| Titel: | H. Esser's Maschine zur Bearbeitung der Ränder von Kessel- und Feuerbüchsplatten. |
| Autor: | Mg. |
| Fundstelle: | Band 243, Jahrgang 1882, S. 453 |
| Download: | XML |
H. Esser's Maschine zur Bearbeitung der Ränder von
Kessel- und Feuerbüchsplatten.
Mit Abbildungen auf Tafel 36.
Esser's Bearbeitung der Ränder von Kessel- und
Feuerbüchsplatten.
Die Ränder der unregelmäſsig gebildeten Platten, wie sie zu Locomotiv-, Locomobil-
und anderen Kesseln benutzt werden, erhalten gewöhnlich ihre Bearbeitung von Hand,
d.h. sie werden mit dem Meiſsel geebnet und in derselben oder ähnlichen Weise
abgeschrägt. Um diese zeitraubende und umständliche Handarbeit zu ersetzen, ferner um den Transport
der Arbeitstücke möglichst zu vereinfachen und abzukürzen und dabei eine gröſsere,
bisher unerreichte Genauigkeit und Schnelligkeit der Arbeit zu erzielen, hat H. Esser in Karlsruhe (* D. R. P. Kl. 49 Nr. 14224 vom
7. December 1880) eine Maschine zur vollständigen Bearbeitung der Ränder construirt.
Dieselbe besteht im Wesentlichen aus einer Aufspannvorrichtung für die Kesselplatten
und deren Verbindung mit einer geeigneten Werkzeugmaschine, so daſs die aus der
Schmiede kommenden Arbeitstücke bei nur einmaliger Aufspannung an ihren Rändern
geebnet, wenn erforderlich auch abgeschrägt und ferner mit Nietlöchern versehen
werden.
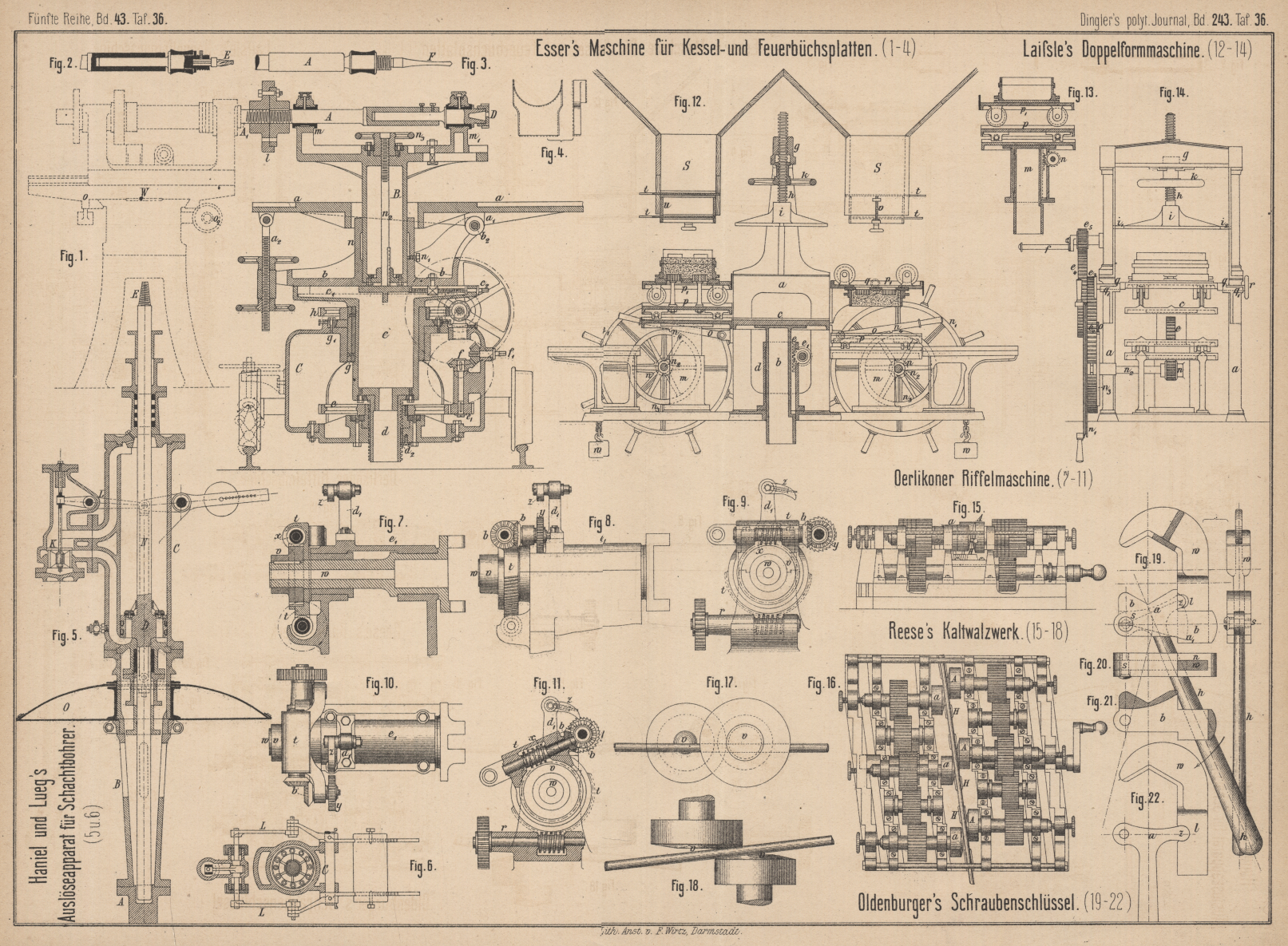
Der Aufspannapparat (Fig. 1 Taf.
36) ist fahrbar dargestellt. Es ist vor Allem zu bemerken, daſs die Theile A und B desselben als
Verlängerungssatz der Werkzeugmaschine W anzusehen
