| Titel: | Das Wellenblech und seine Herstellung. |
| Autor: | J. P. |
| Fundstelle: | Band 238, Jahrgang 1880, S. 26 |
| Download: | XML |
Das Wellenblech und seine
Herstellung.
Mit Abbildungen im Text und auf Tafel 3.
Das Wellenblech und seine Herstellung.
Das gewellte Eisenblech findet unter der Bezeichnung „Träger-Wellblech“ oder
„Wellenblech“ in neuerer Zeit so vielseitig Verwendung, daſs die
Zusammenstellung von Festigkeitsberechnungen hierüber
und Beschreibungen von Verfahren und Maschinen zur
Herstellung desselben wohl besonders angezeigt erscheint.
In Hinsicht der Anwendung und der
Festigkeit des Träger-Wellbleches veröffentlichte Prof. W. Ritter in der Rigaschen
Industriezeitung eine ausführliche Abhandlung, welcher folgende
Mittheilungen entnommen sind.
Man hat bekanntlich schon vor etwa 2 Jahrzehnten angefangen,
Wellblech als Dachdeckungsmaterial und als Unterlage für die Beschotterung eiserner
Brücken zu verwenden (vgl. 1858 149 398); in den letzten
Jahren jedoch weist die Anwendung desselben einen auffallenden Aufschwung und
überraschende Vielseitigkeit auf. Auſser zu den beiden eben genannten Zwecken wird
das wellenförmig gekrümmte Blech jetzt zur Construction von Fuſsböden, Decken und
Wänden, zu Treppen und Baikonen, zu Thüren, Fensterläden, Jalousieen u. dgl.
verwendet, ganz abgesehen von Verwendungsarten, zu welchen dieses Material vorläufig
erst empfohlen wird. Selbst bei der Construction von Dampfkesseln (vgl. 1864 172 313. 1869 191 * 345. 1878
227 503) scheint es eine mit Erfolg verbundene Stelle
zu finden.
Den Grund, weshalb das Wellblech zu solcher Blüthe gelangt ist,
hat man wohl hauptsächlich in der vervollkommneten Herstellungsweise und, was damit
zusammenhängt, in mannigfaltigerer Profilform und gröſserer Billigkeit zu suchen;
die neueren Wellbleche besitzen namentlich gegenüber ihren Vorfahren eine im
Verhältniſs weit gröſsere Wellenhöhe, wodurch sie selbstverständlich zu
Tragconstructionen geeigneter werden (daher auch der neuerdings beliebte Name
„Träger“-Wellblech). Während sich die einzelnen Wellen in den früheren
Fabrikaten aus einfachen Halbkreisen zusammensetzten oder sogar noch flacher
verliefen, also die Wellenhöhe höchstens gleich der Wellenbreite war, wird jetzt
zwischen Wellenberg und Wellenthal ein gerades Stück eingeschaltet und so das
Widerstandsmoment des Querschnittes wesentlich vergröſsert. Dieser eingeschaltete
„Steg“ steht bei den einen Wellblechen vertical, bei anderen mehr oder
weniger schief.
Einen besonderen Einfluss auf diese Gestaltsveränderung scheint
die Fabrikationsweise ausgeübt zu haben. Anfänglich bediente man sich zur
Herstellung des gewellten Bleches guſseiserner Patrizen und Matrizen, zwischen welche die erwärmten
Bleche gelegt und mittels einer Presse zusammengedrückt wurden. Später versuchte man
hierzu den Dampfhammer zu benutzen, indem die Patrize am Bär befestigt wurde.
Längere Zeit sodann wurde das Wellblech gewalzt, und zwar indem man das glatte Blech
langsam durch cannelirte Walzen gleiten lieſs. Die Cannelüren liefen dabei in der
Richtung der Walzenlänge, so daſs die Länge der Tafeln durch die Länge der Walzen
begrenzt war. Es ist klar, daſs hierbei nur niedrige Wellen, deren Höhe höchstens
gleich der Breite war, erzeugt werden konnten.
Auſser Eisen wird jetzt auch Guſsstahl zu Wellblech verarbeitet,
wodurch sich dessen Verwendungssphäre noch wesentlich erweitert.
Die Dimensionen der Wellbleche schwanken zwischen recht weiten
Grenzen, die Wellenbreite b (Textfigur 1) nach den Prospecten, welche dem Verfasser vorlagen, zwischen
10 und 65mm, die Wellenhöhe 2 h + b zwischen 10 und
100mm, die Blechdicke a zwischen 1 und 5mm. Die Gröſse der
Tafeln, bis zu welcher das Wellblech geliefert wird, hat gegen früher zwar
zugenommen, doch noch immer nicht so viel, als es für manche Zwecke wünschenswerth
wäre. Die Breite der Tafeln beträgt 0,5 bis 1m,
die gröſste Länge je nach den Profildimensionen 2 bis 4m. Auf Verlangen werden die Tafeln auch gekrümmt (bombirt) geliefert und
zwar für die kleineren Blechdicken (1 bis 1mm,5)
bis zu 3 und 2m,5 Radius hinunter.
Bei allen Anwendungen des Wellbleches, bei denen dessen
Tragfähigkeit in Anspruch genommen wird, empfiehlt es sich, die Sicherheit der
Construction durch eine statische Berechnung festzustellen, über deren Ausführung
folgendes zu bemerken ist.
