| Titel: | Ueber Neuerungen in der Eisenerzeugung. |
| Autor: | F. |
| Fundstelle: | Band 235, Jahrgang 1880, S. 432 |
| Download: | XML |
Ueber Neuerungen in der
Eisenerzeugung.
(Fortsetzung des Berichtes S. 369 dieses
Bandes.)
Mit Abbildungen auf Tafel 38 und 43.
Neuerungen in der Eisenerzeugung.
Vereinigter Flamm- und Bessemerofen. Derselbe soll nach
F. Krupp in Essen (* D. R. P. Nr. 2356 vom 28.
December 1878 und Zusatz * Nr. 3295 vom 29. März 1878) dazu dienen, das Bessemern
solcher Eisensorten zu ermöglichen, welche in der gewöhnlichen Birne zu kalt gehen,
namentlich das billigere weiſse und das nach der Krupp'schen Methode (* 1879 233 43)
gereinigte Eisen. Es soll ferner möglich sein, beim Bessemern dieser kalt gehenden
Eisensorten beliebig groſse Mengen von Stahl- und Eisenabfällen zuzusetzen und durch
Nachheizung den erzeugten Stahl zur Ruhe kommen zu lassen und so zu verbessern. Dies
soll dadurch erreicht werden, daſs der Apparat so eingerichtet wird, das
eingebrachte Metall in beliebiger Abwechslung zu heizen, oder Wind durch dasselbe zu
blasen. Das geschmolzene Roheisen wird durch die Schnauze in den Apparat
eingelassen, hier zunächst überhitzt, dann im umgestellten Apparat gebessemert.
Unter Zusatz von beliebigen Abfallmengen wird dann im wieder umgestellten Apparat
nachgeheizt und durch die während dieses Nachheizens eintretende Beruhigung des
Metalles sowie durch passende Zuschläge das Product entsprechend gebessert.
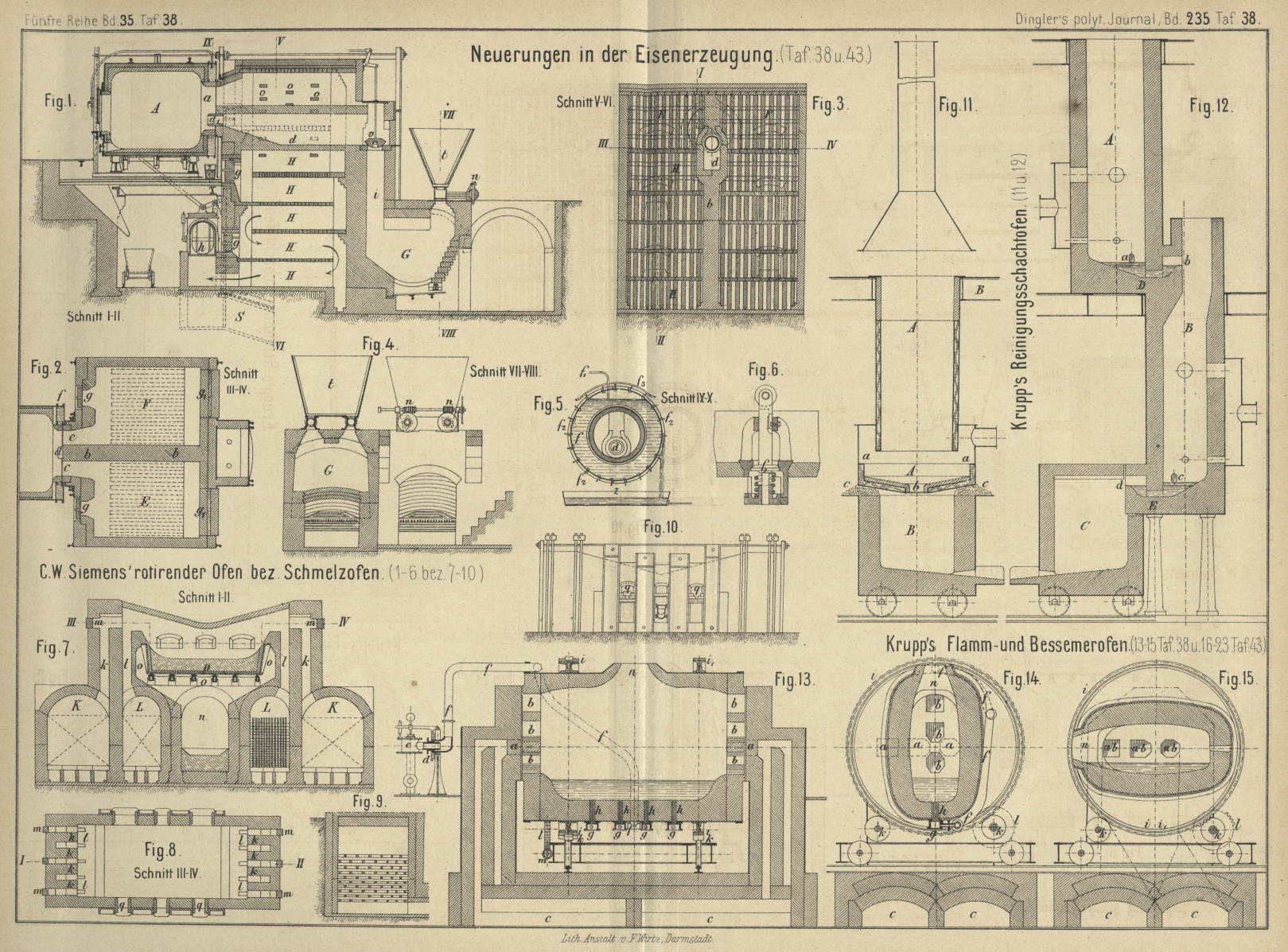
Der in Fig. 13 bis 15 Taf. 38
dargestellte Ofen ist dadurch entstanden, daſs der eigentliche Ofenkörper eines
Flamm Schmelzofens um seine Längsachse drehbar gemacht und auf der einen schmalen
Seite seines ovalen Querschnittes mit Bessemerdüsen versehen ist. Hat der Apparat
die Stellung von Fig. 15, so
treten die Heizgase abwechselnd von der einen Seite des Ofens aus den Kanälen a der Regeneratorkammern c
in die Oeffnungen b des eigentlichen Apparates und
gehen aus den
