| Titel: | Schmidt's Maschine zur Anfertigung geschnittener Nägel. |
| Fundstelle: | Band 242, Jahrgang 1881, S. 104 |
| Download: | XML |
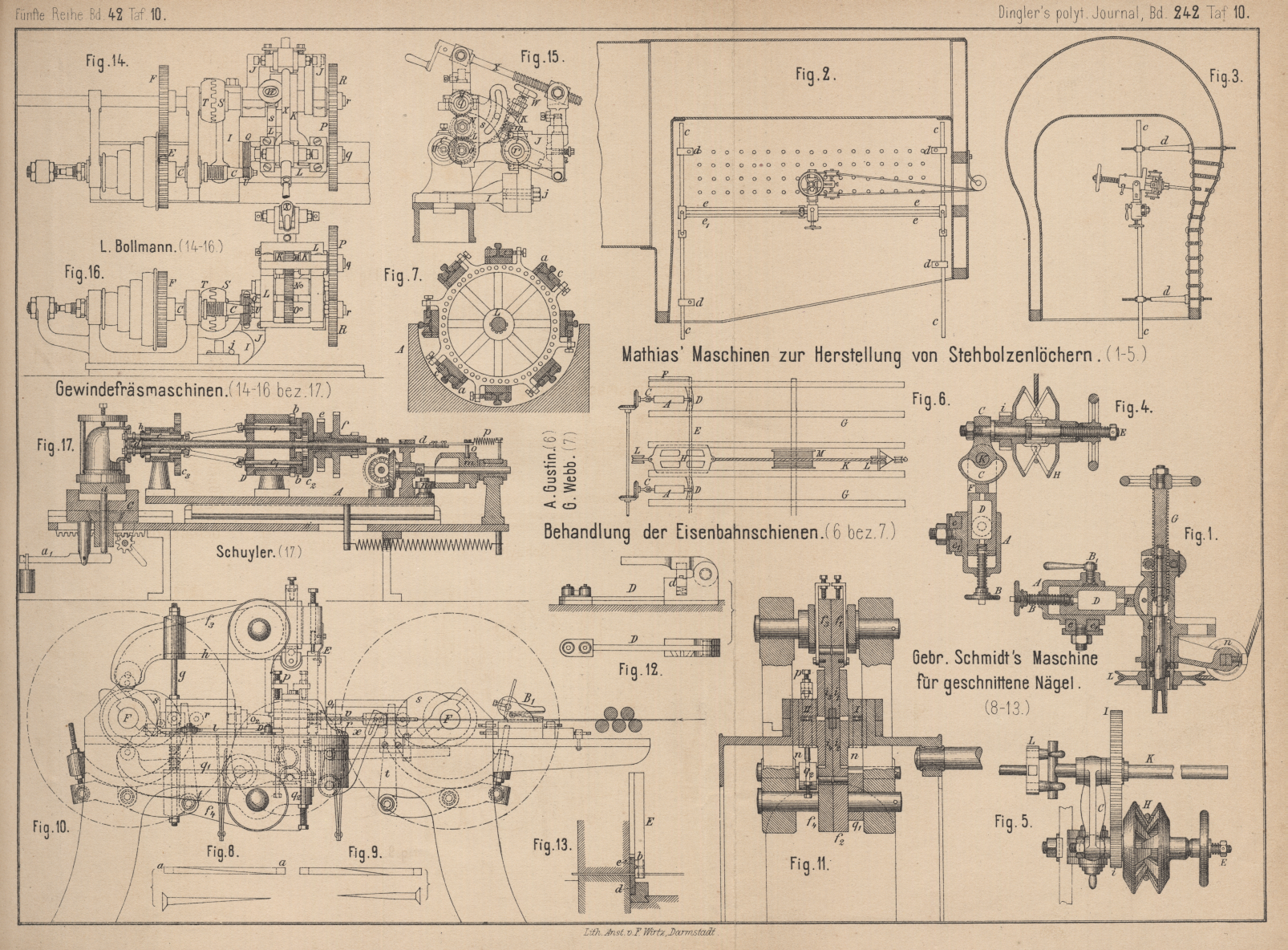
Schmidt's Maschine zur Anfertigung geschnittener Nägel.
Mit Abbildungen auf Tafel 10.
Schmidt's Maschine zur Anfertigung geschnittener Nägel.
Das an Gebrüder Schmidt in Schwelm i. W. (* D. R. P. Kl. 49 Nr. 13303 vom 16. Mai 1880) patentirte
Verfahren bezweckt die Herstellung von Nägeln aus Blech, Bandeisen oder kantigem
Eisendraht auf kaltem Wege ohne Verlust an Material durch Zerschneiden des
Rohmaterials nach einer zur Länge des Drahtes geneigten Richtung. Das Material wird
zu diesem Zwecke in Drahtstücke zerschnitten, deren Länge gleich der Länge des
Nagelschaftes, vermehrt um die doppelte zur Bildung eines Kopfes nöthige Drahtlänge,
ist. Diese Drahtstücke werden nun, wenn die Nägel vom Kopf bis zur Spitze
gleichmäſsig verlaufen sollen, nach Fig. 8 Taf.
