| Titel: | Neuerungen an Mahlvorrichtungen für Herstellung von Papierstoff. |
| Autor: | A. L. |
| Fundstelle: | Band 240, Jahrgang 1881, S. 26 |
| Download: | XML |
Neuerungen an Mahlvorrichtungen für Herstellung
von Papierstoff.
Patentklasse 55. Mit Abbildungen auf Tafel 3.
Neuerungen an Mahlvorrichtungen für Papierstoffe.
Die Zahl der Neuerungen an Holländern ist eine kleine.
Man gibt sich mit der gegenwärtigen Gestalt des Holländers in weiten Kreisen
zufrieden. Den meisten Anlaſs zu Verbesserungen scheint noch das Grund werk zu
geben; dann wird versucht, das Umrühren des Stoffes durch Menschenhand zu vermeiden; endlich fehlt
es nicht an Versuchen, unter Beibehaltung derselben Werkzeuge und Arbeitsweisen
durch Veränderung der Anordnung die Leistungsfähigkeit zu erhöhen und den Raum- und
Kraftbedarf herabzuziehen, oder durch Anwendung anderer Werkzeuge und Arbeitsweisen
ein besseres Product als mit dem Holländer zu erzielen.
Grundwerke, Ferd. Jagenberg in Remscheid (* D. R. P.
Nr. 9777 vom 30. November 1879) construirt die Grundwerke so, daſs nach
eingetretener Abnutzung der Messer nur diese allein, nicht aber der Kasten und die
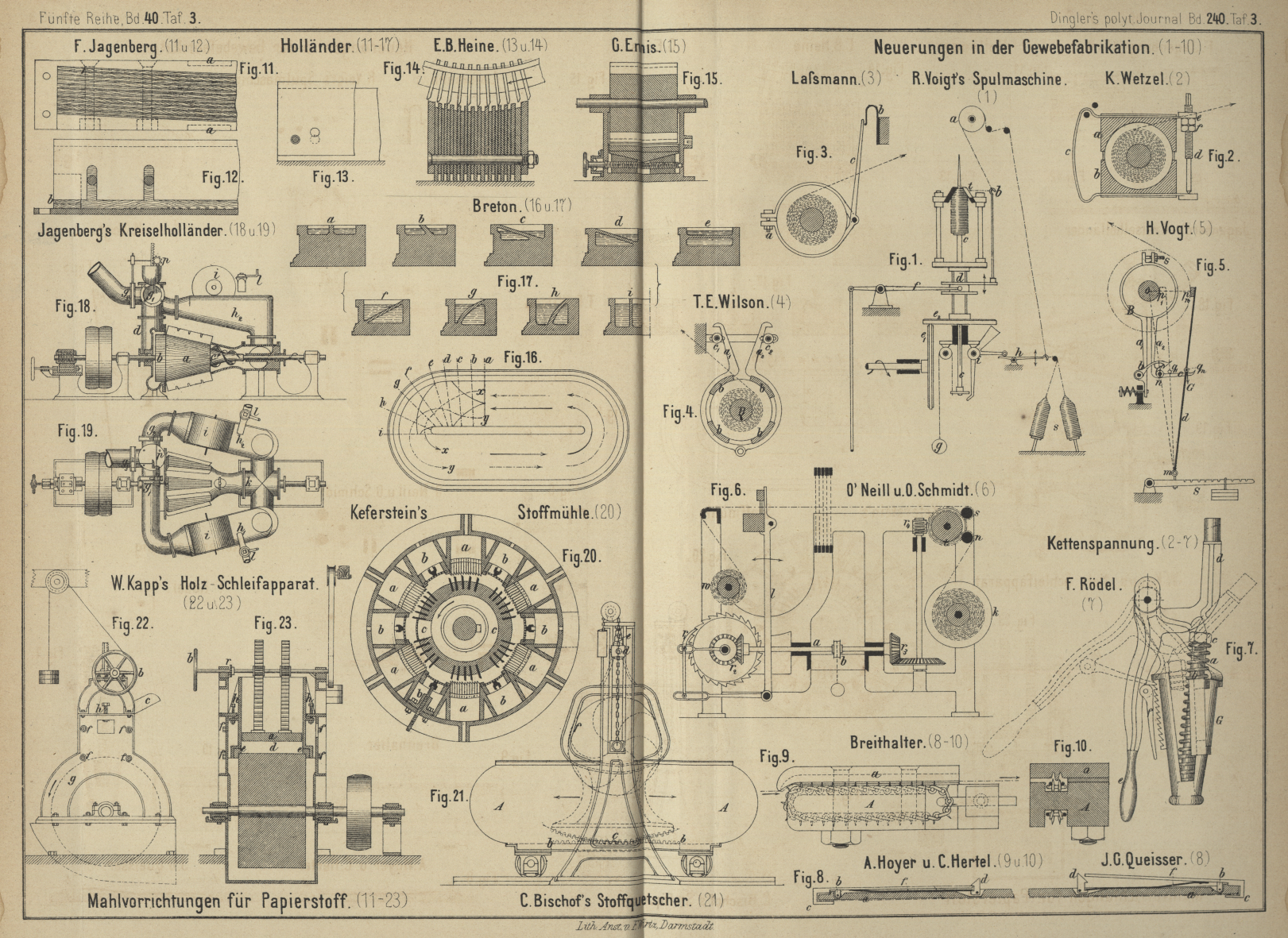
Zwischenlagen gehoben werden. Der Grundwerkskasten besteht nach Fig. 11 und
12 Taf. 3 aus der eisernen Grundplatte und zwei keilförmigen
Seitenplatten, deren Verschiebung in der Längenrichtung durch auf der Grundplatte
befindliche Leisten a verhindert wird. Zwischen die
Seitenplatten werden die Messer und die hölzernen Zwischenlagen eingelegt und damit
durch Schrauben fest verbunden. Zur Hebung der Messer sind nur die Schrauben zu
lüften und unter die Enden der Messer Brettstückchen oder Blechstreifen h in erforderlicher Dicke zu legen. Um dies zu