Fig. 1., Bd. 238, S. 26
Fig. 2., Bd. 238, S. 26
Man denke sich aus dem ganzen Bleche eine Doppel welle (Textfigur 1) herausgenommen und bestimme zunächst
deren Trägheitsmoment in Bezug auf die horizontale Schwerpunktsachse xx. Um bequemer rechnen zu können, verwandelt man die
ursprüngliche Form in einen geschlossenen ovalen Ring (Textfigur 2); die äuſsere Breite wird mit D,
die innere mit d und die Entfernung des
Halbkreismittelpunktes von der x-Achse mit h bezeichnet. Es ergibt sich dann das
Trägheitsmoment:
W = 1/64
π (D4 – d4) + ⅓ h (D3 –d3) + ¼ πh2 (D2 – d2) + ⅔ h3 (D – d).
Diese in den Prospecten angegebene Formel läſst sich wesentlich
vereinfachen, wenn man die mittlere Wellenbreite b und
die Blechdicke a einführt. Es ist dann D = b + a und d = b – a zu setzen, so daſs man nach gehöriger
Zusammenziehung die Formel erhält:
W= ⅛ πba (b2 +
a2 + 8 h2
) + ⅔ ha (3b2 + a2
+ 2 h2
).
Da die Blechdicke a gegenüber dem
Werthe b stets klein ist, so kann man a2 gegenüber b2 füglich
vernachlässigen und gelangt so auf die wohl bequemste Formel:
W =⅛ πba (b2 + 8
h2
) + ⅔ ha (3b2
+ 2 h2
).
Ein Vergleich der nach dieser Formel berechneten Werthe mit den
von den Fabriken angegebenen zeigt nicht immer die beste Uebereinstimmung, so daſs
auch aus diesem Grunde eine Controle empfehlenswerth ist.
Der Flächeninhalt des Querschnittes findet sich: F = ¼ π (D2 – d2
) + 2 h(D – d) oder nach
Einsetzung obiger Werthe für D und d:
F = πba + 4 ha.
Das Widerstandsmoment We ergibt sich, wenn man das Trägheitsmoment
durch die Entfernung der äuſsersten Faser, also durch die halbe Gesammthöhe der
Welle: c = h + ½ D = h + ½ (b + a) dividirt. Dies endlich mit der zulässigen
Beanspruchung T des Eisens multiplicirt, gibt das
Biegungsmoment \frakfamily{M}, welches die Doppel welle aushalten
kann; d.h. es ist: \frakfamily{M} = We T.
Als zulässige Beanspruchung wird für Eisen 700 bis 750k für 1qc
angegeben. Versuche, welche mit Wellblech angestellt worden sind, haben eine Bruchbeanspruchung von
3250k für 1qc ergeben. Bei anderen Versuchen fand man sogar 4700k als Bruchfestigkeit und dabei einen
Elasticitätscoefficienten von etwa 2000000k.
Offenbar hatte man es in letzterem Falle mit sehr gutem Eisen zu thun und könnte man
dem entsprechend auch die zulässige Beanspruchung höher als 700k annehmen. Für gewöhnlich dürfte man indessen
besser thun, bei 700k zu bleiben, falls man nicht
die neuere, auf die Wöhler'schen Versuche basirte Berechnungsmethode anwenden will.
Zur näheren Erläuterung sei ein Zahlenbeispiel beigefügt.
Man habe Wellblech als Unterstützung für einen Corridor von 1m,6 Breite gewählt. Es beträgt dann die Spannweite
des Bleches bei 10cm Auflagerbreite zu beiden
Seiten: l = 1,6 + 2 × 0,05 = 1m,7. Die Belastung auf 1qm berechnet sich, wie folgt:
Eigengewicht des Bleches, geschätzt
= 15k
Ausfüllung mit Schutt bei 50mm Höhe über dem Blech und 70mm Wellen- tiefe, das spec. Gewicht
gleich 1,4 genommen = (0,05 + ½ × 0,07) × 1400
= 119
Steinfliesen, 40mm dick, specifisches Gewicht = 2,2, macht
0,04 × 2200
= 88
Menschengedränge
= 450
–––––––
Im Ganzen
= 672k
Dies gibt für 1m des Corridors
ein Biegungsmoment von ⅛ (672 × 1,7 × 1,7) = 243mk. Nimmt man die zulässige Beanspruchung gleich 700k auf 1qc so
erhält man auf 1m ein nothwendiges
Widerstandsmoment (in Centimeter ausgedrückt) von We = 24300 : 700 = 34,7. Bei einer
Wellenbreite von 45mm kommt auf die Doppelwelle
der Werth 34,7 × 0,09 = 3,123, welcher Anforderung ein Wellblech von 70mm Wellhöhe, 45mm Wellbreite und 1mm Blechstärke
entspricht.
Zum Studium der gegenwärtig gebräuchlichen Verfahren und
Maschinen zur Herstellung der Wellenbleche enthalten die deutschen
Patentschriften reiches Material.