entsprechenden Oeffnungen der gegenüber liegenden Seite wieder fort. Wird der
Apparat dagegen in die durch die Fig. 13 und
14 veranschaulichte Stellung gedreht, so öffnet sich durch ein Excenter
d selbstthätig das Windventil e und läſst durch das Rohr f Bessemerwind in die Düsengehäuse g und von
diesen durch die Düsen h in das flüssige Metall treten.
Der drehbare Ofenkörper ruht mit den Kränzen i, i1 auf den Rollen k, von
denen ein Paar gleichzeitig die Zahnräder zum Drehen des Ofens bildet. Die Achse der
Zahnradrolle k trägt auf einer Seite das Schneckenrad
l, welches durch die Schnecke m gedreht wird.
Das Füllen und Ausleeren des Apparates erfolgt durch die Schnauzen, welche während
des Heizens durch eine in der Zeichnung weggelassene Thür geschlossen ist. Um den
eigentlichen Apparat zur Reparatur gegen einen anderen auswechseln zu können, ohne
daſs die Feuerung auſser Betrieb kommt, steht derselbe auf einem ausfahrbaren Wagen.
Das Heizen der Beschickung erfolgt in vortheilhafter Weise auf einem ganz flachen
Herde, der beim Entleeren durch die Schnauze das Zurückbleiben eines Theiles des
Metalles trotzdem nicht zuläſst, wie es bei einem sehr flachen feststehenden Herde
mit Abstichentleerung unvermeidlich ist. Das Bessemern im aufgerichteten Apparat
erfolgt ohne Gefahr für die Regeneratorkammern, da diese während dieser Zeit durch
die aufgehobene Verbindung der Oeffnungen a und b von dem eigentlichen Ofenraum abgesperrt sind.
Die in Fig. 16 Taf. 43 dargestellte Form besteht aus einer gewöhnlichen, nur
flach gedrückten Bessemerbirne mit breiter Schnauze, durch welche der Apparat
mittels einer Crampton'schen Kohleneinspritzfeuerung a
geheizt wird. Statt dieser kann auch die Siemens'sche Feuerung (vgl. Fig. 1 Taf.
38) genommen werden. Die Drehung und Windsteuerung der Birne erfolgt wie gewöhnlich.
Der Wind tritt durch das Rohr b in eine über die ganze
Breite der Birne gehende Reihe von Düsengehäusen c und
von diesen in die Bessemerpfeifen d.
