| Titel: | Neuerungen an den Verfahren und Einrichtungen zur Behandlung der Eisenbahnschienen nach dem Walzen. |
| Fundstelle: | Band 242, Jahrgang 1881, S. 102 |
| Download: | XML |
Neuerungen an den Verfahren und Einrichtungen zur
Behandlung der Eisenbahnschienen nach dem Walzen.
Mit Abbildungen auf Tafel 10.
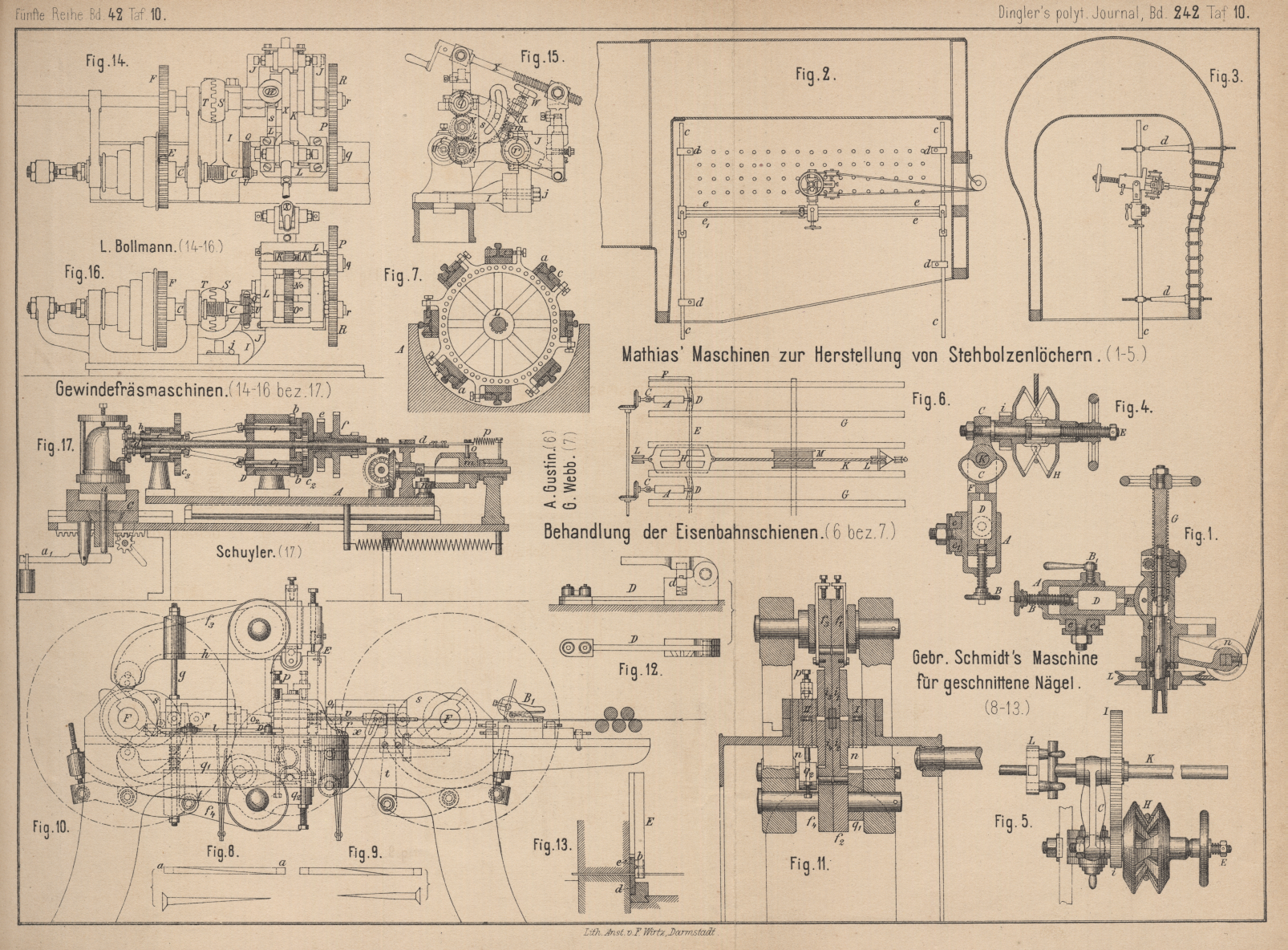
Gustin's und G. Webbs' Behandlung der
Eisenbahnschienen.
