| Titel: | Hillebrand's Walzwerk für Eisenbahnwagenräder. |
| Fundstelle: | Band 244, Jahrgang 1882, S. 190 |
| Download: | XML |
Hillebrand's Walzwerk für
Eisenbahnwagenräder.
Mit Abbildung auf Tafel 15.
Hillebrand's Walzwerk für Eisenbahnwagenräder.
Zur Herstellung schmiedeiserner Scheibenräder schlägt Hillebrand
in Tryneck bei Gleiwitz (* D. R. P. Kl.
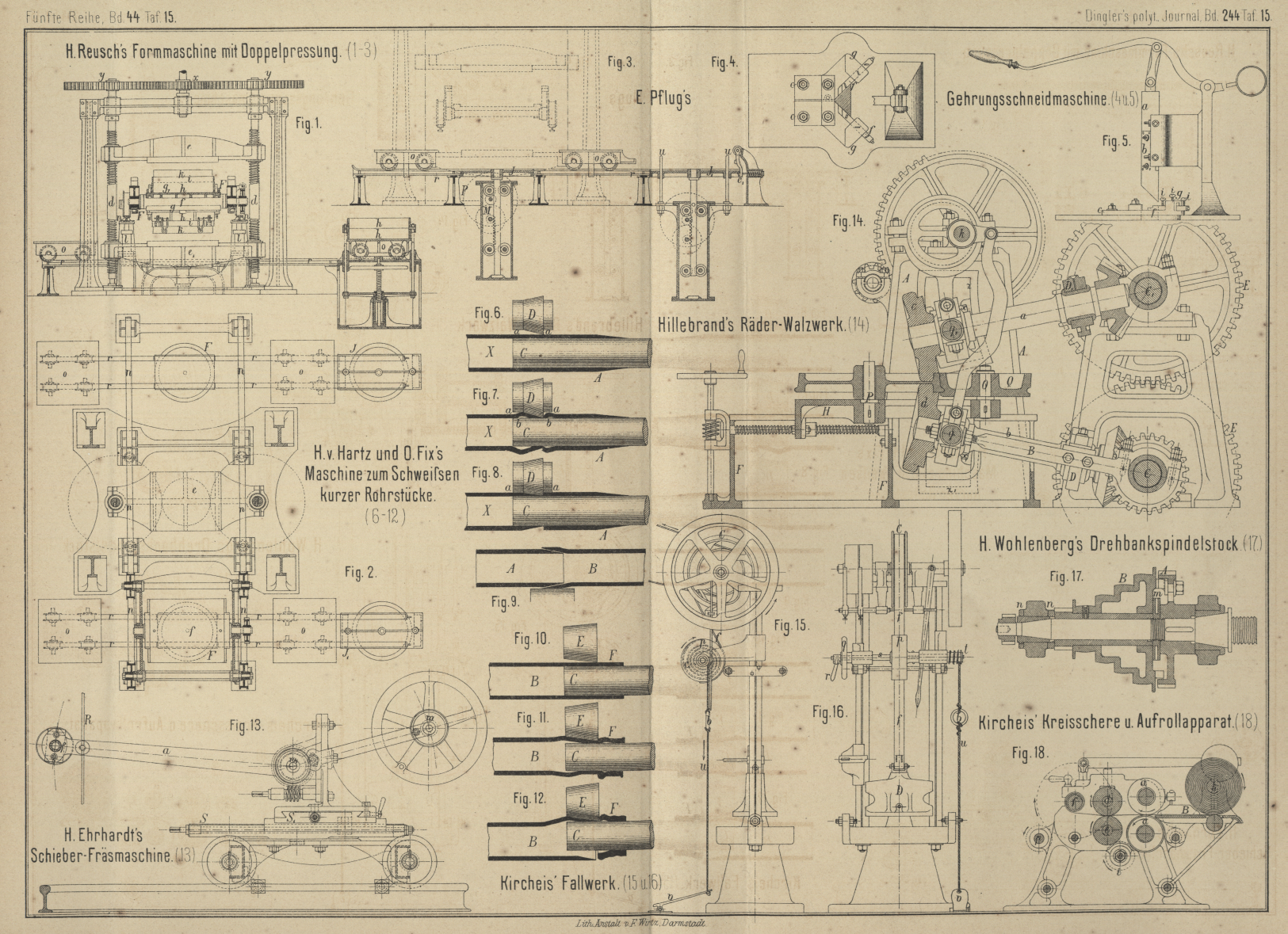
49 Nr. 16602 vom 18. Januar 1881) die in Fig. 14
Taf. 15 veranschaulichte Walzwerksanordnung mit eigentümlicher, für den Zweck
vortrefflicher Stellung der Walzen vor.
Im Wesentlichen besteht das Walzwerk aus zwei Walzenscheiben c und d, deren Wellen a und b in geneigter Stellung zu einander
angeordnet sind und während des Ganges nach Bedarf zu einander verstellt werden
können. Da die Walzen einen bedeutenden Druck auf das zu walzende Stück auszuüben
haben, so ist zum Zweck der Walzenstellung ein doppeltes Vorgelege mit bedeutender
Uebersetzung angeordnet, welches die schmiedeisernen Lagerträger q und q1 zu einander oder aus einander zu bewegen in der
Weise gestattet, daſs, wenn die obere Welle gehoben, gleichzeitig die untere Welle
gesenkt wird und umgekehrt. Hierdurch gleichen sich die ziemlich bedeutenden
Gewichte gegenseitig aus und auch Zug und Druck auf die Welle von k halten einander das Gleichgewicht. An den Enden sind
die Lagerträger q und q1 mit kreuzkopfähnlichen Schlitten x und x1 versehen, Welche in den bogenförmigen Schlitten
z und z1 der Ständer A ihre
Führungen haben, damit eine seitliche Abweichung der Wellen vermieden wird.