Die in Fig. 17 Taf. 43 dargestellte Form unterscheidet sich von der vorigen nur
durch die schmale Schnauze und den Doppelboden. Die beiden Böden werden während des
Bessemerns getrennt, durch beide Zapfen a in der
gewöhnlichen Weise mit Wind versehen, während beim Drehen des Apparates in die
liegende Stellung zum Heizen selbstthätig der Wind in dem unteren Boden b durch Leuchtgas ersetzt wird, welches durch etwas
Dampf mit Druck eingeführt wird, während die Feuergase durch den Kanal d abgehen. Der obere Boden c behält den zur Verbrennung des Leuchtgases nöthigen Wind.
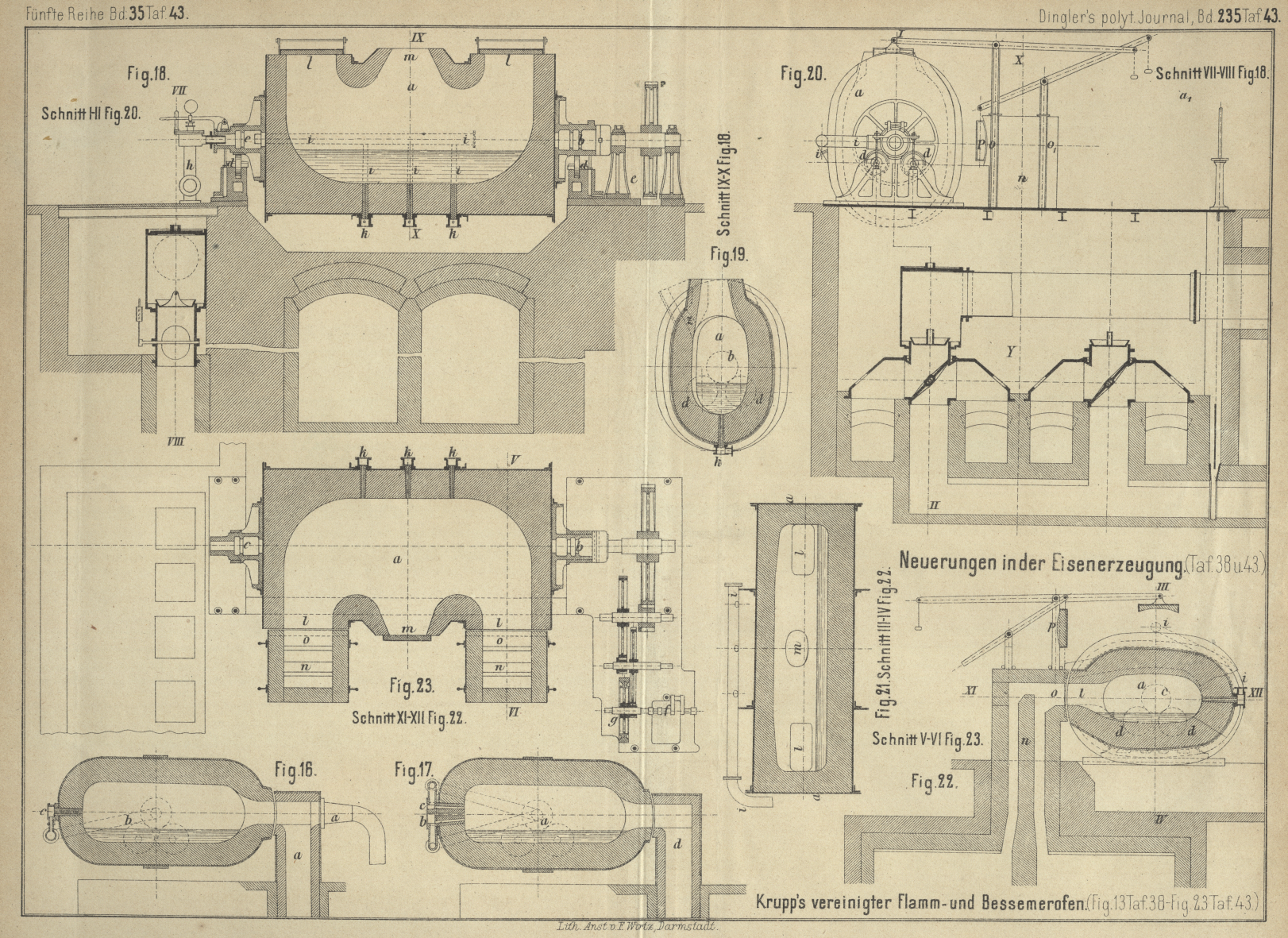
Eine andere Form des Ofens wird auf Taf. 43 durch Fig. 18 bis
20 während des Bessemerns, durch Fig. 21 bis
23 während des Heizens dargestellt. Der Ofenkörper a trägt an seinen beiden Kopfenden die Zapfen b und c, welche auf den
Reibungsrollen d ruhen. Die Drehung erfolgt mittels des Vorgeleges
e durch eine Dampfmaschine, deren Kurbelachse bei
f zu sehen ist und welche auf dem Schwungrad g eine Bremse trägt. Die Heizgase treten durch die
Oeffnungen l ein, welche während des Bessemerns durch
Klappen verschlossen sind, während der Apparat durch die Oeffnung m beschickt und entleert wird; doch kann die
Entleerung, um alle Schlacke zurückzuhalten, auch durch eine in Fig. 19
punktirt angegebene Abstichöffnung z erfolgen. Der Wind
tritt durch den Zapfen c aus dem selbsttätigen Ventil
h durch die Rohre i in
die Düsen k. Die Heizgase gehen durch die Oeffnungen
o der Zustellungsköpfe n der Gasgenerativfeuerung von l aus in den
Ofen. Während des Bessemerns werden diese Oeffnungen o
nach Abstellung der Gasfeuerung durch die Thüren p
geschlossen. Der Ofen kann auch als Doppelofen mit gemeinsamer Gasfeuerung
angeordnet werden, indem man den Ofenkörper a zur Linie
XY (Fig. 20)
symmetrisch bei a1 noch
einmal aufstellt und den Heizköpfen n bei o1 dieselben
verschlieſsbaren Oeffnungen gibt, als bei o.