ermöglichen, besitzen die hölzernen Zwischenlagen an beiden Enden Ausschnitte, wie
die Punktirung in Fig. 12
angibt. Dadurch, daſs der Kasten des Grundwerkes keine Lagenveränderung bei dem
Heben der Messer erfährt und durch die Weise der Messerhebung, ist jedenfalls eine
weit gröſsere Gewähr für richtigen Stand der Grundwerksmesser gegen die Walze
geboten, als dies bei der bislang üblichen Einrichtung, welche ein Heben des ganzen
Kastens nothwendig macht, der Fall ist.
Nach anderer Richtung erstrecken sich die von E. B.
Reine in Delstern bei Hagen, Westphalen (* D. R. P. Nr. 9631 vom 19.
November 1879) angegebenen Verbesserungen. Muſs die Hebung der Grundwerksmesser
durch Heben des dieselben aufnehmenden Kastens erfolgen, so hat man meist noch die
hölzernen oder metallenen Zwischenlagen zu erniedrigen, um wieder zwischen den
Messern etwas freien Raum zu schaffen. Diese Arbeit kann fast nur mit dem Meiſsel
ausgeführt werden und ist deshalb, namentlich bei metallenen Zwischenlagen, sehr
zeitraubend. Heine vermeidet dies dadurch, daſs er das
Grundwerk aus lauter Stahlplatten gleicher Dicke und Höhe zusammensetzt, die Platten
1, 3, 5 . . oder, wenn gröſserer Zwischenraum zwischen den Schneidkanten erwünscht
ist, die Platten 1, 4, 7 . . höher stellt als die übrigen. Sämmtliche Platten sind
durch quer durchgezogene Schraubbolzen mit einander in Verbindung gebracht; die
Bolzen sind abgedreht, die Löcher in die Messer genau gebohrt, so daſs die Bolzen
zugleich die richtige gegenseitige Lage der Platten bewirken. Sind die Messer 1, 3,
5 . . abgenutzt, so stellt man die Platten 2, 4, 6 . . hoch. Um dies zu ermöglichen,
trägt jedes Messer für
jeden Bolzen noch ein zweites etwas in der Höhe versetztes Loch, wie aus Fig.