Schmiedeiserne Stangen B unterstützen beiderseits die
Lagerträger q und q1 und tragen die Lager D,
D1 der Walzen wellen a und b; ihre Enden
umfassen die Betriebswellen C, C1, damit der genaue Zahneingriff der Winkelräder
gesichert wird, welche die Bewegung von C, C1 auf die Walzenwellen a und b übertragen. Die untere Welle C wird angetrieben und überträgt ihre Bewegung durch
Zahnräder E.
Zwischen den Ständern A der Maschine ist in einem für
den Zweck geformten Drehbankbett F ein von Hand
stellbarer Support H gelagert, welcher zwei Zapfen O und P trägt; ersterer
nimmt eine lose Rolle Q auf, welche als dritte Walze
dient und mit dem eingedrehten Kaliber für die Flansche des Rades versehen ist,
während der Zapfen P das zu bearbeitende Walzstück
aufnimmt.
Das Verfahren bei der Fabrikation ist alsdann folgendes: Zuerst
wird das Gewicht eines Rades nach den bestellten Maſsen möglichst genau durch Rechnung ermittelt, der
erfahrungsmaſsig im Schweiſsofen stattfindende Abbrand zugegeben und hierauf
entsprechende Pakete hergestellt. Im Schweiſsofen bis zur Schweiſshitze gebracht,
kommen dann die Pakete unter einen Dampfhammer von hinreichender Schwere, um ein
gutes Zusammenschweiſsen zu erzielen; nach dem Schweiſsen wird mittels eines
aufgesetzten Domes durch den Dampfhammer in der Mitte des Paketes ein Loch vom
Durchmesser des Zapfens P eingetrieben. Wenn dies
geschehen, wird das gelochte Paket auf einen längeren Dorn gesteckt, welcher 2
Arbeitern als Handhaben zu dienen vermag, und dann mit dem Dampfhammer einigermaſsen
rund geschmiedet, worauf das Paket wieder in den Ofen kommt. Bei diesem
Rundschmieden muſs darauf geachtet werden, daſs die Höhe oder Stärke des Paketes
mindestens gleich dem Längenmaſs der Nabe des fertigen Rades bleibe, und es wird
anfänglich wohl von der Geschicklichkeit der Leute abhängen, ob die bis jetzt
beschriebenen Arbeiten mit 1 oder 2 Hitzen gemacht werden können. – Nach dem
beschriebenen Verfahren werden auch Stahlreifen für Eisenbahnräder gefertigt.
Das im Schweiſsofen bis zu gehöriger Schweiſshitze erwärmte Paket,
ein runder Putzen Eisen von etwa 20cm Höhe und
47cm Durchmesser mit einem Loch in der Mitte
von 8cm Durchmesser, wird nun auf den Zapfen P des vorher zurückgeschraubten Supportes H gesteckt und dieser dann so weit gegen die aus
einander gestellten Walzenscheiben c und d hingeschraubt, als es die Nabe des Zapfens P gestattet, ohne an die untere Walzenscheibe zu
stoſsen. Demnächst erfolgt das Zusammenstellen der Walzen, welche dabei immerzu im
Gange sein können, so weit, daſs diese das heiſse Eisenstück erfassen, wodurch eine
Rotation desselben um den Zapfen P, sowie eine
Streckung vom Mittelpunkt nach dem äuſseren Rande hin stattfindet. An diesem
angekommen, wird der Support entgegengesetzt bewegt, unter gleichzeitigem
Engerstellen der Walzen und so fort, bis durch dieses anhaltende Strecken nach
auſsen hin der Durchmesser des Walzstückes so groſs geworden ist, daſs es die dritte
Walze Q erreicht und durch Reibung ebenfalls in
Rotation versetzt, wodurch dann das Fertigwalzen der Radflansche stattfindet,
während ein etwaiger Ueberschuſs von Eisen zwischen dem unteren Rande der dritten
Walze Q und dem hinteren Rande der unteren
Walzenscheibe d als Grat herausgequetscht wird, welcher
entweder mit dem Meiſsel weggehauen wird, wenn das Rad in rohem Zustand verkauft
werden soll, oder auch auf der Drehbank weggedreht werden kann, da das Rad zum
Ausbohren der Nabe für die Achse doch auf die Drehbank kommen muſs.
Wenn dann das Rad auf die erklärte Weise fertig gewalzt ist,
werden die Walzen aus einander gestellt, damit man den Support H zurückzuschrauben vermag, um das fertige Rad vom
Zapfen P herunternehmen und ein frisches aufstecken zu
können, womit die gleiche Arbeit sofort von neuem beginnen kann. Ist die Flansche
eines solchen Rades so weit abgenutzt, daſs es so nicht mehr verwendbar ist, dann
kann dieselbe weggedreht und das Rad, mit einem gewöhnlichen Radreifen versehen,
immer wieder noch verwendet werden; es steht auch nichts im Wege, bloſse Radrümpfe,
also Räder ohne Flansche, zu walzen, in welchem Fall blos die dritte Walze Q durch eine andere ersetzt zu werden braucht, in der
kein Kaliber für die Flansche eingedreht ist, wenn das Aufziehen besonderer
Stahlreifen auf die Räder vorgezogen werden sollte.
Tafeln