A. Schuchart in Wetter (* D. R. P. Nr. 2122 vom 15.
November 1877) hat für Puddel- und Schweifsöfen einen Rost construirt, welcher
mittels Hebel vorn heruntergelassen werden kann. Bei Verwendung einer backenden
Kohle soll das glühende Brennmaterial ein Gewölbe bilden, so daſs der vorn gesenkte
Rost abgeschlackt werden kann, ohne daſs das Feuer herunterfällt. Der Rost soll
durch Wässerdampf mittels Unterwindgebläses gekühlt werden – eine Einrichtung,
welche nicht besonders empfehlenswerth erscheint.
Beitrag zur Kenntniſs des Martinstahles. Ein
Siemens-Martinstahlwerk hatte im Anfang ihres Betriebes Schienen hergestellt, welche
trotz des zur Fabrikation verwendeten ziemlich gleichmäſsigen Materials bei den
Proben ein höchst abweichendes Verhalten zeigten. A. v.
Kerpely (Zeitschrift des berg- und hüttenmännischen
Vereines für Steiermark und Körnten, 1880 S. 1) hat 10 dieser Schienen
untersucht; dieselben enthielten in 100 Theilen:
Nummer
a
b
c
d
I
II
III
IV
V
VI
VII
VIII
IX
X
Kohlenstoff
0,298
0,273
0,298
0,336
0,480
0,370
0,290
0,389
0,313
0,450
Phosphor
0,193
0,162
0,152
0,130
0,144
0,138
?
0,174
0,144
0,112
Schwefel
0,077
0,077
0,118
0,043
0,067
0,132
0,043
0,005
0,036
0,146
Kupfer
0,090
0,010
0,010
0,010
0,009
0,010
?
0,008
0,049
0,008
Silicium
0,005
Spur
0,028
Spur
0,005
0,005
0,005
Spur
0,028
0,028
Mangan
0,145
0,145
0,130
0,100
0,116
0,145
0,160
0,290
0,232
0,145
Kobalt, Nikel, Antimon und Arsen starke Spurer.
Die Schienen stammen aus 4 verschiedenen Beschickungen a, b, c und d, wie dies in der
Tabelle zusammengezogen erscheint und über welche folgende Angaben gemacht
werden:
Beschickung
Dauer derSchmelzung
Eingesetzt
Ferromangan
Gewicht derBeschickung
Ausgebracht
Verlust
GrauesRoheisen
Spiegeleisen
ZusammenRoheisen
Stahl-schienen-Enden
Eisenabfälle
Alte Eisen-schienen
Zusammenschmied-bares Eisen
Guſsblöcke
Abfall
Zusammen
Std.
k
k
k
k
k
k
k
k
k
k
k
k
Proc.
