| Titel: | Schleifmaschine für Lampencylinder und anderes Hohlglas; von F. A. Schöpfleuthner, Ingenieur in Wien. |
| Autor: | F. A. Schöpfleuthner |
| Fundstelle: | Band 238, Jahrgang 1880, S. 294 |
| Download: | XML |
Schleifmaschine für Lampencylinder und anderes
Hohlglas; von F. A. Schöpfleuthner, Ingenieur in Wien.
Mit Abbildungen auf Tafel 22.
Schöpfleuthner, über Schleifmaschine für Lampencylinder u.
dgl.
Gewöhnlich werden die Lampencylinder (irrthümlich auch
Lampengläser genannt) nach dem Blasen, also an beiden Enden verschlossen, vom
Kühlofen direct nach der Schleiferei gebracht, um dort mittels eiserner Räder beiderseits
abgesprengt und hierauf durch Abschleifen des so entstandenen, vielfach gezackten
Randes auf einer horizontalen Schleifscheibe aus freier
Hand fertig gerichtet zu werden. Auſser der Ungleichheit ihrer auf diese Weise
erhaltenen Länge fällt der Schnitt ebenso wenig rein, als senkrecht zur Achse des
Cylinders aus, da rasche Behandlung und geringer Arbeitslohn jede längere Hantirung
unmöglich machen, feiner Schliff aber bei Glaswaare stets zeitraubend und dadurch
kostspielig ist. Trotz alledem stellt sich der Arbeitslohn hierfür verhältniſsmäſsig
sehr hoch, so daſs eine praktische Behandlung mittels zweckmäſsigeren Maschinen sehr
erwünscht ist. Dieser Umstand und die Anregung des Directors der Wiener Glasfabrik
veranlaſsten mich, eine für diesen Zweck speciell eingerichtete Schleifmaschine zu
construiren und zwar unter Berücksichtigung der einfachsten Bedienung, damit hier
die in derartigen Fabriken mit Vortheil verwendeten Kinder gleich gut herangezogen
werden können.
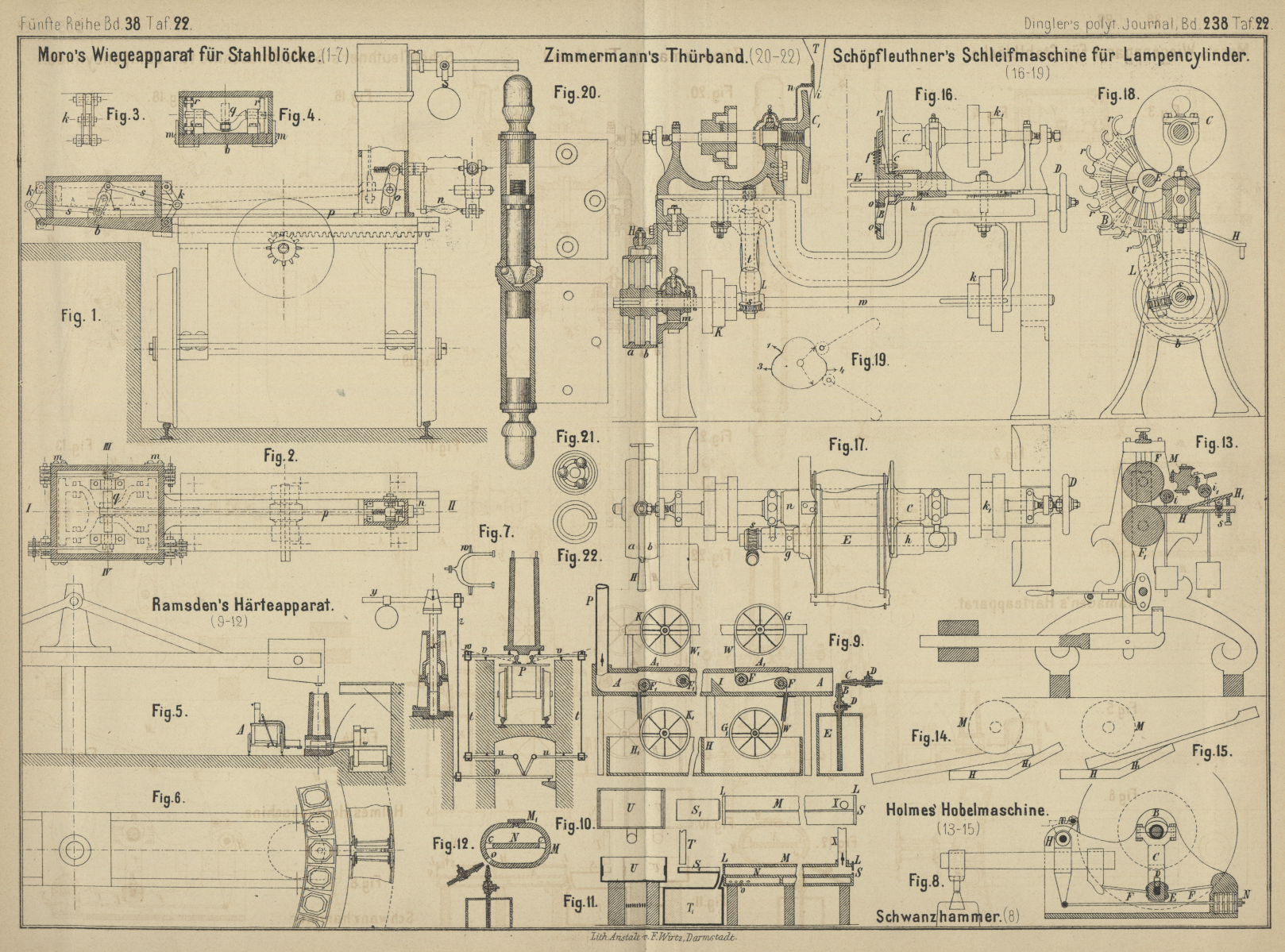
Dem üblichen Verfahren entgegen fand ich bei Construction dieser in Fig. 16 bis
19 Taf. 22 dargestellten Maschine die horizontale Lagerung der
Reibungsglieder als die zweckmäſsigste, mithin die Annäherung an eine gewöhnliche
Drehbank von selbst gegeben. Der möglichst niedrigen Anordnung der beiden Spindel
stocke, sowie des Durchmessers der symmetrischen Schleifkegel wegen schien eine auf
die gröſste Abweichung der letzteren vom Mittel sich erstreckende Kröpfung der
