| Titel: | Ferd. Mathias' Maschinen zur Herstellung der Stehbolzenlöcher für Locomotivkessel. |
| Autor: | Mg. |
| Fundstelle: | Band 242, Jahrgang 1881, S. 100 |
| Download: | XML |
Ferd. Mathias' Maschinen zur Herstellung der
Stehbolzenlöcher für Locomotivkessel.
Mit Abbildungen auf Tafel 10.
Mathias' Herstellung der Stehbolzenlöcher für
Locomotivkessel.
Von Ferd. Mathias in Lille sind
bewegliche, durch Schnur angetriebene Maschinen zur Herstellung der Stehbolzenlöcher
für Locomotivkessel construirt und zwar werden diese Maschinen an der Feuerbüchse
angebracht, so daſs die Arbeit in handlichster und raschester Weise vor sich gehen
kann. Zur Herstellung der Löcher sind zwei Maschinen nothwendig, deren eine die
Löcher vorbohrt, während die zweite die Gewinde mittels eines Gewindebohrers
einschneidet.
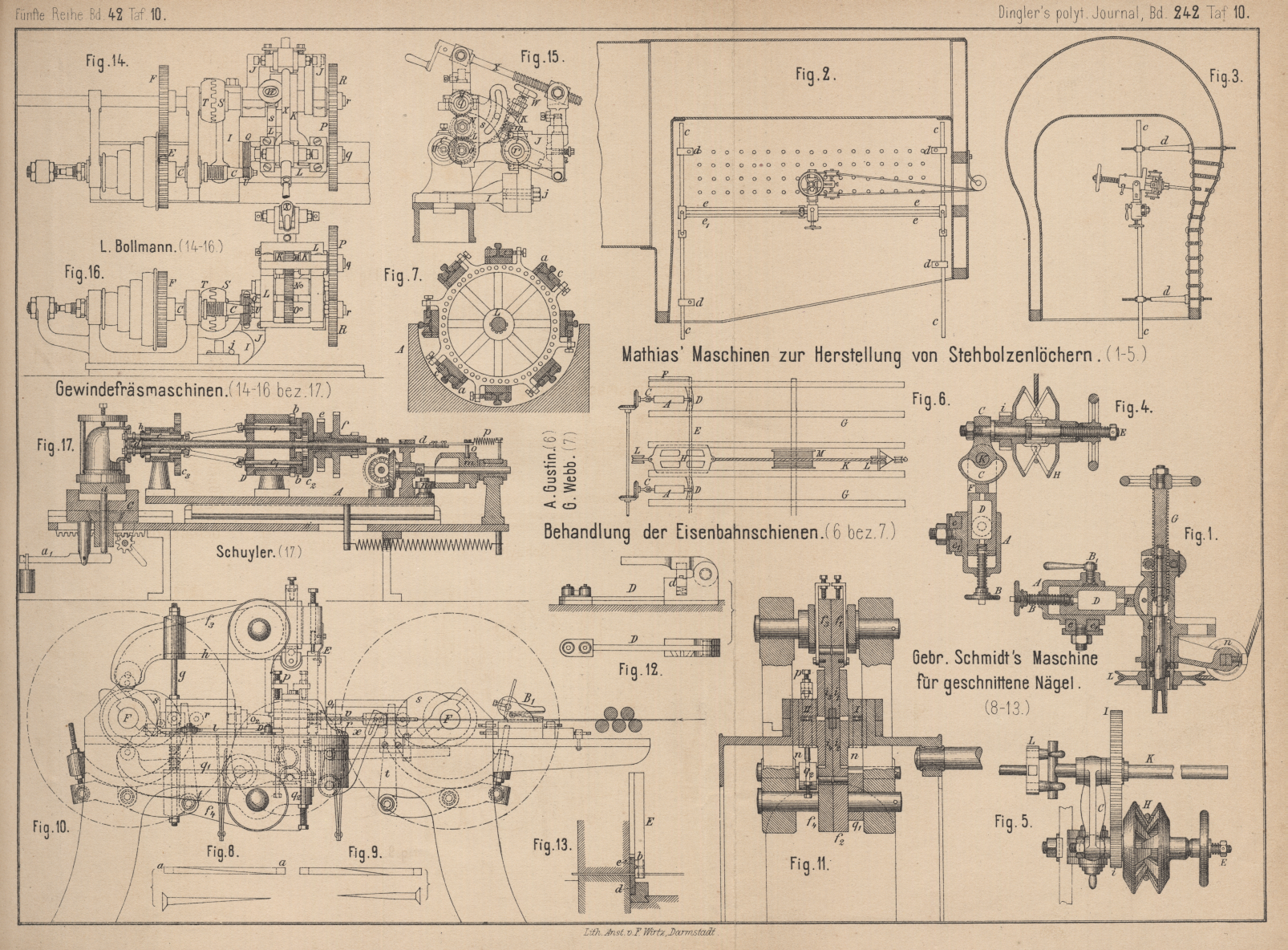
Die Bohrmaschine ist in Fig. 1 bis
3 Taf. 10 dargestellt; der Support A ist auf
seinen Gleitschienen e, e1, welche passend an der Feuerbüchse angebracht werden, verschiebbar und
in jeder Stellung mittels eines Excenterhebels feststellbar. In Gabeln an dem
eingeschobenen Cylinder D, welcher um seine Achse
drehbar ist und mittels der Schrauben B und B1 vorgeschoben bezieh.
festgestellt werden kann, ist nun die eigentliche Bohrvorrichtung angebracht, welche
eine beliebige Neigung zur Arbeitswand einzunehmen im Stande ist, in der sie durch
einen Stellkeil F fixirt wird. Die Anordnung der
Bohrvorrichtung weicht von den üblichen nicht weiter ab; das Bohrwerkzeug wird am