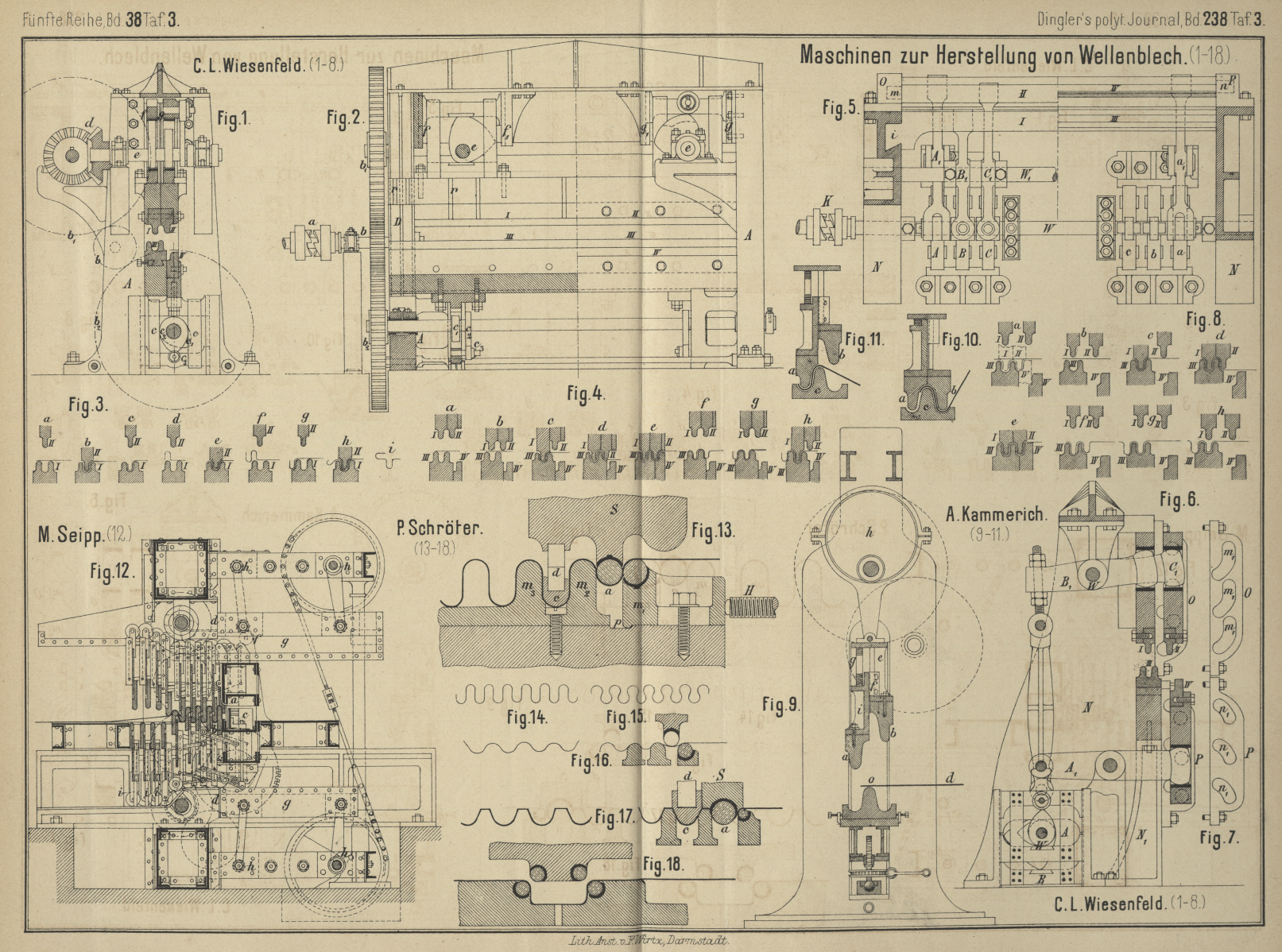
Von C. L. Wiesenfeld in Barmen wurde
anfänglich (* D. R. P. Kl. 7 Nr. 2469 vom 23. August 1877) die in Fig. 1 und
2 Taf. 3 im Querschnitt und in der Ansicht mit theilweisem Längsschnitt
dargestellte Maschine zur Herstellung von so genanntem „Trägerblech“
patentirt, eines Wellenbleches, dessen Wellenhöhe gröſser ist als seine
Wellenbreite. Das hier eingeschlagene Verfahren ist ein Stanz verfahren und die
Durchführung desselben folgende.
Denken wir uns als untere Form ein Metallstück, zwei Wellen
darstellend, in Fig. 3 mit
I bezeichnet, und als oberen Preſsstempel ein
Metallstück II, so daſs beide zusammen ein Schema
ergeben, wie in Fig. 3 bei
a (in geöffneter Stellung) zu sehen, so wird bei
dem ersten Heruntergehen des Stempels II in die Form
1 die erste Welle gebildet (vgl. b
Fig.
3).
Das Natürlichste wäre nun, das Blech mit der so gebildeten Welle
nach Hochgang des Stempels aus der Form zu heben, um ein zur Bildung der neuen Welle
nöthiges Flächenstück weiterzurücken und wieder den Preſsstempel heruntergehen zu
lassen (g
Fig.
3). Dies geht aber wider Erwarten nicht, da der Stempel, wenn er, wie zur
Bildung gut geformter Wellen nöthig, richtig in die Form paſst, sofort beim
Eintreten in die Form das Blech mit der linken unteren Kante gegen die rechte obere
Kante des Lückenzahnes der Form pressen, das Blech stark ziehen und in Anspruch
nehmen, auſserdem aber noch die vorher gebildete Welle mit in die neue hineinziehen
und bedeutend deformiren wird, etwa wie bei h in Fig.
3.
Würde man dagegen mit der Bildung der neuen Welle so weit
vorgehen, daſs die vorhergehende Welle nicht mehr in Mitleidenschaft gezogen wird,
so würde eine Gleichförmigkeit des Materials unmöglich werden, weil sich dasselbe
dann etwa wie bei i
Fig.
3 deformiren würde.
