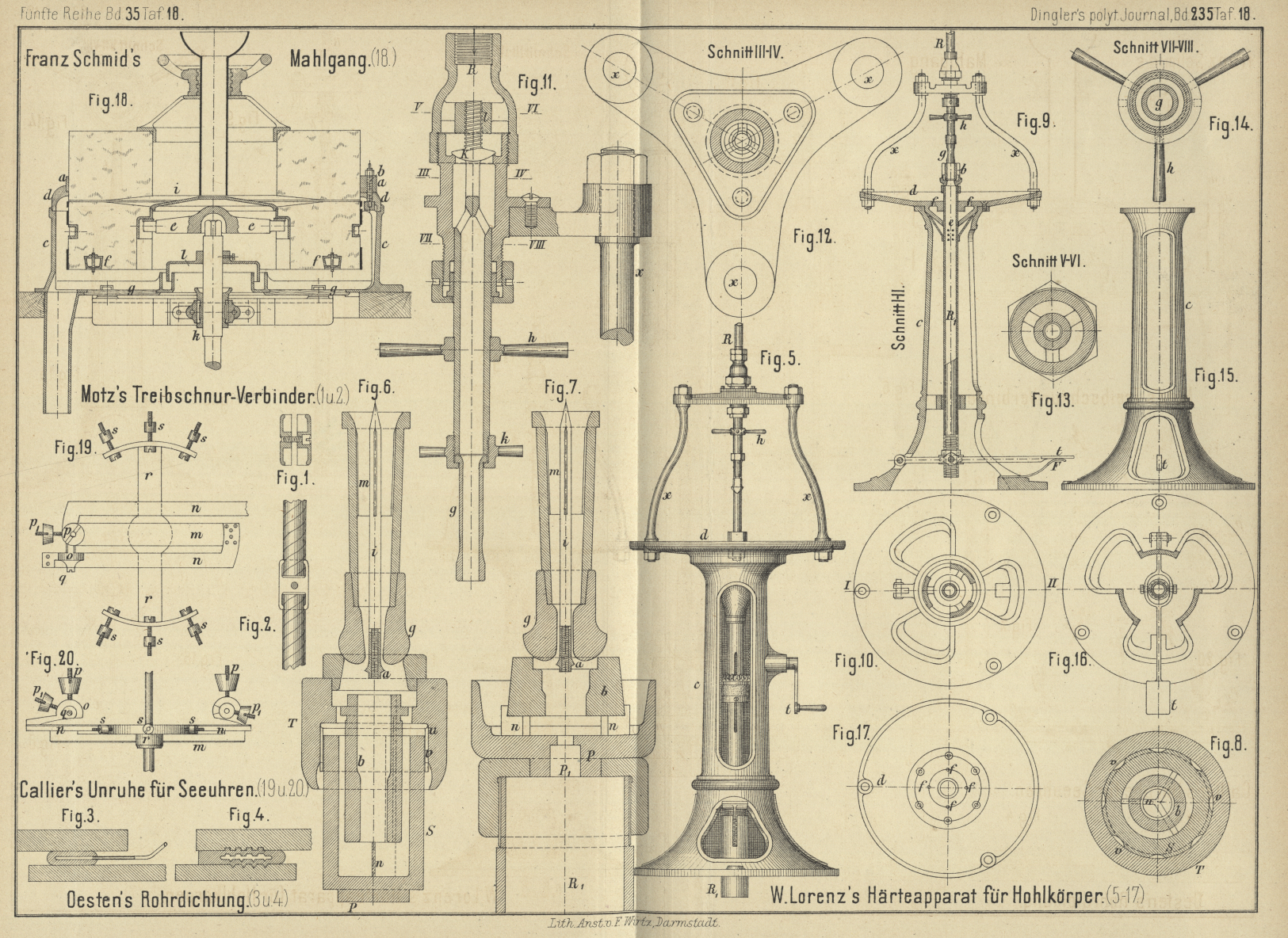
Brunnenwasser abkühlt. Dieser recht sinnreiche Apparat ist in Fig. 5 bis
17 Taf. 18 dargestellt.
Die Hohlkörper b (Fig. 6 und
8) werden in entsprechend geformte, sie einschlieſsende Büchsen T gelegt und ruhen auf dünnen Stützen n, so daſs das Kühlwasser unter dem Körper durchgehen
und an der äuſseren Wandung wieder aufsteigen kann. Fig. 5 zeigt
die Ansicht und Fig. 9 den
Durchschnitt des vollständigen Härteapparates in der Richtung I-II des darunter
befindlichen Grundrisses Fig. 10.
Durch ein Zufluſsrohr R strömt das Wasser in ein
Mundstück, welches in Fig. 11 im
Längsschnitt dargestellt ist. Das ganze Mundstück wird von drei Stützen x gehalten, welche, wie aus dem Schnitt nach III-IV
Fig. 12 ersehen werden kann, auf dem Teller d (Fig. 9)
aufgeschraubt sind. Direct unter dem Mundstück ist der Behälter T aufgestellt, der den zu härtenden Körper in sich
schlieſst, und unter diesem befindet sich ein Abfluſsrohr R1, durch welches das gebrauchte Wasser
wieder ausläuft. Das Rohr R1 ist durch den Tritt t (oder Räder Vorgelege
Fig. 5) nach unten zu bewegen, um die zur Härtung gelangenden
Stahlhohlkörper in die vorgeschriebene Lage bringen zu können, wird aber während der
Arbeit selbst in der darauf gesetzten Büchse S (Fig.