10 zerschnitten, oder im anderen Fall nach Fig. 9; es
entstehen somit aus einem solchen Drahtstück zwei Nägel. Nach dem Schneiden werden
die Köpfe a gebildet und die Spitzen der Nägel in die
Mitte gepreſst bezieh. nach der Mitte gerichtet.
Die Herstellung solcher Nägel geschieht auf einer den französischen
Drahtstiftmaschinen nachgebauten Maschine, deren besondere Anordnung in Fig. 10 bis
13 Taf. 10 ersichtlich ist. Wird Haspeldraht o. dgl. benutzt, so wird
derselbe zuerst durch ein Richtwerk geführt und dann durch eine bewegliche
Klemmzange B1 gegen die
Abschneide- und Spaltvorrichtung vorgeschoben; die gespalteten Stücke werden dann
von zwei besonderen Zangen gefaſst und nach der Stelle geschoben, wo ihre Köpfe
gepreſst werden.
Das Abschneiden der Drahtenden erfolgt durch den mittels des Hebels h von einem auf der Welle F sitzenden Excenter auf und nieder beweglichen Schieber E (Fig. 10 und
13), und zwar senkt sich der Schieber an der Schneidplatte d herab, sowie der Draht genügend weit vorgeschoben
ist. Gleichzeitig hiermit preist der Schieber den oberen beweglichen Backen e der Zange C (in der
Zeichnung verdeckt, aber ähnlich wie D in Fig.
12) herab, welche nun in Gemeinschaft mit dem Backen d das abgeschnittene Drahtende bei a (Fig. 8)
festhält; das andere Ende wird durch eine zweite Zange D (Fig. 10 und
12) gehalten. So festgeklemmt, wird das Drahtstück in der gewünschten,
durch die Zangen eingestellten Richtung gespalten. Dies geschieht durch vier Messer
i1 bis i4, welche mit dem
Schieber E in einem am Gestell angegossenen Kasten auf
und ab beweglich sind. Die Bewegung der vier Messer wird durch vier Hebel f1 bis f4 bewirkt, von denen
die beiden oberen, f1
und f3, durch
entsprechende auf der Welle F sitzende Excenter bewegt
werden, während der untere Hebel f4 an f3 mittels einer Zugstange g und f2 an
einer im Gestell befestigten Hängeschraube sitzt.
Vor Beginn des Spaltens liegen die Oberflächen der oberen und unteren Messer in je
einer Ebene, und zwar erhalten die unteren mittels Federn oder Gewichte das
Bestreben, sich zu heben. Beim Beginn des Spaltens senken sich zunächst die
Obermesser, bis i1 fest
auf der rechten Drahthälfte ruht und in Gemeinschaft mit i2 dieselbe festhält; indessen bewegen
sich die beiden anderen Messer und fassen die andere Drahthälfte. Nun bleiben die
Messer i1, i2 stehen, während die
Messer i3, i4 noch mehr gesenkt
werden, wobei durch Zugstange g der Hebel f4 von Hebel f3 mitgenommen und die
Spaltung des Drahtendes bewirkt wird. Die Länge der Zugstange wird so eingestellt,
daſs bei der Bewegung die beiden Messer i3, i4 immer genau um die Stärke des Drahtes von einander
abstehen. Nach Beendigung des Spaltens kehren die Messer in ihre Anfangslage zurück
und jede Hälfte des Drahtes wird seitlich durch die Zangen C und D in die Stellungen I und II (Fig. 11)
horizontal verschoben; zu diesem Zwecke werden die Zangen von Nuthscheiben auf der
Welle F mittels der um verticale Achsen drehbaren Hebel
l seitlich bewegt. Bei dieser Bewegung wird die
Zange C durch den Schieber E und die Zange D durch eine passend
angebrachte Feder o. dgl. geschlossen gehalten.
Das Anstauchen der Köpfe a geschieht in bekannter Weise
unter Vermittlung von
Schieber n und des Hammers o1, o2. Die beiden oberen Schieber n werden durch Stellschrauben p festgestellt; die beiden unteren n sind
beweglich und durch die Hebel q1, q2 von der Welle F aus
durch passende Excenter angetrieben. Die Schieber enthalten die Gesenke für den zu
bildenden Kopf und dienen gleichzeitig als Ambos für die Hämmer o1, o2; letztere stecken in
horizontal beweglichen Schiebern r, welche von
Excentern s auf den Wellen F und F1
bewegt werden. Diese Excenter wirken jedoch nicht direct auf die Schieber r, sondern unter Vermittlung je eines Keiles t, der um seinen unteren Drehpunkt schwingen kann. Die
Verschiebung der Schieber r ist regulirbar.
Der nunmehr vollendete Nagel wird durch die Auswerfer v
aus der Maschine entfernt.
Für den Zweck der Massenfabrikation schlagen Gebrüder
Schmidt vor, die Herstellung der Nägel nicht auf einer, sondern auf zwei
Maschinen so zu vertheilen, daſs auf einer Maschine die Drähte geschnitten und
gespalten, auf einer zweiten die Köpfe geschlagen werden.
Tafeln