Versuche haben nun ergeben, daſs das Biegen eines solchen
Trägerbleches nur möglich ist, wenn jedesmal (mit Ausnahme der ersten Welle) nur
eine halbe Welle gebogen
wird, und zwar in der Weise, wie es unter Benutzung der in Fig. 3
a bis f dargestellten
Arbeitsstellungen beschrieben werden soll: 1) Anfangsstellung a. 2) Bildung der ersten vollständigen Welle b. 3) Das Wellblech wird herausgehoben und umgedreht
(c und d). Dies ist
der wesentliche Theil bei diesem neuen Verfahren in Verbindung mit der Bildung der
halben Welle. 4) Die Stellung e zeigt die Bildung der
dritten halben Welle, wobei das Blech durch die vorstehende rechte Kante des
Stempels wagrecht gedrückt werden muſs. 5) Der Stempel wird dann wieder gehoben,
ebenso das Blech und letzteres wieder umgekehrt, worauf die Stellung f folgt und die Bildung der vierten halben Welle. 6)
Nach fernerem Umdrehen schreitet man zur Bildung der fünften halben Welle.
Mit einer kräftigen Stanzmaschine, verbunden mit einer guten,
momentan wirkenden Ausrückung, in welche die angedeutete Form und Stempel eingesetzt
werden, läſst sich demnach das betreffende Material bei richtiger Manipulation ganz
gut, wenn auch langsam herstellen.
Um jedoch das sehr lästige und zeitraubende stete Umdrehen des
Bleches zu vermeiden, kann man jede zweite halbe Welle, anstatt das Blech
umzukehren, durch einen von unten nach oben wirkenden Stempel bilden, welcher
abwechselnd mit dem oberen wirkt, so daſs man nur nach jeder vollen Welle nöthig
hat, das Blech um eine Welle weiter zu schieben. Dem entsprechend ist die
Einrichtung der Maschine in Fig. 1 und
2. Betrachten wir zuerst das in Fig. 4 unter
a bis h dargestellte
zugehörige Schema, um die Wirkung derselben zu vergegenwärtigen. Es sind hier im
Ganzen vier Formen, zwei obere, I und II, und zwei untere, III
und IV.
Die Stellung a zeigt den Anfang der
Fabrikation. Das Blech liegt über der feststehenden Form III, während Form IV nach unten gefallen ist.
Dann bewegt sich Form I und II abwärts, bis zur Berührung des zu biegenden Bleches, wie die Stellung
b zeigt. Es bleibt darauf Form II stehen und Form I
dringt in Form III ein, auf diese Weise die erste ganze
Welle biegend, Stellung c. Dies ist aber die einzige
Welle, welche auf einmal fertig gebogen wird. Alle anderen Wellen werden immer nur
halb gebogen, oder besser, es wird stets nur eine halbe Welle auf einmal gebogen.
Die Stellung d zeigt Form II herabgehend und so die dritte halbe Welle biegend; e zeigt die Form IV in die
Höhe steigend, wobei die vierte halbe Welle gebogen wird. Ist dies geschehen, so
gehen Form I und II hinauf
und Form IV herunter, wie bei f zu sehen, so daſs man nun das Blech herausheben und in die Lage g bringen, d.h. eine Welle weiter legen kann.
Es beginnt dann von neuem dasselbe Spiel, jedoch so, daſs immer
nur eine halbe Welle gefertigt wird, während Form I auf
Form III die vorhergehende Welle festhält und so ihr
Weiterverziehen bei Bildung der neuen Welle hindert und sie dergestalt der Form nach
erhält.
Diese Art der Bildung der Welle, so daſs stets nur eine halbe
Welle gebogen wird, bildet die Haupteigenthümlichkeit der vorliegenden Maschine. Wie
diese Bewegungen ausgeführt werden können, zeigt die nun zu beschreibende
Construction.
Die Uebertragung der Bewegung auf die Maschine geschieht durch
eine Riemenscheibe mit Schwungrad, welche beide auf der Zeichnung nicht angegeben
und sich links von der lösbaren Kupplung a befinden.
Durch diese wird das Triebrad b in Bewegung gesetzt,
welches in die beiden groſsen Zahnräder b1, b2 eingreift und dieselben gleichzeitig in Drehung
versetzt. Das untere Zahnrad b2, dessen Welle in den beiden schweren guſseisernen
Seitengestellen A der Maschine seine Lagerung findet,
bewegt nun direct mit Hilfe des Rahmens c der beiden
Daumen c1, c2, letzteren gegen die
Rolle c3 drückend, die
Form IV auf und ab, wie es eben nöthig ist. Der Rahmen
c bewegt sich in Schlitzen, welche seitlich an den
guſseisernen Seitengestellen A angebracht sind.
Die Bewegung der Formen I und II (Form III steht fest)
geschieht durch das obere Zahnrad b1, welches durch die beiden auf derselben Welle
befindlichen Kegelräder d die beiden Wellen e in Umdrehung versetzt. Eine solche Welle e trägt nun die beiden Daumen f und g, welche mit Hilfe der beiden in
geeignet angebrachten Coulissen gleitenden Rahmen f1 und g1 die daran befestigten Formen I und II auf- und abbewegt, was gleichzeitig durch die beiden
Wellen e an beiden Enden der Formen I und II geschieht. Die
Formen selbst haben in einander greifende Verzahnungen, wodurch deren gegenseitige
Lage und Bewegung gesichert ist. Diese Verzahnungen oder Führungen sind in der
Zeichnung mit r bezeichnet. Auſserdem gleiten die
Formen an ihren Enden in Coulissen D, welche sich in
den Seitengestellen A befinden.