6 und 8) durch die
Feder F fest und dicht schlieſsend gegen das Mundstück
gedrückt.
Der Härteproceſs wird nun in folgender Weise vorgenommen: Nachdem
der Tritt t heruntergedrückt ist, wird der erhitzte
Stahlkörper unter das Ende g des Mundstückes gebracht
und nimmt alsdann die in Fig. 6, 7
und 9 näher gezeichnete Lage ein. Durch eine Drehung am Griffe h, bezieh. der Schraube l
(Fig. 11) wird nun das Kegelventil K mehr
oder weniger geöffnet und dadurch der Wasserzufluſs regulirt. Bei gewöhnlichen
Hohlcylindern geschieht die Zuleitung durch ein einfaches Ansatzrohr g
Fig.
11. Das durch die Oeffnung des Körpers strömende Wasser flieſst sofort
durch das Rohr R1 ab,
während das etwa zur Auſsenkühlung benutzte oder sonst überflieſsende Wasser auf den
Teller d fällt, durch die Oeffnungen f (Fig. 9 und
17) in einem Trichter aufgefangen wird und schlieſslich durch die im
Rohre R1 bei e eingebohrten Löcher ebenfalls ausläuft.
Bei Hohlkörpern von complicirteren Formen, wie sie bei der
Fabrikation von Metallpatronenhülsen zur Anwendung kommen, wird für die Zuleitung
des Kühlwassers ein Mundstück g
Fig.
6 und 7 benutzt,
in dessen oberen Theil noch ein mit einer dreiflügeligen Führung versehenes
cylindrisches Stück i eingesetzt ist, welches unten ein
Gewinde trägt, um die Spindel a aufzunehmen. Dieselbe
hat den Zweck, einestheils die Durchströmungsöffnung zu erweitern bezieh. zu verengern,
anderentheils aber das zuströmende Wasser auf die Auſsen- oder Innenseite des
Körpers zu lenken, je nachdem es die Form des betreffenden Werkzeuges verlangt.
In Fig. 7 z.B.
empfängt der Hohlkörper b zuerst seine Kühlung von
innen und darauf durch das hier durchströmende Wasser erst von auſsen. In Fig.
6 dagegen wird die Kühlung gleichzeitig von beiden Seiten bewirkt, indem
zur Aufnahme der zu härtenden Körper ein anderer Behälter S, wie aus Fig. 8
ersichtlich, verwendet ist, dessen Fuſsende P genau in
die Oeffnung P1 des
Abfluſsrohrabschlusses paſst.
In die zur Aufnahme, der Hohlkörper dienenden Behälter sind
dreiflächige Stützen n eingesetzt, welche, indem sie
den Hohlkörper umfassen, demselben als Auflager dienen und während der Härtung
festhalten. Der Behälter erhält an seinem oberen Theile Rippen zum Zweck der Führung
in der Büchse T, welche zur Stütze den genau so wie die
genannten Führungsrippen ausgezahnten Ring u (Fig.
6) angedreht erhält. Es entstehen so die über einander liegenden Höhlungen
v (Fig. 8),
welche den Durchfluſs des von oben nach unten kommenden Kühlwassers vermitteln. Mit
Hilfe des Muffes k (Fig. 11)
ist man in den Stand gesetzt, je nach Bedürfniſs verschiedene Mundstücke g (Fig. 6, 7
und 11) einzusetzen. Der Ständer c dient als
Träger der ganzen Vorrichtung.
Diese Methode der Härtung bewirkt neben dem höchsten Härtegrade, daſs sich die
Hohlkörper während der Abkühlung normal zu ihrer Form und im Verhältnisse der
Wandstärken zum inneren Durchmesser zusammenziehen, so daſs dieselben nach
Ausnutzung in der Fabrikation durch einfaches Nachhärten so oft wieder verwendet
werden können, als es die Wandstärke oder die äuſsere Form zuläſst. Das
Zusammenziehen des Stahles während der Abkühlung bedingt natürlich eine Verdichtung
und diese erhöht die Härte derart, daſs so gehärtete Gegenstände (Werkzeuge) neben
dem höchsten Härtegrade auch eine der Qualität des Materials im ungehärteten
Zustande entsprechende Zähigkeit erhalten. Es mag hier angeführt werden, daſs die
Mehrzahl der in der Deutschen Metall-Patronenfabrik
Lorenz in Karlsruhe verwendeten Werkzeuge (Matrizen und Züge) bereits 50
bis über 100 Mal nachgehärtet zur Wiederverwendung gelangten, ohne von ihrer
ursprünglichen besten Härte und Zähigkeit verloren zu haben.
Apparate dieser Art werden in verschiedenen Gröſsen ausgeführt zum
Härten von Werkzeugen für Patronenfabrikation, Cylinder, Kaliberringe, Fräsen,
Zieheisen für Stahl-, Eisen- und Metalldraht sowie für Façon-Zieheisen, Formen für
Drahtstift-, Schrauben- und Nietenpressen, endlich für Lagerpfannen und
Constructionsstücke für Maschinenbau.
J. P.
Tafeln