| Titel: | Verfahren zum Formen von Röhren. |
| Fundstelle: | Band 242, Jahrgang 1881, S. 405 |
| Download: | XML |
Verfahren zum Formen von Röhren.
Mit Abbildungen auf Tafel 33.
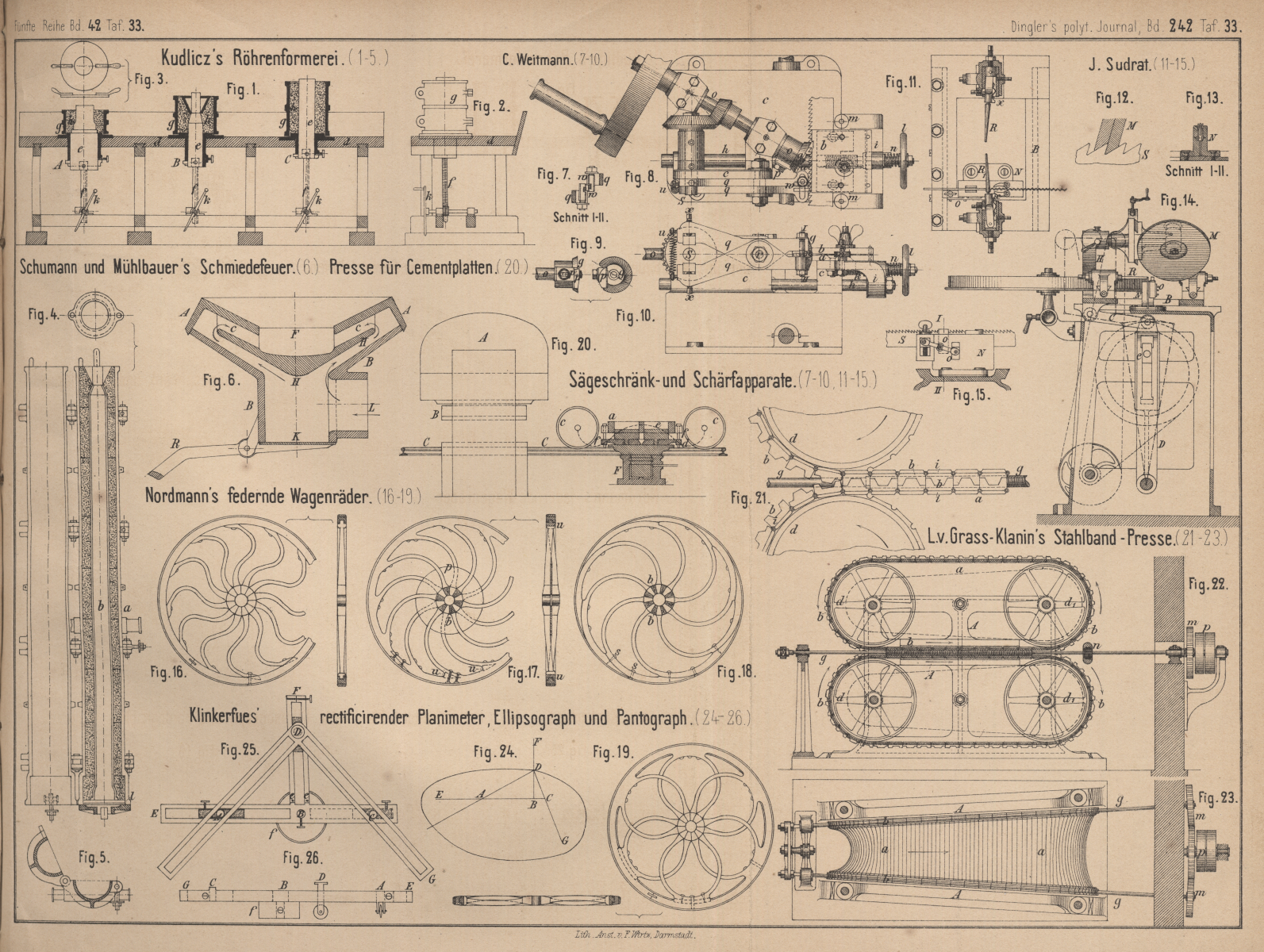
Kudlicz's Verfahren zum Formen von Röhren.
Die Formen für stehend zu gieſsende Muffen- oder Flanschenröhren setzt J.
Kudlicz in Sedlec, Böhmen (* D. R. P.