Im Zusatzpatent * Nr. 4279 (vom 24. August 1877 ab) ist die in gleicher Weise
arbeitende Maschine noch mit einer Vorrichtung versehen, durch welche der
Antriebriemen nach einem Spiel der Maschine, d.h. also, nachdem eine ganze Welle
vollendet ist, selbstthätig ausgerückt und dadurch die Maschine angehalten werden
kann. Die Ausrückung ist nöthig, um nach Vollendung der Welle, sobald sich das Blech
klemmen und nicht schnell genug weiterschieben lassen würde, für diese Arbeit Zeit
zu gewinnen.
In der Folge wurde von C. L. Wiesenfeld dieses Verfahren
abgeändert und die in Fig. 5 und
6 Taf. 3 in der Draufsicht (linke Hälfte) mit theilweisem
Horizontalschnitt (rechte Hälfte) und im Querschnitte dargestellte Maschine (* D. R.
P. Kl. 7 Nr. 2490 vom 25. August 1877) patentirt. Diese unterscheidet sich von der
vorgenannten Maschine wesentlich dadurch, daſs die Preſsformen, welche die einzelnen
halben Wellen pressen, nicht stets senkrecht auf- und abgehen, wodurch das Material
des Bleches sehr stark in Anspruch genommen wird und sehr leicht zum Reissen geneigt
ist, sondern beim Herabgehen gleichzeitig sich in horizontaler Richtung bewegen, so
daſs sie das Blech an die Form heranbiegen, ohne es über die Kanten derselben
hinwegzuziehen. Auch bei dieser Maschine wird, mit Ausnahme der ersten Welle, stets
nur eine halbe Welle gepreſst.
Betrachten wir zuerst das in Fig. 8
dargestellte Schema, um zu sehen, wie die Bewegung der Formen I bis IV von statten geht.
Bei a ist die Anfangsstellung zu sehen. Zu bemerken
ist, daſs die Form III hier feststeht. b zeigt Form I und II bis zur Berührung des Bleches hinabgegangen. Dann
dringt, wie bei c gezeigt, Form I in Form III ein und bildet die erste ganze
Welle, die einzige ganze Welle, welche überhaupt gebildet wird. Wie bei d zu sehen, ist Form II
nunmehr seitlich abwärts nach links gegangen, indem sie das Blech bei demjenigen
Punkte angriff, der genau auf den untersten Punkt der Form paſst, und dasselbe ohne
jede andere Inanspruchnahme als durch Biegung an die andere Form III hinandrückte. Hierin beruht das Wesentliche dieser
Maschine, indem dadurch möglich wird, Bleche von geringerer Qualität zu Wellen zu
verarbeiten, was bei den früheren Constructionen nicht möglich war, weil das Blech
sich um die runde Form herumziehen muſste und daher sehr stark in Anspruch genommen
wurde. e in Fig. 8 zeigt
dann die Form IV in derselben Weise, mit seitlicher
Bewegung nach oben gehend und die fernere halbe Welle bildend; f veranschaulicht alle vier Formen, wieder aus einander
gerückt, so daſs das mit zwei ganzen Wellen versehene Blech, herausgehoben und um
eine Welle weiter gerückt, in die untere feste Form III
gelegt werden kann, wie es bei g zu sehen ist. Bei h beginnt dann dasselbe Spiel von neuem, so daſs diese
Stellung mit b übereinstimmt.
Die Construction der Maschine ist folgende: Auf der Hauptwelle W, welche eine Art Vorgelegewelle bildet und mit einer
lösbaren Kupplung K, sowie fester und loser Scheibe und
Schwungrad (in der Zeichnung weggelassen) versehen ist, befinden sich drei Paare von
Preſsdaumen mit dazu gehörigen, in festen Coulissen geführten Rahmen Aa, Bb und Cc. Durch diese Preſsdaumen und
Rahmen erhalten die drei beweglichen Formen I, II und
IV ihre entsprechende auf- und abgehende
Bewegung.
Es bewegen nämlich Rahmen und Preſsdaumen A bezieh. a durch die beiden zweiarmigen
Hebel A1 und a1 die Form IV; Rahmen und Preſsdaumen B bezieh. b bewegen durch Vermittlung der
oberen Hebel B1 und b1 die Form I (b1 ist in der Zeichnung weggelassen); Rahmen und
Preſsdaumen C bezieh. c
bewegen durch Vermittlung der Hebel C1 und c1 die Form II (c1 ist in der Zeichnung
weggelassen).
Das richtige Zusammentreffen der Bewegungen gegen einander und der
Zeit nach, sowie das theilweise Inruhehalten der Formen in einer oder der anderen
Endstellung wird durch die gegenseitige Stellung der Preſsdaumen in den Rahmen und
ihre eigenthümliche Gestalt bedingt.
Die Formen I, II und IV sind auf schweren Rahmen aufgeschraubt, welche mit
ihren seitlichen Zapfen m und n in den mit entsprechend gekrümmt ausgearbeiteten Nuthen m1 und n1 (Fig. 7)
versehenen Seitenstücken O und P (Fig. 6)
gleiten können, während die Rahmen der Form I mit dem
schwalbenschwanzförmigen Stück i (Fig. 5) in
einer Coulisse des starken Hauptgestelles einfach auf- und abgleiten kann.
