| Titel: | Neuerungen an Schienensägen und Schneidmaschinen. |
| Autor: | Mg. |
| Fundstelle: | Band 241, Jahrgang 1881, S. 21 |
| Download: | XML |
Neuerungen an Schienensägen und
Schneidmaschinen.
Mit Abbildungen auf Tafel 3.
Neuerungen an Schienensägen und Schneidmaschinen.
Eine für die Praxis sehr brauchbare Schienen-Kaltsäge ist die unter der Bezeichnung „Combinirte Bohr-,
Säge- und Fräsmaschine für Handbetrieb“ patentirte Maschine von Heinr. Ehrhardt in Düsseldorf (* D. R. P. Kl. 49 Nr.
6336 vom 30. Januar 1879), welcher das Princip der Thompson'schen Schienensäge und
Bohrmaschine (1879 231 * 23) zu Grunde liegt, die aber
bedeutende Vereinfachungen letzterer Maschine gegenüber zeigt.
Wie aus Fig. 6 Taf. 2 zu entnehmen, trägt das solide Untergestell einerseits
einen Kreuzsupport, andererseits seitlich von diesem zwei Ständer, zwischen welchen
auf einer Achse ein Hebel gelagert ist für die Lager einer Welle, welche sich quer
über den Support erstreckt und auf dieser Seite die Kaltsäge (direct quer über dem
Support) und ein Kegelräderpaar zum Antrieb der verticalen Bohrspindel (seitlich
über dem Support) enthält, während auf der anderen Seite der Ständer ein Kurbelrad
sitzt. Die Kaltsäge wird durch ein Schneckengetriebe vom Kurbelrad aus gedreht.
Ist auf dem Support eine Schiene o. dgl. festgespannt und wird das Schwungrad
gedreht, so schneidet die Säge die Schiene durch, wenn der genannte Hebel allmählich
von Hand oder selbstthätig durch ein angehängtes Gewicht niedergezogen wird. Soll
gebohrt werden, so stellt man den Hebel in seiner horizontalen Lage mittels einer
Schraube fest und bohrt in gewöhnlicher Weise. Statt der Kaltsäge kann ein Fräskopf
aufgesetzt werden, um die Endflächen der Schiene genauer zu bearbeiten. – Die ganze
Maschine wird auf Räder gesetzt und bietet ein passendes Werkzeug für Montagen o.
dgl.
Mit dieser Schienensäge wurde ein Probeschneiden von verschiedenen
Schienen in kaltem Zustande auf dem Bahnhofe der Böhmischen Westbahn in Prag
vorgenommen, worüber die Technischen Blätter, 1880 * S.
231 folgende Ergebnisse
mittheilen. Es wurde eine Puddelstahlschiene der Böhmischen Westbahn von 120mm Höhe, 105mm
Fuſsbreite, 57mm Kopf breite und 31k,9 Gewicht für 1m Länge binnen 14 Minuten zersägt. Das Zerschneiden einer
Martinguſsstahlschiene – bekanntlich das härteste und sprödeste Material – hat 11
Minuten und endlich das Zersägen eines guſseisernen Rohres von 52mm lichtem Durchmesser und 9mm Wandstärke 7 Minuten gedauert. Sämmtliche
Schnitte waren senkrecht zur Achse geführt und die Schnittflächen waren derart
vollkommen rein, als wenn dieselben mit einer ausgezeichneten Fräsmaschine erzielt
worden wären. Bei diesen Proben wurde die Kreissäge durch ein am Hebel aufgehängtes
Gewicht auf das Stück niedergedrückt, während ein Mann das Schwungrad drehte. Um
eine Unterbrechung in dem Zersägen zu vermeiden, regelte ein zweiter Arbeiter
mittels jenes Hebels und Gewichtes den Druck der Kreissäge auf die Schiene und
sorgte gleichzeitig für den stetigen Zufluſs des Seifenwassers auf die
durchzusägende Schienenstelle.
Das Bohren eines Loches von 30mm
Durchmesser in den Steg der Stahlschiene von 13mm
Stärke hat 4½ Minuten gedauert und es war das Schienenloch vollkommen rein und
cylindrisch ausgebohrt.
Rechnet man zu dieser Schienensäge mit Rücksicht auf das Zutragen
und Einspannen der Schienen drei Arbeiter, welche sich innerhalb 10 Arbeitsstunden
im Accord zusammen 2 fl. 50 kr. verdienen, so werden während dieser Zeit mindestens
20 Schnitte gemacht, wonach ein Schnitt auf 12,5 kr. zu stehen käme. In derselben
Zeit können durchschnittlich 75 Laschenlöcher gebohrt werden und es kostet demnach
ein Laschenloch 3,3 kr. Hingegen braucht ein gewandter Schlosser zum Hauen einer
Schiene nebst Bohren von zwei Laschenlöchern erfahrungsmäſsig bis 2½ Stunden und es
wird diese Leistung im Accord mit 20 + 6 + 6 = 32 kr. bezahlt.