a
6¾
700
300
1000
2200
800
–
3000
85
4085
3747
180
3927
3,8
b
6¼
1000
300
1300
700
800
1500
3000
170
4470
3969
80
4049
9,4
c
6⅓
1000
300
1300
700
800
1500
3000
150
4450
4012
140
4152
6,7
d
61/12
700
300
1000
2200
800
–
3000
85
4085
3514
120
3634
11,4
Die bedeutende Abweichung in der chemischen Zusammensetzung der von ein und derselben
Beschickung herrührenden Schienen erklärt sich daraus, daſs beim Guſs das Abstechen
direct in die Metallformen mittels eines längs des Ofens fahrbaren Coquillenwagens
erfolgte, während man sonst auf deutschen und österreichischen Hütten das
Fluſsmetall nach dem Umrühren zuerst in eine Guſspfanne und aus dieser in die Formen
flieſsen läſst. Dieses Verfahren ist aber für Stahlhütten, welche Eisen von
wechselnder Zusammensetzung verarbeiten und wegen seines Phosphorgehaltes weichen
Stahl erzeugen, durchaus unerläſslich. Bei der üblichen Form des Stahlherdes bildet
nämlich das Metallbad auf der Stichseite eine viel dickere Schicht und ist mehr
gegen die Einwirkung des bei der Arbeitsthür einströmenden Sauerstoffes geschützt
als das bei der Arbeitsthür befindliche viel weniger tiefe Metallbad. Hier scheint
namentlich der Phosphor durch das Eisen wieder reducirt und neuerdings aufgenommen
zu werden.
Bei den Schlagproben mit einem Fallblocke von 500k
Gewicht und 7m,5 Fallhöhe zerbrachen die Schienen
I und IV beim ersten Schlage, während die Schienen II und III Durchbiegungen von 73
und 54mm beim ersten Schlage zeigten und auch den
zweiten Schlag ohne Schaden ertrugen. Dieses Verhalten entspricht der chemischen
Zusammensetzung. Schiene I hat den verhältniſsmäſsig höchsten Phosphorgehalt und
einen mit diesem unverträglich hohen Kohlenstoffgehalt; bei IV ist der
Phosphorgehalt zwar am geringsten, aber der Kohlenstoffgehalt um so gröſser und die
für beide zulässige Grenze ist wieder überschritten, um so mehr, als auch der
Mangangehalt der geringste in der Gruppe ist, wo doch dieser bekanntlich auf die
Verträglichkeit der beiden anderen Elemente vermittelnd einwirkt. II enthält am
wenigsten Kohlenstoff; auch die Summe von Kohlenstoff und Phosphor ist in derselben
niedriger als in den übrigen drei Proben. III enthält zwar am wenigsten Phosphor,
aber wieder mehr Kohlenstoff als II und zudem 0,118 Proc. Schwefel, wodurch das
weniger gute Verhalten gegenüber II erklärt erscheint. Ferner zerbrach die Schiene V
beim ersten Schlage, während VI 65mm Durchbiegung
gab und auch den zweiten Schlag ertrug. Schiene VII gab beim ersten Schlag 71mm Durchbiegung und litt auch vom zweiten Schlage
keinen Schaden, während
VIII beim ersten Schlage sich 53mm durchbog und
beim zweiten zerbrach. IX ertrug nach 70mm
Durchbiegung auch den zweiten Schlag, X zerbrach aber beim ersten Schlage.
Daſs die Proben II, III, VI, VII und IX trotz des verhältniſsmäſsig hohen Phosphor-
und Kohlenstoffgehaltes die Schlagprobe gut bestanden haben, kann nur die Folge
einer bei entsprechender Schweifshitze erfolgten guten mechanischen Bearbeitung
sein; doch scheint auch die Molecularbeschaffenheit des Stahles und der
Verbindungszustand des Phosphors von Einfluſs zu sein. Beim Behandeln der Proben mit
verdünnter Salpetersäure zeigte sich nämlich, daſs das Probepulver der Schienen II,
VI, VII und IX sich leicht löste, das der übrigen aber schwer. Ein bei mehrstündiger
Behandlung der Proben IV, V und X erhaltener ungelöster Rückstand bestand aus einer
fast reinen, an Phosphor sehr reichen Eisenverbindung.
Diese die Bruchfestigkeit des Stahles augenscheinlich verringernde Phosphorverbindung
scheint erst im Stahlofen gebildet zu sein. Der Umstand, daſs dieselbe bei ein und
derselben Beschickung in dem an Kohlenstoff reicheren Theile des Metallbades in
schädlicher Menge auftritt, läſst vermuthen, daſs Abkühlungen und oxydirende
Einflüsse, z.B. in der Nähe der Arbeitsthür, ihrer Entstehung entgegenwirken, oder
die etwa schon vorhandene zerstören.