guſseisernen Wangen als unerläſslich und suchte ich gleichzeitig das zum Gusse
erforderliche Modell für beide Wangen zu benutzen. Dem bei solchen Maschinen mit
Erfolg durchgeführten Antrieb von unten entsprechend
wurden beide Tragfüſse zur Lagerung der Hauptwelle mit Pratzen versehen, auf welchen
die nach auſsen gegen Staub u. dgl. mittels Pockholzscheibchen abgeschlossenen Lager
m festgeschraubt sind. Die Antrieb- und die
Losscheibe a und b sitzen
links auf der hierzu über das Lager hervorragenden Verlängerung der Welle w und am Bett der Maschinen der Ausrücker H, während unterhalb des Bettes beide für die
Spindelstöcke bestimmten Stufenscheiben K und k so angeordnet sind, daſs die linksseitige auf der
Welle fest und die andere (aus später zu erörtenden Gründen) in achsialer Richtung
verschiebbar ist, ohne sich um die Welle w zu drehen.
Dicht neben K sitzt eine Schraube ohne Ende s, welche dem Zuführungsmechanismus als Uebertrager
dient und ihn mittels der an der Vorderwange in L
gelagerten Spindel t in geradezu schleichenden Rundgang
versetzt. Die Spindelstöcke haben gleiche Form und Einrichtung, sitzen am Bett
einerseits flach, andererseits im Prisma, jedoch mit dem Unterschiede, daſs der
linksseitige fest, der gegenüber liegende aber mittels Schraube und Handrad D dem anderen beliebig genähert werden kann, um auf
diese Weise alle vorkommenden Längen genau einstellen zu können; letzteres
ermöglicht der an der Vorderwange und am Spindelstock angebrachte Die Schleifkegel C, C1 sind aus
Guſseisen von gleichmäſsigem Korn, auf der Vorderseite unter demselben Winkel
convergirend abgedreht und behufs freien Durchganges der Gläser im Centrum
ausgebohrt, gleichzeitig aber auch zum Zwecke einer für den letzten Schliff
erforderlichen geraden Abschluſslinie an dieser Stelle schwach abgerundet. Beide
sind von der Rückseite ausgehend von an den Spindelstöcken festgeschraubten
Schutzkappen n bis über den Rand hinaus umschlossen und
erhalten den beständigen Zufluſs von Schleifsand aus je einem an diesen Kappen
abnehmbar befestigten Blechtrichter T, deren
Ausfluſsspitzen i so gegen die Schleifflächen gerichtet
sind, daſs der Sand stets vor den Gläsern zuflieſst.
