| Titel: | Walzwerk für Rillenschienen u. dgl. |
| Fundstelle: | Band 240, Jahrgang 1881, S. 97 |
| Download: | XML |
Walzwerk für Rillenschienen u. dgl.
Mit Abbildungen auf Tafel 9.
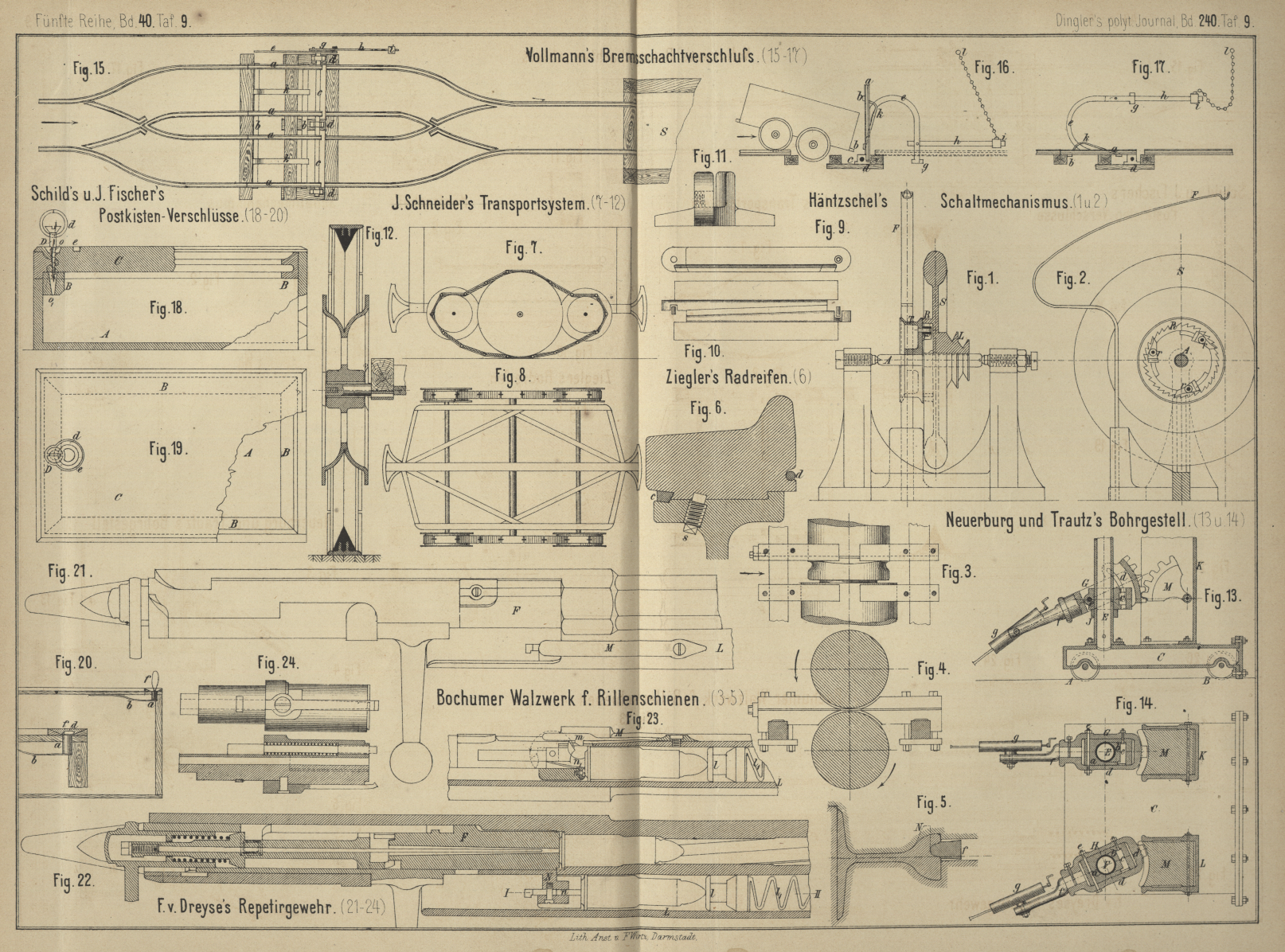
Bochumer Walzwerk für Rillenschienen u. dgl.
Im Anschluſs an die beiden Einrichtungen, welche in D. p.
J. 1880 238 * 23 und * 197 beschrieben sind, sei das Verfahren mitgetheilt,
das der Bochumer Verein für Bergbau und
Guſsstahlfabrikation in Bochum (* D. R. P. Kl. 49 Nr. 11629 vom 13. Februar
1880) sich patentiren lieſs.
Hier ist die Einrichtung (Fig. 3 bis
5 Taf. 9) so getroffen, daſs diejenigen Theile des Profiles, welche sich
aus der Walze, wenn sie in richtiger Lage gewalzt würden, nicht ausheben lieſsen,
vorher in einer anderen Lage, also zurückgebogen, daſs sie aus der Walze
herauslaufen können, hergestellt werden und erst im Fertigkaliber in die richtige
Lage sich umbiegen. Verfährt man nun so, ohne ein weiteres Hilfsmittel anzuwenden,
so würde man ein Kaliber haben, welches unvollständig begrenzt ist. Die
Vollständigkeit dieser Begrenzung erreicht man durch Anwendung eines Körpers, der
nicht mit der gewöhnlichen Walze rotirt, nämlich durch die eingelegte façonnirte
Führung f. Es geschieht, wie gesagt, das Umlegen
derjenigen Profiltheile, welche sich nicht aus der Walze ausheben würden, erst und
ausschlieſslich im Fertigkaliber und man wendet im Fertigkaliber, wie dies bei allen
richtig geführten Walzprocessen üblich ist, naturgemäſs den schwächsten Druck an, so
daſs die gesammte Streckung im Fertigkaliber eine geringfügige ist. In Folge dessen
legt sich die Nase N willig und ohne groſsen
Verschleiſs um die Führung f. Dabei ist gleichzeitig zu
bemerken, daſs man auf diese Weise auch keinen störenden achsialen Druck in den
beiden Walzen erzeugt.
Diese Construction kann auch bei einem symmetrischen Profile angewendet werden.
Tafeln