13 Taf. 3 zu ersehen. Fig. 14
zeigt noch, daſs die Endplatten stärker gehalten sind als die zwischenliegenden, um
gegen Durchbiegung genügenden Widerstand zu besitzen. – Die Patentbeschreibung gibt
an, daſs die Messer dieses Grundwerkes keiner Schärfung bedürfen sollen,
vermuthlich, weil dieselben dünn gehalten werden, und daſs diese Anordnung im
gleichen Räume etwa 20 Procent mehr Messer anzubringen gestatte. Die Heine'sche Ausführung erspart ein zeitweiliges
Höherstellen des Messerkastens nicht; sie erspart nur das Aushauen der
Zwischenlagen. Bei der vorher beschriebenen Anordnung von Jagenberg wird dies auch überflüssig, da dort nur die Messer gehoben
werden, die Zwischenlagen aber ein für alle Mal auf dem Boden des Kastens stehen
bleiben.
Bei allen Holländern der gewöhnlichen Anordnung erfolgt die
Anstellung der Messer durch Heben und Senken der Walze; das Grundwerk steht während
des Mahlens fest. G. H. Ennis in Troy, N. Y.
(Amerikanisches Patent Nr. 225976 nach der Papierzeitung, 1880 Nr. 46) kehrt die Anordnung um. Die Walze (Fig.
15 Taf. 3) ist in festen Lagern gelagert, das Grundwerk läſst sich durch
Drehen der rechts- und linksgängigen Schraube heben und senken. Diese Anordnung ist
jedenfalls constructiver als die bisher übliche; ohne Zweifel treten bei den in Gang
befindlichen Holländern fast ausnahmslos heftige Erschütterungen nur deshalb auf,
weil die Welle trotz des groſsen Gewichtes und der groſsen Umdrehungszahl der Walze
und trotz der zu übertragenden bedeutenden Kraft nicht fest gelagert ist. Die Anordnung von Ennis
läſst erwarten, daſs der Gang viel ruhiger wird; dies wäre nach verschiedenen Seiten
hin ein Gewinn. Legt man die Walzenwelle in feste Lager, so wird man wohl den Kropf
beweglich anordnen müssen, um denselben jederzeit in dem erforderlichen Maſse gegen
die Walze anstellen zu können.
Holländertrog. Camille Breton in Paris (* D. R. P. Nr.
5445 vom 22. November 1878) sucht durch eigentümliche Ausbildung des Kropfablaufes
eine vollkommene Mischung des Stoffes zu erzielen, so daſs alle Partien in gleicher
Weiſse niedergemahlen werden, ohne ein Umrühren des Stoffes durch den Arbeiter
nöthig zu machen. Fig. 16
Taf. 3 gibt einen Grundriſs des Troges, dessen Kropfkante in Richtung der Linie a liegt. In Fig. 17
sind 9 Querschnitte durch den Kropfablauf in Richtung der Linien b bis i dargestellt, a zeigt zunächst eine in der Mitte der Kanalbreite
senkrecht stehende Wand, welche den Stoffstrom in zwei gleichgroſse Arme zerlegt;
die Wand neigt sich immer weiter nach links und zeigt schon c einen geschlossenen Kanal. Verfolgt man die Querschnittsänderungen
weiter, so ergibt sich, daſs durch die schraubengangförmige Windung beider Kanäle
die Stofftheile, welche
sich an der Auſsenwand des Troges hin bewegten, nach der Innenwand und umgekehrt die
von der Innenwand nach der Auſsenwand befördert werden. Durch die Pfeile x und y in Fig. 16
sind die Stoffwege angedeutet.