Hier sei gleich bemerkt, daſs der bereits durchgegangene und in den Kappen
angesammelte Sand vor dem Waschen nicht in die Trichter T zurückgebracht werden darf, soll der Betrieb nicht unterbrochen
werden.
Der Zuführungsapparat, dessen Bestimmung die ununterbrochene Zuleitung der
aufgelegten Gläser ist, bedurfte hinsichtlich seiner Ausrüstung und Anordnung der
einzelnen Glieder einer besonderen Beachtung, da nicht allein die geringe Festigkeit
der zu behandelnden Arbeitstücke die vorsichtigste Wahl des an den Berührungsflächen
nothwendigen elastischen Futtermaterials bedingt, sondern die in der Glasschleiferei
herrschende Nässe als Feind allen Holzes nur wenige der sonst für solche Zwecke mit
Erfolg verwendeten Zwischenmittel zuläſst. Der ununterbrochene Betrieb bedingt für
den Zuführapparat die Kreisbewegung, der einmalige Durchgang der Cylindergläser das
Auflegen derselben auf der einen Seite und das Abgeben auf der anderen Seite,
demzufolge das wichtigste Glied dieses Mechanismus in Form einer runden Scheibe U (Fig. 18)
zur Anwendung kommen muſste. Diese letztere ist vor den Spindelstöcken so gelagert,
daſs sie die Achse derselben fast tangirt und die fertigen Cylinder genau im Centrum
der Schleifkegel hindurchgehen. Der langsame Gang sowie die bis auf den dreifachen
Durchmesser der zu bearbeitenden Enden erweiterte Ausbauchung der Lampencylinder
gestatten nur bei wechselweiser Lagerung die gröſste Ausnutzung der Maschine und
dadurch ist die Form der beiden Zuführscheiben bedingt. Kreisförmige Ausschnitte
reihen sich an deren Peripherie rings an einander, vervollständigt durch ebenso
viele in radialer Richtung auslaufende, am vorstehenden Ende hakenförmig gekrümmte
und durch Spiralfedern f nach der Achse hin gedrängte
Klemmschieber r. Der leichteren Zusammenstellung wegen
bewegen sich dieselben in auf deren Dicke vertieften kurzen Schlitzen und sind durch
übergelegte flach abgerichtete Ringe o (Fig. 16)
gehalten. Der knappe Spielraum am Schleifkegel für einen am unteren Ende zu behandelnden Cylinder und dessen jähe Erweiterung an
dieser Stelle erfordern
eine möglichste Herabsetzung der Länge seiner Auflage, weshalb die Scheibe U und die Schieber r
entsprechend gekröpft sind. Zur Lagerung dieser Theile wurden an der Vorderseite der
Spindelstöcke angegossene Hülsen am zweckmäſsigsten befunden; der linksseitige sitzt
zwischen dem auf der Welle E festgekeilten Schneckenrad
und Bund g (Fig. 17),
während der zweite dem Spindelstocke entsprechend verschoben werden kann,
gleichzeitig aber die Bewegung der Zuführscheibe B
durch die vorgesetzte Klaue h (Fig. 16 und
17) besorgt. Man sieht, daſs hierbei jede Zuführscheibe, einmal in
geeigneter Stellung zum Schleifkegel gebracht, mit diesem unveränderlich fest
verbunden jede Bewegung betreffs Stellungsänderung mitmacht; letzteres gilt speciell
von der rechtseitigen Hälfte der Maschine, deren Abstand vom Maschinenmittel bezieh.
dem Schleifkegel C, durch die jeweilige Cylinderlänge
bedingt ist und welche den Riemen der zugehörigen Stufenscheibe stets mit sich
führt. Beide Nabenenden des letzteren sind ebenso wie die Lager m mit selbstthätigen Pockholzplättchen staubdicht
abgeschlossen.