Auf diese Weise erhalten nun die Formen II und IV auf ihren Rahmen durch die
Preſsdaumen und Hebel die auf- und absteigende, durch die Nuthen m1 und n1 in den Seitenwangen
die seitliche Bewegung, so daſs dadurch die an Fig. 8
erläuterte, zusammengesetzte, theils vertical, theils horizontal oscillirende
Bewegung resultirt.Träger-Wellbleche, geschützt durch die besprochenen deutschen Reichspatente
Nr. 2490, 2496, 4279 werden von der Bau-Anstalt für Eisenconstructionen und
Trägerblech-Walzwerk von Hein, Lehmann und
Comp. in Berlin N, Chausseestrasse 113, geliefert und mit Rücksicht
auf ihre groſse Tragfähigkeit bei geringem Eigengewicht und absolute
Feuersicherheit vorzüglich zu feuersicheren
Deckungen als Ersatz für Steingewölbe, ferner für feuersichere Wände in Wohnhäusern, namentlich
jedoch für schwer belastete Speicher und Magazindecken, Fabriksgebäude,
Balkons, Galerien und Verbindungsbrücken empfohlen. Nach den Angaben der
Firma stellt sich das Träger-Wellblech in den meisten Fällen billiger als
die Steinconstruction, namentlich in Verbindung mit eisernen Trägern, da die
Träger viel leichter genommen werden können. In jedem Falle tritt bei Decken
mit Träger-Wellblech-Construction eine wesentliche Ersparniſs an
Constructionshöhe ein. (Da nur trockene Materialien zur Verwendung kommen,
ist dieses System frei von Hausschwamm.) Zu Brückendeckplatten
empfehlenswerth, soll es unter allen hierzu bis jetzt verwendeten
Materialien den ersten Rang einnehmen. Freitragende feuerfeste Dächer sollen
aus solchem Material bis zu einer Spannweite von 33m,5 in einfacher Bogen construction
ausgeführt sein. Zum Schütze gegen Rost wird Verzinkung
angewendet.
Jakob
Hilgers in Rheinbrohl (* D. R. P. Kl. 49 Nr. 4239 vom 10. März 1878) bringt zur
Herstellung des Träger-Wellbleches eine gewöhnliche Presse mit Matrize und Stempel
von entsprechender Form zur Anwendung. Die halbkreisförmigen Köpfe an Stempel und
Matrize, welche in die Wellenthäler eindringen, sind im Durchmesser etwas gröſser
als die zugehörige Rippe oder Nerve, wodurch angestrebt wird, daſs bei der
Herstellung des Träger-Wellbleches an dem geraden Steg keine Reibung entsteht und
die Elasticität bezieh. das Zurückfedern des Bleches aufgehoben wird.
Bei der ersten Pressung wird durch den doppelköpfigen Stempel
gegen die einköpfige Matrize das Blech über den Kopf der letzteren und an deren Steg
hinab gebogen, wie in
Textfigur 3 skizzirt ist. Darauf wird das Blech
durch Klammern bei s am Stempel befestigt, der hier
stillstehend gedacht ist, und die Matrize gesenkt; schlieſslich wird ein beweglicher
Matrizentheil als zweiter Kopf der Matrize angestellt. Es erfolgt sodann wieder ein
Aufwärts gang der Matrize, wobei das Blech bei t
aufwärts gebogen und damit wieder eine halbe Welle gebildet wird. Nach dem folgenden
Niedergang der Matrize wird das Blech ausgehoben und um eine Wellenbreite an der
Matrize vorgeschoben und daran mit Klammern befestigt, worauf sich das Spiel
wiederholt.
Fig. 3., Bd. 238, S. 31
Von A. Kammerich und Comp. in Berlin
wurde darauf eine Maschine zur Herstellung von Wellenblechen unter Anwendung des Wiesenfeld'schen Verfahrens patentirt (* D. R. P. Kl.
49 Nr. 7533 vom 21. Juli 1878), bei welcher ebenfalls zwei vertical geradlinig auf-
und abgehende Formen angewendet werden, wie bei der ersten Wiesenfeld'schen
Maschine. Das Verfahren ist aber dahin abgeändert, daſs das Blech nach jeder
Pressung gewendet wird. Auf Taf. 3 zeigt Fig. 9 diese
Maschine im Querschnitt mit der anfänglichen Stellung der Formstempel a, b. Fig. 10 und
11 zeigen die Formstempel in den folgenden Stellungen.
Der Stempel b ist an dem vertical im
Ständer gerade geführten Guſsstück e festgeschraubt,
welches mit dem Excenter h durch die Excenterstange
direct in Verbindung steht. Der Stempel a ist an dem
Guſsstück i befestigt, an welchem ein Lappen f angegossen ist, der in einem Schlitz des Stückes e seine Führung erhält. Zwei Bolzen im Lappen f verhindern das Zurückziehen desselben aus dem
Schlitz. Zwischen e und i
sind Blattfedern g eingesetzt.
Soll das Blech d (Stellung Fig.
9) gebogen werden und setzt man zu diesem Zwecke das Excenter in Bewegung,
so bewegen sich die Stempel a und b nach unten, a nähert
sich zuerst dem Blech, und auf dem Boden der Matrize angekommen, wird das erstere
von dem Viertelkreis des Stempels a im Punkt o festgehalten und in die Viertelkreisform gebogen.
Dies ist der Augenblick, wo der Stempel b ebenfalls in
der Höhe von o angekommen sein wird. Beim Weitergehen
des Excenters h wird das Blech von dem Stempel b sanft in den halbkreisförmigen Theil der Matrize c hinabgezogen und ist jetzt die Hälfte einer Welle in
verticaler Richtung gebogen (vgl. Fig.
10).
Nachdem man die Stempel a und b durch das Excenter gehoben, nimmt man die Blechplatte
heraus und dreht diese so um, daſs der durch b
gedrückte Halbkreis nach oben auf den Punkt o der
Matrize c aufgelegt wird; ferner kommt der in c gebildete Halbkreis nach unten in den
halbkreisförmigen Theil unter den Stempel a zu liegen
(vgl. Fig. 11).