unteren Ende des Stempels K eingespannt, welcher selbst
im Innern eines cylindrischen Rohres und der Schraubenspindel G läuft. Am unteren Ende von K ist die treibende Schnurscheibe L
aufgekeilt, der zur Seite zwei Führungsrollen n für die
Schnur lagern.
Die Anbringung dieser Bohrmaschine ist aus Fig. 2 und
3 ersichtlich. Es werden auf geeignete Weise an je zwei Bolzenträgern d Stangen c befestigt, auf
welch letzteren die Gleitschienen e, e1 für den Support gleitbar aufgeschoben werden. Die
Beweglichkeit der Bohrspindel nach allen Seiten und die Arbeitsweise ist aus den
Figuren leicht zu ersehen.
Sind die Löcher in der Büchse gebohrt, so wird die Bohrmaschine aus dem Support A durch Lösung der Schrauben entfernt und an ihre
Stelle die Gewindeschneidmaschine gebracht, deren Construction in Fig. 4 und
5 Taf. 10 angedeutet ist. Die Beweglichkeit und Fixirung der Maschine
wird in derselben Weise wie oben durch gleiche Constructionstheile bewirkt.
Die Achse E trägt eine Expansionsschnurscheibe H bekannter Einrichtung, von welcher aus die Drehung
durch die Zahnräder i und I auf die Spindel K bezieh. durch den
Mitnehmer L auf den Schraubenbohrer übertragen wird.
Die Antriebsgeschwindigkeit wird gewechselt, je nachdem die Maschine ein oder zwei
Schraubenlöcher auf einmal schneidet.
In unserer Quelle (Bulletin de la Société
d'Encouragement, 1881 Bd. 8 S. 252) sind mehrere vergleichende Tabellen
angegeben, welche die Ersparniſs an Preis und Zeit bei der Bearbeitung von
Stopfbüchsenlöchern mit diesen Maschinen im Vergleich zur Handarbeit
veranschaulichen.
Mg.
Tafeln