Es ist nicht unmöglich, daſs durch diese Führung des Stoffes das Rühren überflüssig
gemacht wird. Es darf aber dabei auch das Bedenken nicht verschwiegen werden, daſs
die Kanäle Veranlassung zum Festsetzen von Stoff geben können; sie sind schlecht
zugänglich und deshalb auch schwer zu reinigen.
Stoffmühle, genannt Kreiselholländer, von F. Jagenberg in
Remscheid (* D. R. P. Nr. 11178 vom 4. Mai 1880). Als Vorbild dieses Holländers ist
ohne Zweifel die amerikanische Kegelmühle von Jordan
und Eustice (vgl. Hofmanns
Handbuch der Papierfabrikation, S. 191) anzusehen. Jagenberg hat den Versuch gemacht, diese Kegelmühle so umzugestalten, daſs
der Stoff wie bei dem gewöhnlichen Holländer je nach Bedarf mehr oder weniger häufig
durch die Mahlvorrichtung gehen kann und daſs gleichzeitig ein Waschen möglich ist.
Die Fig. 18 und 19 Taf. 3
geben Aufriſs und Grundriſs dieser Stoffmühle. Das Mahlen findet statt zwischen dem
mit Messern besetzten und rasch rotirenden Conus a und
den in den umgebenden Mantel packetweise eingesetzten festen Messern. Der Conus ist
in der Achsenrichtung verstellbar, so daſs sich der Abstand der rotirenden von den
festen Messern nach Wunsch einstellen läſst. Erhält der Conus Drehung, so stellt
sich in Folge der entstehenden Centrifugalkräfte und der Gestalt des Gehäuses eine
von rechts nach links gerichtete Strömung des Stoffes her. Diese wird hier
wesentlich gefördert durch die im Zufluſsrohr liegende Schnecke c und den als Centrifugalpumpenrad wirkenden
cylindrischen Theil b der Mahltrommel. Das Gehäuse über
b ist wie bei Centrifugalpumpen spiralförmig und
geht in das Steigrohr d über. Die Schnecke c liefert mehr Stoff als b
fortzuschaffen vermag, so daſs in der Mahlkammer ein Stauen eintritt, welches – nach
Ansicht des Erfinders – ein feines und gleichförmiges Mahlen möglich machen soll.
Die conische Schnecke c hat jedenfalls die Wirkung, die
Bildung von Hohlräumen in der Mahlkammer so viel als möglich zu verhindern. – Der im
Rohr d aufsteigende Strom gelangt in die Ventilkammer
p und von da entweder durch die Rohre g1 und g2 und die offenen
Kanäle h1, h2 zurück nach dem
Einfallrohre k oder durch das Rohr g3 nach dem nächsten
Holländer oder einem Sammelkasten. In den Kanälen h1, h2 liegen Waschtrommeln i und Sandfänge. Hier wird auch der zu bearbeitende Stoff eingetragen und
Waschwasser durch die Leitungen l zugeführt.
