| Titel: | Oury's Herstellung von Ketten ohne Schweissung. |
| Fundstelle: | Band 244, Jahrgang 1882, S. 112 |
| Download: | XML |
Oury's Herstellung von Ketten ohne Schweiſsung.
Mit Abbildungen auf Tafel 8.
Oury's Herstellung von Ketten ohne Schweiſsung.
Ein eigenartiges Verfahren zur Herstellung von Ketten, welche nicht aus einzelnen
zusammengeschweiſsten Gliedern bestehen, sondern aus einer einzigen Stange von
kreuzförmigem Querschnitt herausgearbeitet werden, ist von E. Oury in
Paris (* D. R. P. Kl. 49 Nr. 16652
vom 29. Juli 1881) vorgeschlagen. Es werden eine groſse Anzahl
verschiedener Arbeitsvorgänge nothwendig, welche das Verfahren so theuer machen,
daſs der Vortheil des Entfalles schlechter Schweiſsstellen, also gröſsere Sicherheit
gegen Kettenbrüche, hiergegen verschwindet.
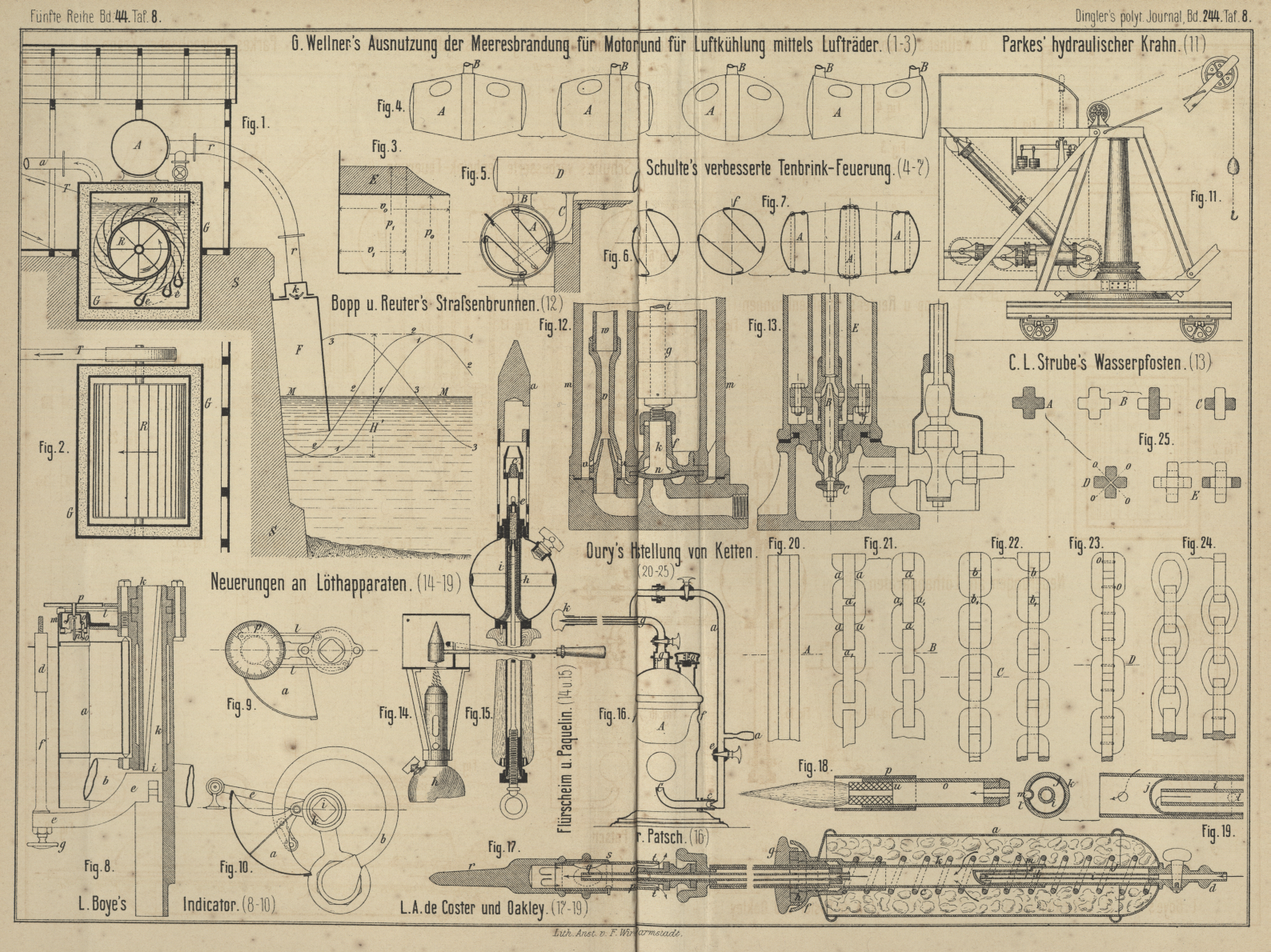
Fig.
20 und 25
A Taf. 8 zeigen die zur Bildung der Kettenglieder
dienende Stange von kreuzförmigem Querschnitt. Man beginnt nun zunächst damit, den
Umriſs der einzelnen Glieder durch Ausstanzen der Partien a,
a1 (Fig. 21 und
25
B) zu bestimmen, und stanzt alsdann die Löcher b, b1 zwischen den
Kettengliedern (Fig. 22 und
25
C) aus. Hierauf bohrt man schräg liegende Löcher o zwischen zwei auf einander folgenden Gliedern (Fig.
23 und 25
D), welche die Trennung der Glieder ermöglichen. Man
hat jetzt noch das Metall zwischen den einzelnen Gliedern so auszuarbeiten, daſs
sich dieselben von einander trennen lassen, wie Fig. 24 und
25
E zeigen; die Glieder werden nun auf dem Spitzambos
gestreckt und rund gemacht, bevor sie die letzte Formgebung erhalten. Die
Kettenglieder können schlieſslich rund, oval gemacht, um 90° verdreht oder mit
Quersteg versehen werden.
Das Ausstanzen der Partien a, a1 der Löcher b, b1 und das Bohren der diagonalen Löcher o, das Trennen der einzelnen Glieder von einander kann
in warmem oder in kaltem Zustande geschehen. Man erhält auch Kettenenden, welche man
unter sich verbinden kann, um gröſsere Längen herzustellen, mittels Ringen aus
Metall, die spiralförmig gewunden und an den Kreuzungsstellen mittels der
gewöhnlichen Hilfsmittel oder durch starken Druck zusammengeschweiſst werden. Diese
so hergestellten Ketten unterscheiden sich äuſserlich nicht von den auf gewöhnliche
Art angefertigten.
Tafeln