Nach dem Organ für die Fortschritte des
Eisenbahnwesens, 1881 S. 93 hat Ehrhardt noch
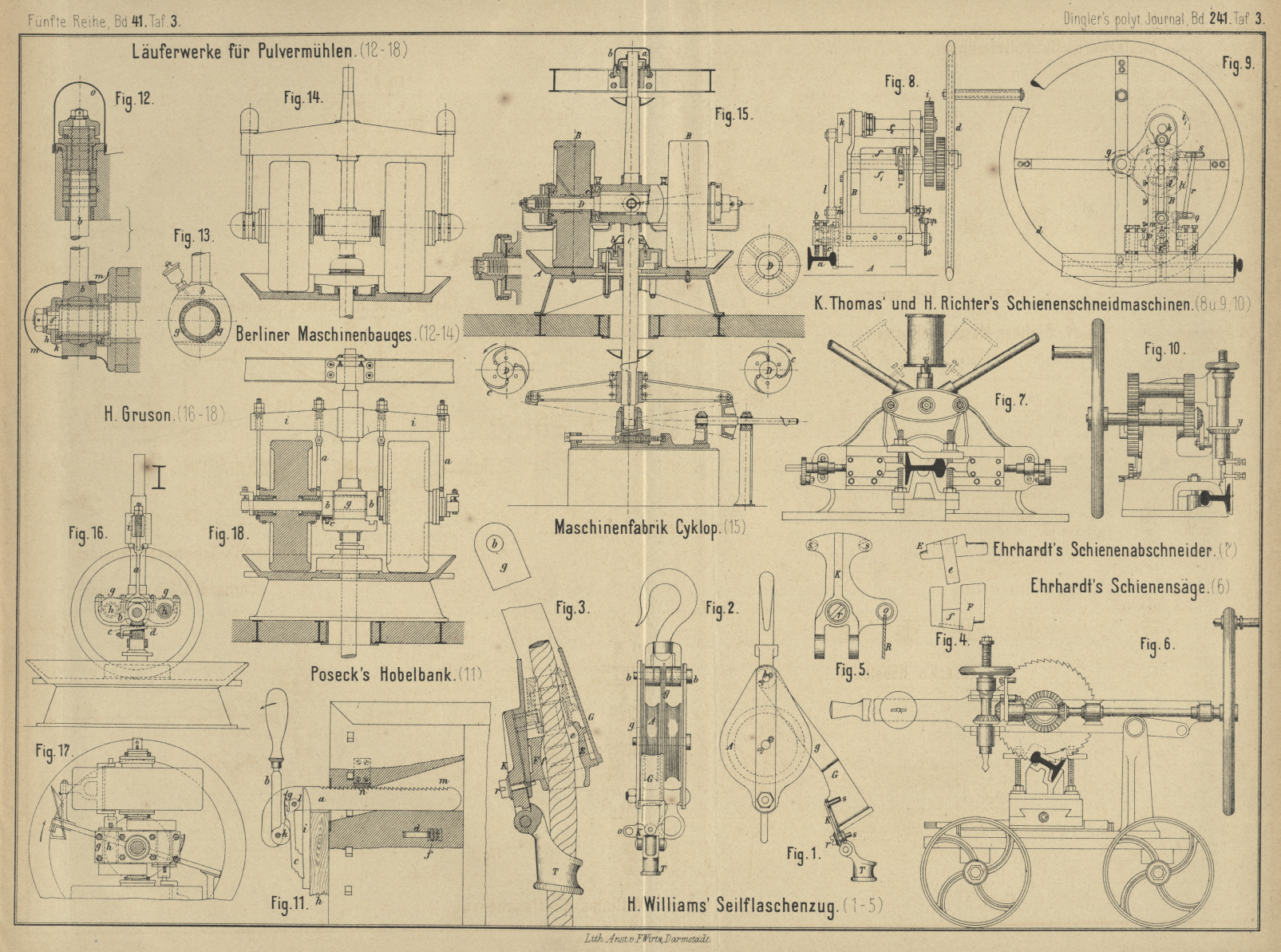
einen besonders für die Strecke geeigneten Schienenabschneider (Fig. 7 Taf.