sind. Für die Aufnahme der Platten ist der Aufspanntisch a angeordnet, welcher mittels der Ansätze a1 und der Achse b2 gelenkig an die Unterplatte b angeschlossen ist, so daſs ihm mittels Handrad durch
die Stellschraube a2
jede beliebige Neigung gegeben werden kann. Die Unterplatte b liegt mittels Schwalbenschwanzführung auf dem oben zu einem
entsprechenden Bette c1
ausgebildeten Hohlcylinder c, zu welchem sie durch die
Schraube c2 um gewisse
Beträge verstellt bezieh. centrisch eingestellt werden kann. Der Hohlcylinder c ruht auf der im Maschinengestell gelagerten Schraube
d, so daſs er mittels des dargestellten
Rädergetriebes e, e1,
f von dem Zapfen f1 aus in seiner Höhe verstellbar ist. Eine Feder d2 verhindert eine
Drehung der Schraube d bei ihrer Bewegung. Ferner kann
dem Aufspanntisch mittels seines Hohlcylinders c auch
eine selbstthätige drehende Bewegung um dessen Achse gegeben werden, zu welchem
Zweck die Büchse g des Cylinders mittels eines
abgeschrägten Ringes g1
so an das Gestell C angeschlossen ist, daſs sie sich in
letzterem drehen kann, wenn mittels Schneckengetriebe und dem fest aufgekeilten
Zahnrade h der Antrieb erfolgt.
Die Werkzeugmaschine muſs eine combinirte Fräs- bezieh. Langlochbohr- und
Bohrmaschine sein, um die Ränder der Feuerbüchs- und Kesselplatten ebnen und die den
Rändern entlang laufenden Nietlöcher bohren zu können. Die hierzu erforderlichen
Werkzeuge sind, je nach der zu verrichtenden Arbeit, entweder der auf der
Arbeitspindel A sitzende Fräser D (Fig. 1),
oder in die Spindel eingesetzte Langlochbohrer bezieh. Fräser E (Fig. 2),
oder ein Bohrer F (Fig. 3).