Weil nun das Aufgeben der zu schleifenden Gläser (Hohlglas jeder Art) auf der
Vorderseite geschieht, die fertigen auf der Rückseite selbstthätig abgegeben werden,
müssen die mittels der Spiralfedern f zugehaltenen
Schieber r auf der hinteren Seite geöffnet, bezieh.
heraus gezogen werden. Zu diesem Zwecke erhält jeder derselben bei c eine Rolle, welche über einer feststehenden, nach
Fig. 19 geformten Bahn dahinrollt, so daſs sie auf der Strecke 4 bis 3 offen, von 1 bis 2 dagegen
geschlossen bleiben und auf diese Weise das Einlegen bezieh. Ablegen der
Arbeitstücke rechtzeitig gestatten.
Für cylindrisches Hohlglas, wie Trinkgefäſse u. dgl., wird an Stelle der beiden
Zuführscheiben für specielle Fälle – wie in vorliegendem Falle – nur eine jedoch mit
breiteren Klemmbacken versehene Scheibe gesetzt und in bekannter Weise verfahren.
Der Preis gegenüber der Handarbeit stellt sich auf etwa den sechsten Theil.
Aehnliche Maschinen zur Bearbeitung von Glasartikeln sind in den
letzten zwei Jahren mehrere in Deutschland patentirt worden.
Bei seiner Abspreng- und Abschleifmaschine für
Lampencylinder ging E. Jähde in Liebau, Schlesien (* D. R. P. Kl. 32 Nr. 8089 vom 10.
Mai 1879) von der Idee aus, die vom Ofen kommenden Glascylinder, anstatt
von Hand am Stein abzusprengen, mittels je eines Kupferrades an jedem Ende zu
bearbeiten. Der Cylinder wird an beiden Enden mittels Klauen so gefaſst, daſs dessen
Drehung selbstthätig während des Schnittes durch die rotirenden Scheiben erfolgt.
Ein Ruck an einem Griff genügt, das fertige Glas aufzuhalten, den Deckel der
Einspannvorrichtung zu öffnen, so daſs an Stelle des fertigen Glases ein rohes
eingelegt werden kann. Im Ganzen ist das Princip der Maschine richtig, allein deren
Leistung eine zu geringe und unvollkommene.
Raspiller und
Comp. in Fennerglashütte bei Saarbrücken (* D. R. P. Kl. 67 Nr. 3630 vom 7.
Mai 1878) haben eine Maschine construirt, um ebene oder hohle Flächen, sogen.
Façetten oder Oliven, auf Gläser einzuschleifen. Der Schleifstein von etwa 75cm Durchmesser dreht sich mit seiner vertical in
Spitzen (!)
gelagerten Spindel möglichst rasch, während das zu schleifende Glas, entsprechend
eingespannt, der Mantelfläche des Steins zugeschoben wird. Der Schliff beginnt an
einer Stelle des Glases, geht demselben entlang und setzt sich nach entsprechender
Wendung des Glases an der nächsten Fläche fort. – In der vorliegenden Construction
ist die Maschine in der Glasschleiferei nicht verwendbar, da deren empfindlichsten
Theile gegen Staub u. dgl. gar nicht geschützt sind.
Die von Volpp, Schwarz
und Comp. in Freiburg i. B. (* D. R. P. Kl. 67 Nr. 3407 vom 29. November
1877. Zusatz Nr. 5051 vom 28. April 1878. Zusatz Nr. 9579 vom 6. Juli 1879)
patentirte Facetten – Schleifmaschine für Hohlglas verdient kein günstigeres Urtheil
wie die vorhergehende Maschine, so viele Sperrkegel, Federn u. dgl. sind an
derselben vorhanden. Der Stein rotirt in senkrechter Ebene. – Die Patentansprüche in
Nr. 9579 umfassen 17 Glieder der Maschine.
Besser ist die Bodenschleifmaschine (* D. R. P. Kl. 67 Nr. 5526
vom 22. Juni 1878) derselben Erfinder, welche zunächst mindestens 6 Stück zu
gleicher Zeit einzuspannen und zu bearbeiten gestattet und in der Ausführung den von
solchen Schleifereien gestellten Hauptanforderungen theilweise entspricht. Die
Maschine ruht auf einer senkrechten Hohlsäule, in welcher die Lager der stehenden
Spindel verdeckt sind; die Schleifscheibe rotirt in horizontaler Ebene. Sechs in
radialer Richtung an der Säule festgeschraubte Supporte enthalten in geschlossenen
Schlitten die Einlege- und Auslegemechanismen mit den zur Steuerung führenden
Gliedern. Die Maschine schleift die Böden nicht eben, sondern blos in ihrer Höhlung,
um die von der Krücke herrührenden Unebenheiten zu beseitigen.
Tafeln