An A. J.
Gustin in Boston, Nordamerika (* D.
R. P. Kl. 49 Nr. 11395 vom 29. Februar 1880) sind Einrichtungen zur Behandlung der
Eisenbahnschienen unmittelbar nach dem Walzen angegeben worden, welche darin
bestehen, daſs die von den Fertigwalzen kommenden Schienen in derselben Hitze auf
ihre Normallänge geschnitten und gut gerichtet werden.
Die gewalzte Schiene gelangt zuerst auf eine Rollenplatte, welche
aus einer Bodenplatte mit verticalen und horizontalen Führungsrollen besteht.
Hierauf kommt die Schiene auf unmittelbar hinter derselben liegende verticale
Tragrollen oder auf eine Reihe von Horizontalrollen, je nachdem das eine oder andere
zweckmäſsiger erscheint. Die verticalen Tragrollen werden in zwei oder drei auf
einander folgenden Paaren angeordnet, um die Schiene vorwärts zu schieben bezieh.
derart einzustellen und festzuhalten, daſs sie von den über ihr schwingenden Sägen
in die Normallänge zerlegt wird. Natürlich kann auch der bisher gebräuchliche Wagen
mit mehreren umsteuerbaren Rollen, welcher die Schiene nach der festliegenden Säge
hinführt, angewendet werden. Die Umsteuerung der Tragrollen wird hier durch
Einschaltung eines gewöhnlichen Wendegetriebes in die Zahnräder der Rollen
ermöglicht. Die Rollen selbst sitzen auf einer doppelt gelagerten Welle und sind
durch Schrauben in ihren Lagern verstellbar; das obere Lager ist durch einen
kragenartigen Mantel und einen entsprechenden ringförmigen Ansatz am Boden der Rolle
gegen das Eindringen von Schmutz und Wasser geschützt. Auſser diesem Lager besitzt
die Rollenwelle noch ein Fuſslager, welches durch eine Durchbohrung der Welle vom
Kopflager aus geschmiert wird.
Hat die auf gewünschte Länge abgeschnittene, noch heiſse Schiene
diese Tragrollen verlassen, so tritt sie in einen Biegeapparat, welcher die Schiene
so krümmt, daſs dieselbe beim Erkalten und hierdurch bedingtem Schwinden völlig
gerade ist. Dieser Biegeapparat besteht aus drei Paaren von Rollen, ähnlich denen
der Tragrollen, welche durch Zahnräder getrieben werden; die Schiene wird von
denselben erfaſst und selbstthätig vorwärts bewegt, wobei Kopf und Flanschen der
Schiene an den Rollen gleiten. Zum Zweck der gleichmäſsigen Umdrehung der
Biegerollen steht je eine von jedem Paar Rollen durch gleich groſse Stirnräder mit
der gegenüber liegenden Rolle des nächsten Paares in Verbindung. Alle 6 Rollen
laufen genau mit einander. Jedes Paar Rollen kann durch Stellschrauben gegen die
beiden anderen verschoben werden, so daſs der zwischen den Rollen durchlaufenden
Schiene jede beliebige Biegung ertheilt werden kann.
Die so gebogene Schiene gelangt nun nach dem Kühlbett, welches aus
einer Reihe von Trägern besteht, zwischen denen sich zwei Drahtseile ohne Ende
befinden. Diese Seile werden, wie bei den Vorschubwagen bei Sagemaschinen, mittels
Rollen dicht unter der Oberkante des Bettes hin und her bewegt, so daſs je zwei an
einem Seil befestigte Daumen die vom Biegeapparat vorgeschobene heiſse Schiene
fassen können. So ist es möglich, das ganze Bett mit Schienen zu belegen. Da das
Drahtseil durch die Hitze der Schienen sich sehr stark ausdehnt, ist die eine Rolle
desselben mit seinen Lagern in einem Schlitz verschiebbar und durch Federn oder
Gewichte stetig angespannt.
Ein Zusatzpatent (* Nr. 13469 vom 17. August 1880) bezieht sich auf Abänderungen an
diesem Verfahren. Die Schienen gelangen, nachdem sie die Fertig walzen verlassen
haben, zuerst nach dem Kühlbett, welches zu diesem Zweck eine besondere Construction
erhalten hat und namentlich gestattet, die noch heiſsen Schienen selbstthätig ohne
Zeitverlust an einen passenden Aufbewahrungsort zu bringen. Die Schienen gelangen
dabei zuerst auf Rollen A (Fig. 6 Taf.