Wird nun das Excenter wieder in Bewegung gesetzt, so hält einmal
der Stempel a die Welle fest und zweitens wird dieselbe
dem gehobelten Profil entsprechend geglättet.
Der Hauptvortheil der Maschine gegenüber den früheren ist nach
Angabe des Erfinders der, 1) daſs durch das Biegen des Bleches nach einer Seite der
Matrize sehr wenig Kraftaufwand nöthig ist und deshalb das Blech nicht angegriffen
wird, und 2) daſs durch das dreimalige Umlegen des halbkreisförmigen Theiles des
Profils die gebogene Welle nicht nur ganz gleichmäſsig ausgearbeitet, sondern auch
die ganze Wellblechplatte zum Verlegen in sich vollständig ausgerichtet wird,
welches letztere bis jetzt nur durch zeitraubende Handarbeit zu erzielen
gewesen.
Von Max Seipp, vertreten durch L. Bernhard und Comp. in Berlin, wird es als ein
Uebelstand der vorgenannten Maschinen bezeichnet, daſs die Blechplatten nach jeder
Biegung ausgehoben und entsprechend weiter gerückt werden müssen. In Folge dessen
sei es bei schwachem Blech gar nicht und bei starkem Blech kaum möglich, die Biegung
warm vorzunehmen, ohne das Blech öfter nach dem Glühofen zurückzubringen, und es
werde aus diesem Grunde gewöhnlich auch nur kalt gebogen. Um nun diesen Uebelständen
auszuweichen und die sämmtlichen Wellungen einer ganzen Platte in einer Operation
machen zu können, wurde von Seipp eine neue Maschine
mit mehreren nach einander in Thätigkeit tretenden, aufwärts und abwärts sowie auch
gleichzeitig seitlich bewegten Stempelplatten construirt (* D. R. P. Kl. 49 Nr. 7802
vom 2. März 1879), welche in Fig. 12
Taf. 3 im Durchschnitt dargestellt ist.
Die Einrichtung dieser Maschine ist eine solche, daſs sich nur je
die vorderste Stempelplatte a von oben und b von unten in einer verticalen Führung schiebt,
während die anderen durch mehrere Parallelgelenkhebel so an einander gehängt sind,
daſs sie nach einander erst im letzten Moment der Biegung einer halben Welle sich
dicht neben die vorhergehende Stempelplatte anlegen, wodurch das Blech möglichst
geschont und der Steg zwischen den sogen. Gewölbkappen vertical wird, ohne das Blech
von Anfang an scharf um die Kante zu ziehen.
Sämmtliche Stempel platten fahren in einem gemeinsamen Rahmen,
ähnlich dem Tisch einer Hobelmaschine, vorwärts und rückwärts und sind in der
äuſsersten Stellung links vertical so weit aus einander gezogen, daſs das Blech bis
an die entsprechend angebrachte Anschlagleiste c
eingelegt werden kann.
Bei der Vorwärtsbewegung nach rechts wird mittels der oben und
unten sich gleichmäſsig drehenden Daumenwellen zuerst die obere Stempelplatte a herunter und dann die untere b so weit hinauf geschoben, daſs die erste Viertelwelle gebogen und das
Blech festgehalten wird. Beim Weiterbewegen des Tisches oder gemeinsamen Rahmens
bleiben diese ersten Stempelplatten vertical in derselben Lage und wiederholt sich
das Abwärts- und Aufwärtsschieben der nächsten Platten so lange, bis sämmtliche
Wellungen fertig sind; es drückt also eine Platte nach der anderen, sobald sie die
entsprechende Daumenwelle passirt, und sämmtliche Platten bleiben in den fertig
gebogenen Wellungen, bis die letzte den Punkt d passirt
hat und die Rolle f an das Hängewerk g anläuft. Geht nun der Tisch weiter, so schwingt
dieses Hängewerk g um die Zapfen h und sämmtliche Platten ziehen sich gleichmäſsig aus
den Wellungen heraus, während die Stössel i es
verhindern, daſs das Blech in den unteren Stempelplatten sitzen bleibt.
Nach dem Wegnehmen der Platte, welches ebenfalls mechanisch
geschehen kann, erfolgt der Rückgang der Maschine und beginnt ihre Arbeit von neuem.
Zum Biegen sämmtlicher Wellungen ist kaum ¼ Minute erforderlich und ist es deshalb
möglich, die schwächste Blechsorte warm zu biegen und die beim Kaltbiegen nach der
Länge leicht entstehenden Brüche und Risse im Blech zu vermeiden.
Von Paul Schröter in
Neuwald (* D. R. P. Kl. 49 Nr. 8836
vom 16. Mai 1879) wurde später die in Fig. 13 bis
18 Taf. 3 dargestellte Vorrichtung zur Herstellung von Wellblechen
construirt.
Dieselbe ist in Verbindung mit irgend einer Preſsvorrichtung mit
veränderlichem Hub zu denken. Sie unterscheidet sich dadurch wesentlich von den
vorgenannten Maschinen, daſs sie, um die Sprödigkeit des Materials zu überwinden und durch einen Druck
eine ganze Welle in beliebiger Tiefe herstellen zu können, die groſse, beim
Herüberziehen des Bleches über die Wülsten entstehende gleitende Reibung, welche das
Material bis zum Zerreissen beansprucht, in rollende bezieh. Zapfen-Reibung
verwandelt, indem die drückenden Wulste aus Stahlwalzen a bestehen, welche in geeigneter Weise in Bronzeschalen gelagert sind.