Kl. 31 Nr. 13647 vom 12. August 1880) aus einzelnen ringförmigen Stücken zusammen,
welche in eisernen zweitheiligen Kästen (Fig. 1 bis
5 Taf. 33) unter Anwendung eines beweglichen Dornes hergestellt, einzeln
gebrannt und unmittelbar vor dem Gieſsen aus der Trockenkammer gebracht und in den
Gieſskasten eingelegt werden. Die Kästen sind genau ausgebohrt, mit Gelenken und
Schrauben oder Keilen zusammengepaſst und lassen sich auf zwei Zapfen in Lagern frei
drehen.
Das Formen geschieht in einem besonderen Räume auf Formtischen (Fig. 1 und
2), die aus einer Tischplatte d bestehen, in
welche mehrere Guſseisencylinder eingesetzt sind. Zu jedem solchen Cylinder paſst
genau ein Kolben e von derselben Gestalt und demselben
Durchmesser wie das zu formende Rohr, der sich mittels einer Zahnstange f auf- und abbewegen läſst. Ueber den erhöhten Ansätzen
der in der Platte d befindlichen Cylinder sitzen
ausgebohrte, aus zwei Theilen mittels Gelenken und Schrauben oder Bolzen und Keile
zusammengefügte Kästen g, welche genau die Durchmesser
der bezüglichen Gieſskasten besitzen.
Fig.
1 zeigt das Formen bei A der Muffentheile,
bei B der Eingüsse sammt drei Guſslöchern, sowie den
Führungsconus für die Kernmarke; bei C ist ein
Mittelstück des Rohrmantels zu sehen.
Die gemahlene feuchte Sandmasse wird von den Arbeitern mittels Kehlschaufel in die
Räume h gleichmäſsig eingelegt, etwas höher als der
Rand des Kernkastens g festgestampft und dann mit der
Streichscheibe (Fig. 3)
abgestrichen. Schlieſslich wird der Dorn e mittels der
Kurbel k nach unten herausgezogen, die Verschluſskeile
werden gelöst, der Kernkasten g wird aufgemacht und der
fertig hergestellte Ring kommt in die Trockenkammer.
Der Lehmkern b (Fig. 4) der
Röhre ist bei dem Muff mit einer eisernen gedrehten Scheibe l, welche auf der Kernspindel festgekeilt ist, versehen, während das
zweite Ende conisch verjüngt ist, um dem Kern centrische Lage und festen Sitz zu
geben. Sonst ist er in üblicher Weise nach Schablone abgedreht, wobei man jedoch der
Durchbiegung durch das Eigengewicht mittels entprechend sanfter Krümmung der
Schablone Rechnung trägt.
Zur Zusammenstellung der getrockneten Manteltheile a
wird der Gieſskasten in horizontale Lage gebracht und es werden, von dem Muff
beginnend, die Manteltheile Stück für Stück eingelegt. Dann wird der Gieſskasten
verschlossen und hierauf, nachdem die Deckflansche aufgesetzt, mit dem Muff nach
oben gestellt, um unter Zuhilfenahme eines Krahnes den Kern einzuziehen.
Das Gieſsen geschieht in der bei stehenden Röhren üblichen Weise; einige Minuten nach
Abguſs wird der Gieſskasten horizontal gelegt, das noch glühende Rohr sammt seinem
Mantel herausgenommen und abkühlen gelassen.
Die Vortheile des neuen Verfahrens sollen vor Allem in den geringeren Anschaffungs-
und Betriebskosten, sowie in bedeutender Raumersparniſs bestehen. Ein Gieſskasten
kann täglich 15 bis 20 mal gefüllt werden und dieselbe Anzahl Arbeiter kann 3 mal so
viel leisten als bei dem üblichen Verfahren. Der Sandmantel wird zugleich mit dem
Rohre herausgenommen. Das Trocknen ist auf 1/10 der bisherigen Dauer vermindert, da die
Manteltheile in gut eingerichteten Trockenkammern anstatt über offenen Kohlenfeuern
getrocknet werden. Zugleich erzielt man ein sehr vollständiges und gleichmäſsiges
Durchtrocknen des Mantels, welcher kalt in den Gieſskasten kommt, so daſs die Gefahr
des Poröswerdens beseitigt ist. Zwischen den einzelnen vollständig ausgetrockneten
Manteltheilen, sowie an der Wand des Gieſskastens bleiben so viele Lücken, durch
welche die sich bildenden Gase schnell entweichen können. Die nach diesem Verfahren
hergestellten Röhren zeigen angeblich glatte Oberflächen und können mit
Verstärkungsrippen und Ringen gegossen werden, was sonst bei stehendem Guſs nicht
gut thunlich ist.
Tafeln