10), welche auf irgend eine Weise in schnelle Umdrehung versetzt werden. Die Rollen
sind bei C durch ein Universalgelenk mit den Wellen der
Antriebsräder verbunden, so daſs man sie geneigt zur Achse der letzteren einstellen
kann, um die Schienen auf eine leichte Art auf den Ausladeschieber H zu befördern. Es geschieht die Verstellung der Rollen
A durch Verschiebung einer Stange E, die bei D mit den
verschiebbaren Lagern der Rollen verbunden ist. Ein Ansatz F hindert die auf den Rollen liegende Schiene an einer weiteren Bewegung
in der Längsrichtung, so daſs die Schiene durch die schräg stehenden Rollen nur
senkrecht zu ihrer Achse bewegt und auf die Schieber H
gebracht werden kann. Diese Verschiebung zur Seite erfolgt so schnell, daſs die
nächste vom Walzwerk kommende Schiene, wie schnell die Bewegung auch sein mag, auf
den Rollen Platz findet.
Die Schieber H gleiten in passenden Führungen, oder sie
gehen auf Rollen, welche in den Führungsstangen angebracht sind, und sind an
Drahtseilen ohne Ende oder Ketten befestigt. Die Seile laufen über Rollen L und umschlingen die Rolle M, von welcher sie angetrieben werden. Die Ausdehnung der Seile wird
wieder durch Hängegewichte oder Federn ausgeglichen. Die Schnelligkeit der Bewegung
der Schieber und die Länge des Apparates, d.h. der Stangen G, müssen derart gewählt werden, daſs die Schienen genügend abkühlen
können. Zur Weiterbeförderung der auf dem Kühlbett liegenden Schienen dient ein
Abzugswagen, der aus einem Gestell besteht, in welchem eine Anzahl Rollen gelagert
sind; letztere werden durch Kegelräder von Hand angetrieben. Der Wagen hat Platz für
zwei Schienen, welche vom Kühlbett auf denselben geschoben werden, um hier auf ihre
Normallänge abgeschnitten zu werden. Der Wagen bringt die beiden Schienen dann zur
Richtmaschine, wo eine nach der anderen abgeladen wird, ohne daſs der
beaufsichtigende Arbeiter genöthigt wäre, die Schienen anfassen zu müssen.
G.
Webb in Johnstown, Grafschaft Cambria in Nordamerika (* D. R. P. Kl. 49 Nr. 11060 vom 13. Januar 1880) will
die das Walzwerk verlassenden Schienen derselben Behandlung unterziehen, aber den Kopf
der Schiene gleichzeitig durch schnellere Abkühlung härten. Um nun hierbei das
Verziehen der Eisenbahnschienen in Folge ungleichmäſsiger Abkühlung zu verhindern,
werden dieselben so, wie sie vom Walzwerk kommen, in den Apparat Fig. 7 Taf.
10 festgeklemmt. Auf den Stirnwänden des halbcylindrischen Behälters A ist eine Achse L
gelagert, welche einen cylindrischen Rahmen trägt, auf dessen Umfang die zu
behandelnden Schienen befestigt werden. Durch ein Paar Zuführungswalzen erfolgt das
Einschieben der Schiene zwischen ihre Klammern a und
c; dabei streicht die Schiene zuerst an einem
Schaber vorbei, welcher sowohl anhängende Schuppen, als auch die beim Abschneiden
der Schiene mit der Kreissäge entstandenen Grate beseitigt. Die Schiene wird in die
etwas längeren Klammern von allen Seiten so fest eingeschlossen, daſs sie ihre
gerade Form während des Abkühlens beibehalten muſs und nur den Kopf, welcher allein
gehärtet werden soll, freiläſst. Beim Drehen des Rahmenwerkes um seine Achse taucht
der Schienenkopf in die in A befindliche Flüssigkeit
(Wasser, Oel, Salzwasser o. dgl.). Sollen die Schienenköpfe nicht durch Eintauchen
in eine Flüssigkeit gehärtet werden, soll der Apparat die Schienen also nur fest
einspannen, richten und beim gleichmäſsigen Abkühlen eingespannt halten, so wird der
Behälter A geschlossen und ein Luftstrom
durchgeleitet.
Tafeln