Dieses eigentümliche Verhalten des Phosphor haltigen Martin-Fluſsstahles gibt nun ein
einfaches Mittel zur Prüfung des Stahles auf die besprochenen, für seine
Bruchfestigkeit entscheidenden Eigenschaften, indem man 0,2 bis 0g,5 Drehspäne mit 10 bis 20cc zur Hälfte mit Wasser verdünnter Salpetersäure
erhitzt. Ob ein wechselnder Gehalt an Mangan und Silicium auf Bildung und Verhalten
der Phosphoreisen-Verbindung von Einfluſs ist, müssen weitere Beobachtungen
lehren.
Die verschiedene chemische Beschaffenheit der einzelnen Schienen wird theilweise auch
durch die wechselnde Zusammensetzung des Alteisens bedingt sein. Man sollte
natürlich, um die Qualität des Productes ganz in seiner Gewalt zu haben, die
chemische Beschaffenheit aller zur Verwendung kommenden Materialien genau kennen.
Dies ist aber bei Altmaterial, selbst wenn dessen Ursprung wie bei Schienen meistens
auch bekannt ist, fast nicht möglich, da man nicht jedes Stück Alteisen der Analyse
unterwerfen kann. Aber zahlreiche Stichproben, mindestens auf Phosphor und, wenn
Verdachtsgründe dafür sprechen, auch auf andere land- oder districtläufige
Beimengungen zu untersuchen, ist bei den Ansprüchen, die man heutzutage an das
Eisenhüttenwesen stellt, und im Interesse des guten Rufes jeder Stahlhütte
unerläſslich. Auf Grund solcher Stichproben muſs man sich dann Anhaltspunkte für die
Bruchbeschaffenheit des Eisens schaffen und dieses, sowie bei gut organisirten
Puddelhütten das Luppeneisen, nach dem Bruchansehen genau nach Klassen sortiren.
Aber auch der Betrieb muſs ungeachtet dessen fortwährend durch analytische Untersuchungen
controlirt werden, um Fehler der oben geschilderten Art sogleich zu erkennen und
ihre Folgen im Keime zu ersticken.
Schlieſslich sei wiederholt auf die Bezeichnungsweise der Eisenarten hingewiesen. Nachdem
die von einer internationalen Commission i. J. 1876 zu Philadelphia vorgeschlagene
Nomenclatur des Eisens (vgl. 1877 223 326) in Deutschland
allgemeinen Eingang gefunden hat und auch in dem deutschen Zolltarif, sowie in der
deutschen Statistik berücksichtigt worden ist, empfiehlt das kais. Patentamt, die
Bezeichnungen der Eisenarten auch in den Beschreibungen der neuen Erfindungen,
welche mit den Patentgesuchen eingereicht werden, möglichst genau danach zu
wählen.
Im Anschluſs hieran möge auf einige neue Bücher aufmerksam gemacht
werden.
A. v. Kerpely
gibt einen ausführlichen Bericht über die Eisenhütten Frankreichs, bespricht dann
die Fortschritte in der Eisen- und Stahlindustrie, namentlich aber die Herstellung
von Schmiedeisen und Stahl. (A. v. Kerpely: Eisen und Stahl
auf der Weltausstellung in Paris i. J. 1878. Bericht an das k. Ungarische
Finanzministerium. 200 S. in 4. Mit Textabbildungen und 11 lithographirten Tafeln.
Leipzig 1879. Arthur Felix.)
B. Kerl
bespricht, unter Angabe der wichtigsten Literatur, die Eigenschaften der Metalle und
ihrer hüttenmännisch wichtigen Verbindungen, die Hüttenprocesse, die
Hüttenmaterialien, die Hüttenapparate und Geräthschaften und endlich die
Hüttenproducte. (B. Kerl: Grundriſs der allgemeinen
Hüttenkunde. 2. Auflage 423 S. gr. 8. Mit 322 Textfiguren. Leipzig 1880.
Arthur Felix.)
Erfreulich ist ferner das Erscheinen einer
kurz gefaſsten Anleitung zur docimastischen Untersuchung von Erzen, Hütten- und
anderen Kunstproducten auf trockenem und nassem Wege, ebenfalls mit
Literaturangaben. (B. Kerl: Probirbuch. 150 S. in 8.
Mit 69 Textfiguren. Leipzig 1880. A. Felix.)
F.