Jagenberg will diese Kegelmühlen sowohl zum
Halbstoffmahlen und Waschen, als zum Bleichen wie auch zum Feinmahlen verwenden und denkt sich die
Anlage, wenn für jede Arbeit eine besondere Mühle verwendet wird, folgendermaſsen:
Der Halbzeugholländer liefert direct in den Bleichholländer und dieser in den
Ganzzeugholländer; sollte dies nicht möglich sein – welcher Fall wohl zumeist
eintreten wird –, so werden zwischen die Holländer Sammelkästen eingeschaltet, aus
denen die entsprechenden Mühlen selbstthätig Stoff entnehmen. Alle Holländer mit den
Sammelkästen stehen in einem Geschoſs und so hoch, daſs der letzte direct in die
Zeugbutte liefern kann.Es wäre interessant, zu erfahren, ob derartige Mühlen zur Aufstellung gelangt
sind und wie sich dieselben bewähren. Hofmann
gibt in seinem oben angeführten Werke an, daſs die Mühle von Jordan und Eustice
von einer gröſseren Zahl amerikanischer Papierfabriken mit Vortheil
verwendet wird. Japenberg's Construction ist
nun dieser in verschiedenen Punkten überlegen, nicht allein dadurch daſs,
wie schon erwähnt, ein Stoffumlauf hergestellt und ein Waschen ermöglicht
ist. Ein Hauptvortheil ist auch darin zu suchen, daſs die festen Messer,
welche bei der amerikanischen Construction in dem conischen Gehäuse verkeilt
sind, packetweise durch die Gehäusewand geschoben und nachstellbar sind, so
daſs man dieselben, wenn sich der Durchmesser der Walze verkleinert hat, der
Achse nähern kann und die achsiale Verschiebung der Walze dadurch auf ein
Minimum herabgezogen wird. Das letztere erscheint hier der ganzen
Construction nach nothwendig. Die Bildung von Gruppen fester Messer
erleichtert auch das Herausnehmen und Auswechseln und macht das Schleifen
möglich. Allerdings ist bei Jagenberg die Zahl
der Messer bei gleich groſsem Gehäuse bedeutend kleiner als bei Jordan und Eustice
und demgemäſs wird sich die Leistungsfähigkeit verringern. Eine solche Mühle
ist aber wohl geeignet, eine ganze Reihe von Holländern der gewöhnlichen
Ausführung zu ersetzen und wird dabei neben bedeutender Raumersparniſs auch
eine Kraftersparniſs zu erwarten sein.
Eine völlig neue Holländerform hat A.
Keferstein in Reudnitz bei Leipzig (* D. R. P. Nr. 3538 vom 3. Januar 1878)
patentirt erhalten. Diese Mahl Vorrichtung ist aber so complicirt, daſs von Seiten
der Papierfabrikanten wohl kaum Neigung, dieselbe einzuführen, erwartet werden darf.
Fig. 20 Taf. 3 gibt einen Grundriſs. Die cylindrische Walze steht
senkrecht; auf derselben sind die Messer in Gruppen angebracht, so daſs längs der
Walze gröſsere Kanäle verbleiben, welche den von oben her eintretenden Hadern das
Niedersinken ermöglichen. Um diese Bewegung zu unterstützen, sind die Walzenmesser
etwas zur Achse geneigt angeordnet; die gruppenweise die Walze umgebenden
Grundwerksmesser a stehen dagegen senkrecht. Der
Abstand zwischen Grundwerks- und Walzenmessern ist oben bei dem Eintritt des Stoffes
gröſser als unten, um das Fassen zu erleichtern und eine allmähliche Zerkleinerung
eintreten zu lassen. Im unteren Drittel der Walzenlänge liegen die Schneiden in zwei
Cylindermänteln, die zum Zusammenfallen gebracht werden, wenn man feinmahlen will.
Während der Bereitung von Halbstoff kann auch gewaschen werden. Dies ist dadurch
ermöglicht, daſs die zwischen den Grundwerken gelegenen Sectoren b mit Siebblech überzogen sind und dem Schmutzwasser
Austritt gewähren. Das Waschwasser tritt von oben in die hohle Walze ein und durch die in dem
Mantel angebrachten und mit Siebblech überdeckten Oeffhungen bei c aus. Die Menge des Waschwassers läſst sich durch eine
im Inneren der Walze liegenden und von unten stellbaren Ringschütze regeln. –
Sämmtliche Grundwerkssätze und Siebsectoren sind durch Schrauben in radialer
Richtung verstellbar. Die Grundwerksmesser müssen damit auf das genaueste gegen die
Walze angestellt werden. Eine Gewähr dafür, daſs dies bei allen Sätzen gleichmäſsig erfolgt, ist nirgends zu finden. Die
Beschaffenheit des austretenden Stoffes kann hier
keinen Anhalt bieten, da die Walze von einer gröſseren Zahl von Grund werken umgeben
ist. Sehr viel Schwierigkeiten dürfte auch die Lagerung der Walze verursachen; diese
darf natürlich keinerlei Schwankungen der Welle oder gar ein Ausweichen aus der
verticalen Richtung zulassen. Der Erfinder scheint die Schwierigkeiten allerdings
gering anzuschlagen, denn er glaubt der Walze „gut die 4- bis 5 fache
Umdrehungsgeschwindigkeit“ der Walzen der gewöhnlichen Holländer geben zu
können!