Die Wulste, über welchen die vorher gepresste Welle liegt, sind
fest und ist in ihnen das Blech durch eine Leiste c
gehalten, die mittels starker Federn d angedrückt und
vom oberen Stempel S nach Vollendung der Operation
herausgehoben wird, so daſs das Blech ebenfalls herausgenommen und weiter gelegt
werden kann. Der Hub des Preſsstempels ist somit der dreifache der Wellentiefe oder
etwas mehr. Dieser Hub wird veränderlich eingerichtet, um nicht unnöthig hoch zu
heben und um beliebig tief zu drücken.
Die Matrize der Preſsvorrichtung besteht aus drei Theilen m1 bis m3, welche gegen
einander verstellbar sind und zwar zu dem Zwecke, um nach gepresster ganzer Welle,
während der Stempel wieder um ⅓ gehoben und im Begriff ist, die übrigen ⅔ seines
Hubes zurückzulegen, mittels der Schraube H oder durch
Hebel, Keilvorrichtung o. dgl. die Matrize m1 gegen m2 vorzuschieben, so daſs die gepresste Welle noch in
horizontaler Richtung zusammengedrückt wird; man erzielt dadurch, daſs bei
verticalen oder S-förmig übergebogenen Stegen (Fig. 14
bezieh. 15) die
Form eine genauere wird. Um letztere Form (Fig. 15)
herzustellen, wird die Matrize m1 auch so construirt, daſs sie hinten gehoben, also
um den Punkt p gedreht werden kann, so daſs der obere
Theil mit der Stahlrolle mehr drückt als der untere. Nach erfolgter genügender
Pressung kehrt m1
wieder in seine Stellung zurück. Bei flachen Wellblechen ist diese Operation nicht
nöthig.
Die Verschiebung von m1 und ebenfalls von m3 hat aber auch den Zweck, überhaupt vor
Beginn der Operation die Stellung der Matrizentheile zu reguliren, so daſs Wellen
verschiedener Blechstärke, verschiedener Form und Länge in derselben Vorrichtung
hergestellt werden können und derselben daher den Charakter der universalen
geben.
Beispielsweise sind hiermit Wellen flacher Form Fig. 16 mit
der daneben gezeichneten Vorrichtung, ferner Wellen ähnlich der Form wie in Fig.
17 und 18
herstellbar.
Von C. Pfeiffer in
Berlin (* D. R. P. Kl. 49 Nr. 9844
vom 14. December 1879) ist zur Herstellung von Träger-Wellblech für
gröſsere Blechstärken, als sie auf Excenterpressen zur Verarbeitung kommen können,
in letzter Zeit eine hydraulische Presse construirt worden in einer Anordnung,
welche es ermöglicht, das zu wellende Blech vertical aufzuhängen und so dem Arbeiter
die Mühe der Handhabung der Blechtafeln zu erleichtern.
Hierbei wird nach dem jedesmaligen Pressen einer halben Welle und
dem folgenden Rückgange beider Preſsbalken, von denen der untere horizontal
vorgeschoben in die fertige Welle sich einlegt, während der obere, geradlinig in
schiefer Richtung abwärts bewegt, die nächste halbe Welle biegt, die abbalancirte
Blechtafel in die Höhe gezogen, umgewendet und wieder in die die Vorsprünge für zwei
Wellenvertiefungen vertical über einander aufweisende Matrize eingehängt. Das
Pressen geschieht mittels vier Preſscylinder, von denen auf jeden Preſsbalken zwei
einwirken. Die beiden unteren horizontal liegenden kleineren Cylinder bewirken das
Festhalten und Ausarbeiten der bereits gebogenen Welle, während die beiden oberen
schief liegenden Cylinder das Biegen des Bleches vornehmen.
Durch ein Regulirventil kann der Druck auf die beiden unteren
Preſskolben beliebig groſs gemacht werden und erst nach Erreichung des hierfür
bestimmten Druckes beginnt die Bewegung des oberen Preſsbalkens. Der Druck steigt
dann in sämmtlichen Cylindern gleichmäſsig, da das Druckwasser durch die kleinen Cylinder
hindurch zu den groſsen gelangt. Der Rückgang beider Preſskolben erfolgt nach dem
Lösen des Absperrventiles zugleich und zwar durch Gegengewichte.
Zum Schluſs dieser Uebersicht sei noch kurz auf die in D. p. J. 1878 227 503 bereits erwähnte Herstellung von
gewellten Feuerröhren für Dampfkessel hingewiesen, welche von S. Fox in Leeds (Presse * D. R. P. Kl. 49 Nr. 1099 vom
27. September 1877 und Walzwerk * D. R. P. Kl. 49 Nr. 2935 vom 2. October 1877)
patentirt wurde.Ueber Resultate von Festigkeitsversuchen, welche D.
Kirkaldy mit solchen Kesselrohren angestellt hat, vergleiche Engineering, 1880 Bd. 29 * S. 477 und daraus in
der Zeitschrift des Verbandes der
Dampfkessel-Ueberwachungsvereine, 1880 * S. 125. – Die
Neuerung an Walzwerken zur Herstellung glatter und gewellter Platten und Röhren von
Schulz, Knaudt und Comp. in Essen (* D. R. P. Kl.
49 Nr. 9820 vom 19. November 1879) bezieht sich auf das Vorderlager der Oberwalze,
welches sonst zweitheilig, hier aber geschlossen ist und abgeklappt werden kann.
J. P.
Tafeln