3) ausgeführt, welcher mittels Meiſsel ebenso vortheilhaft wie die Kaltsäge
arbeitet. Derselbe ist tragbar und wird einfach auf die zu schneidende Schiene
aufgeschoben und an der betreffenden Stelle angeschraubt; dann werden die beiden
Handhebel durch einen oder am besten auch durch zwei Mann auf und nieder bewegt, so
daſs die beiden Schaltzeuge unten aufstoſsen und dabei fortsteuern, sowie mit jedem
Hube selbstthätig fortbewegt werden. Die im Bogenschnitt arbeitenden Stähle steuern
beide der Mitte zu und wenn sich dieselben in der Mitte bald treffen, fällt die
Schiene ab; man kann auch ganz durchschneiden, wenn man den einen Stahl etwas
zurückschraubt. Die höchst einfachen Schneidstähle bestehen aus 4mm dicken, 40mm
breiten Stäbchen; dieselben kosten kaum mehr als gewöhnliche Handmeiſsel und sind
auch ebenso leicht zu ersetzen und zu schärfen.
Das auf dem Apparat befindliche Gefäſs gibt das mit wenig Seife vermischte Wasser
ganz richtig nach beiden Seiten der Schneidstähle, indem es die Bewegungen des
Balancier mitmacht. Der Apparat hat auch die richtige Höhe zum bequemen Arbeiten, so
daſs also die Schiene, welche geschnitten werden soll, nicht hoch zu heben ist. Das
Zerschneiden einer 130mm hohen normalen
Guſsstahlschiene dauert auf diese Weise ohne erhebliche Anstrengung, wie bei der
Kaltsäge, nur 15 bis 18 Minuten und erfolgt der Schnitt so glatt wie abgefeilt.
Da seit der allgemeinen Einführung der Stahlschienen die Ansichten mit Recht dahin
gehen, alle unnöthigen Transporte, Auf- und Abladen und Werfen derselben zu
vermeiden, da ferner diese Transporte zeitraubend und kostspielig sind, jedenfalls
oft länger dauern als der Schnitt selbst und da endlich das verwerfliche, noch aus
der Eisenschienen – Zeit stammende Einmeiſseln und Durchbrechen der Schienen nicht
mehr geduldet werden soll, so wird dieses schöne und erprobte Werkzeug gewiſs bei
den Bahnen bald Eingang finden.
Die Schienenschneidmaschine von Karl Thomas in Dresden (* D. R. P. Kl. 49 Nr. 11 663
vom 14. März 1880) ist eine Nuthenstoſsmaschine und entweder auf einem starken
Holztisch oder auf einem Bahnwagen angebracht. Die abzuschneidende Schiene findet
ihre Lage bei a (Fig. 8 und
9 Taf. 3) und wird durch vier Schrauben b
festgehalten. Die Auf- und Niederbewegung des Meiſsels c erfolgt von einem Schwungrad d aus, welches
auf einer Welle f aufgekeilt ist; ein kleines Getriebe
g greift in ein Zahnrad h, welches mit einem zweiten, aber elliptischen Zahnrad i auf einer gemeinschaftlichen Welle f1 angebracht ist und
greift in letzteres ein zweites elliptisches Rad i1 welches wiederum mit einer Kurbel k auf der Welle f2 sitzt. Von dem Zapfen dieser Kurbel geht eine
Pleuelstange l nach einem Schlitten m, auf welchem durch zwei Klemmschrauben der Meiſsel
c festgeschraubt wird. Durch das Rädervorgelege
wird erreicht, daſs sich der Meiſsel langsam abwärts und schnell aufwärts bewegt; es
ist hier als das günstigste Geschwindigkeitsverhältniſs 1:5 befunden worden. Die
Wellen f bis f2 sind in einem Support B gelagert, welcher sich in einem Bett A
horizontal verschieben läſst. Diese Rück- und Vorwärtsbewegung des Supports wird
erreicht durch eine Spindel, auf welcher das Sperrrad o
sitzt; diese Spindel ist in dem Support B gelagert und
geht durch eine Mutter hindurch, die mit dem Bett A
fest verbunden ist. Auf der Welle f1 sitzt eine Steuerscheibe u fest, welche durch eine vorstehende Nase bei der höchsten Stellung der
Kurbel k den Hebel s nach
der Welle zu zieht und infolge dessen den unteren Schlitzhebel q abwärts drückt. Beide Hebel sind durch eine
Pleuelstange r mit einander verbunden und es ist an dem
Winkelhebel q die Klinke p
befestigt, die dem Sperrrad o eine ruckweise drehende
Bewegung mittheilt, wodurch ein Vorwärtsgehen des Supports B erfolgt.
Herm. Richter in Dresden (* D. R. P. Kl. 49 Nr. 12253
vom 16. März 1880) hat die vorstehende Maschine zu verbessern gesucht, indem er sie
mit einem Bohrapparat y (Fig. 10
Taf. 3) combinirte und zur Bewegung der Stoſsmeiſsel c
eine rotirende Kurbelschleife anwendete. Dadurch hat die Maschine immer noch nicht
die erforderliche Einfachheit gewonnen.
Mg.
Tafeln