C. Th. Bischof in Wien (* D. R. P. Nr. 9781 vom 16.
December 1879) will die Feinholländer durch einen „Stoffquetscher“ ersetzen.
Die feinen Fasern des Ganzzeuges sollen nicht mehr durch schneidend, sondern durch
quetschend wirkende Werkzeuge gebildet werden. Der Stoffquetscher arbeitet also in
derselben Weise wie die alten Stampfgeschirre. Erweist sich derselbe als genügend
leistungsfähig, so wäre damit ein Schritt gethan, welcher eine Erhöhung der
Festigkeit und Dehnbarkeit der Papiere zur Folge haben muſs.
Bischofs Stoffquetscher ist durch Fig. 21
Taf. 3 dargestellt. Zur Aufnahme des Halbzeuges dient die auf 4 Rädern laufende
Wanne A, welche eine hin- und hergehende Bewegung
erhält. In den Boden der Wanne ist eine verzahnte Platte b eingesetzt, in welche der Zahnbogen c
eingreift. Dieser schwingt um die Welle d und ruht
durch sein Eigengewicht, vermehrt um den Druck zweier in den Ständern
untergebrachten Schneckenfedern e, auf der
Quetschplatte b. Wird die Wanne in Bewegung gesetzt, so
gelangt das Halbzeug zwischen die Zähne und wird zerquetscht. Besondere Vorkehrungen
zur Stoffbewegung sind nicht getroffen; die Bewegung der Wanne soll allein genügen,
um alle Partien gleichmäſsig der Arbeitstelle zuzuführen. Zum Waschen des Zeuges ist
eine Waschtrommel f gewöhnlicher Construction
eingehängt; das Waschwasser tritt durch zur Seite der Platte b liegende, mit Siebblech abgedeckte Kanäle ein.
Unter den Mahlvorrichtungen sei schlieſslich noch ein von W. Kapp in Bork a. d. Lippe (* D. R. P. Nr. 3347 vom
14. April 1878) construirter Schleifapparat zum Zerfasern von Holzabfällen u. dgl.
aufgeführt; derselbe besitzt einen verticalen Schleifstein mit einer Druckstelle
über der Achse. Die Abfälle werden nach Aufhebung des Kolbens a (Fig. 22 und
23 Taf. 3), was vom Handrade b aus
geschieht, durch den Trichter c in die Preſskammer d eingeführt; die unteren Kanten der letzteren müssen
hier, damit die Splitter auch so viel als möglich zerfasert werden, dicht an den
Stein anstehen. Seitlich wird ein dichter Schluſs herbeigeführt durch die
Holzleisten e, in welche sich der Stein einarbeitet.
Die vordere und hintere Kante haben keine besonderen Schutzleisten. Erweitert sich
dort der Zwischenraum, so senkt man den ganzen Preſskasten nach Lösung der Schrauben
f mit Hilfe der Stellschrauben h. Das Andrücken des Preſskolbens geschieht auf die
gewöhnliche Weise; erwähnt sei nur noch, daſs, um den Kolben während der Füllung der
Preſskammer in höchster Stellung halten zu können, auf der oben liegenden Welle ein
Sperrrad r angebracht ist, in welches eine Klinke
eingelegt wird. – Grobe Steine sollen sich hier vortheilhaft verwenden lassen, weil
ein groſser Theil der Splitter nach der Länge geschliffen wird. Bei dem
Querschleifen geben grobe Steine bekanntlich einen dicken splitterigen Stoff.
A. L.
Tafeln