Hierbei ist zu bemerken, daſs der Langlochbohrer in geringem Abstande von der
Plattenkante einen Schlitz fräst, so einen schmalen Streifen abtrennt und das Ebnen
des Randes besorgt.
Sobald es sich um Bearbeitung der inneren Kreisbögen von Gabelwänden (Fig. 4)
handelt, werden die Werkzeuge in der dargestellten Anordnung gebraucht; werden
äuſsere kreisförmige, gerade oder nahezu gerade Kanten bearbeitet, so werden Spindel A mit Zubehör beseitigt und die Werkzeuge an der Stelle
der Kupplung l eingespannt. Diese Spindel A der Werkzeugmaschine wird in dem verbreiterten Kopfe
des senkrechten Hohlcylinders B derart gelagert, daſs
sie, wie es beim Bohren nothwendig wird, durch das eine Lager m hindurchgeschoben werden kann, während sie ihre
relative Lage zu dem zweiten Lager m1 nicht ändert, dieses
vielmehr in einem Bette jenes Kopfes mittels passender Führungen zu gleiten vermag.
Der abgedrehte Cylinder B hat Führung in einem
ringförmigen Gehäuse n der Unterplatte b; wenn sich dieses Gehäuse mit dem Aufspanntische um
B dreht, muſs die Stellschraube n1 gelöst sein.
Eine genaue Einstellung der Verlängerungsspindel A in
die Achse der Spindel A1 geschieht durch die Spindel n2 im Innern des Cylinders; dieselbe stützt sich auf
einen Steg des Cylinders c und wird durch Handrad n3 bewegt. Eine
derartige Einstellvorrichtung erweist sich als nothwendig, weil der Aufspanntisch
a in senkrechter Richtung verschiebbar ist, um sich
den verschiedenen Höhen der Ränder anzupassen.
Die Spindel A1 der
Werkzeugmaschine ist mit ein- und ausschaltbarem Vorschübe in Richtung ihrer Achse
versehen, während der Schlitten o vermöge seiner
Leitspindel o2 in
bekannter Weise selbstthätig vorgeschoben wird.
Um während der Bearbeitung mittels der Werkzeuge D oder
E die für die spätere Arbeit mit dem Stemmer
wünschenswerthe Abschrägung der Plattenkante zu erzielen, wird entweder beim
Aufspannen ein der Schräge entsprechender Keil zwischen Platte und Tisch a eingelegt, oder es wird ein Fräswerkzeug mit
kegelförmiger, nicht cylindrischer, Mantelfläche gewählt. Sind endlich äuſsere
Kreisbögen, wie sie an Böden vorkommen, zu bearbeiten, so wird die Platte so
aufgespannt, daſs der Mittelpunkt des Bogens mit dem Mittelpunkt des Tisches
zusammenfällt; der Schlitten o wird festgestellt und
der Rundgang des Tisches a eingerückt, so daſs sich das
Arbeitstück unter dem Fräser fortbewegt. Ebenso geschieht es bei Bearbeitung innerer
Kreisflächen. Bei Bearbeitung der unteren geraden Kanten wird die Platte unter
Benutzung eines Winkels senkrecht auf dem Tische eingespannt. Für gerade, aber
schief stehende Ränder wird der Tisch entsprechend schräg gestellt. Das Bohren der
Nietlöcher geschieht so, daſs man das Arbeitstück ruhen läſst und der Spindel
selbstthätigen Vorschub in der Richtung der Achse gibt.
Die fahrbare Anordnung der Auſspannvorrichtung hat den Vortheil, daſs die Platten
direct aus der Schmiede geholt und vor die Werkzeugmaschine gefahren werden können,
was eine erhebliche Verminderung der Zahl der mit den Platten vorzunehmenden
Arbeitsvorgänge gestattet.
Mg.
Tafeln