| Titel: | Universal-Metallbearbeitungsmaschine. |
| Autor: | Mg. |
| Fundstelle: | Band 244, Jahrgang 1882, S. 428 |
| Download: | XML |
Universal-Metallbearbeitungsmaschine.
Mit Abbildung auf Tafel 31.
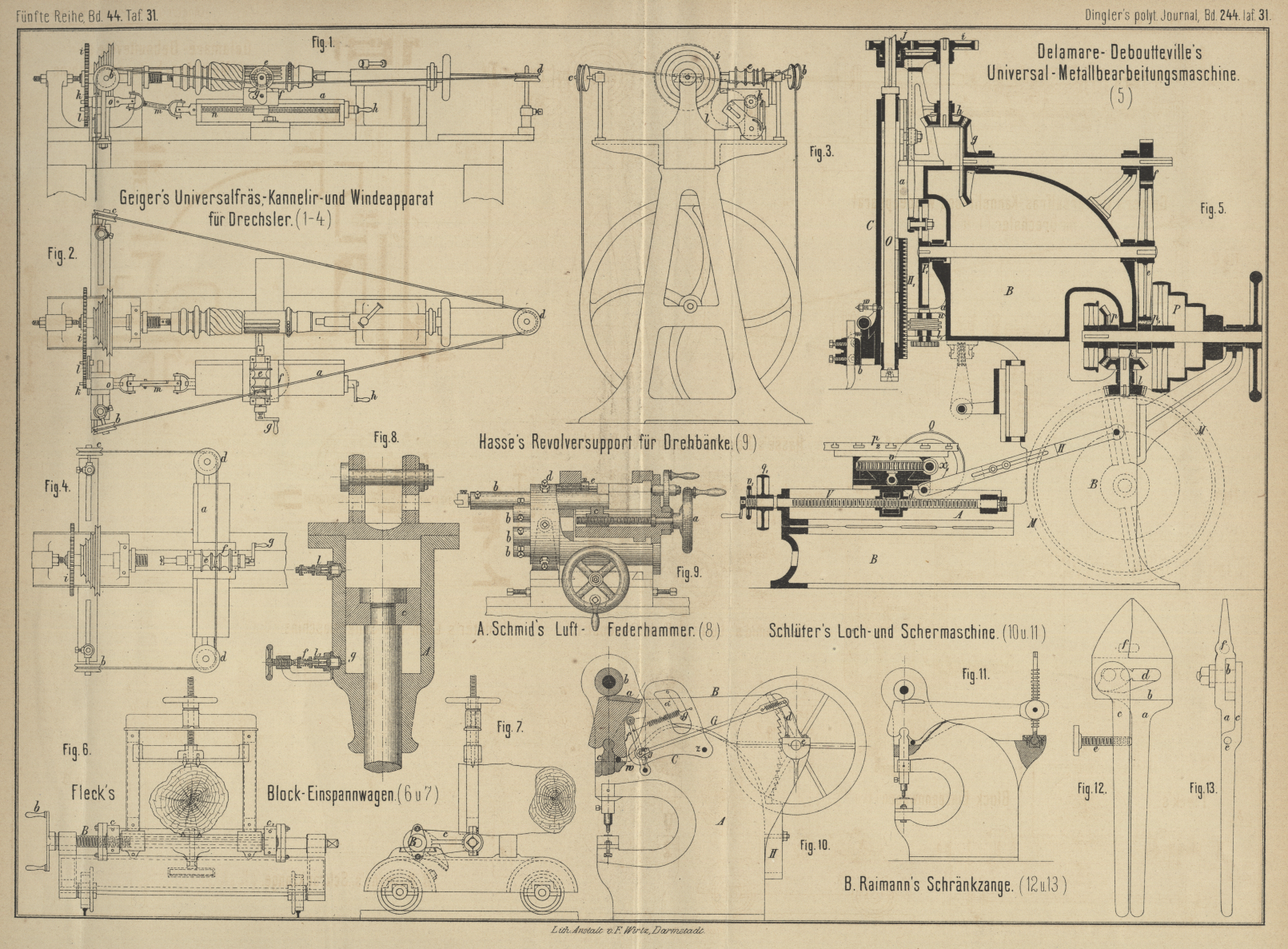
Delamare-Deboutteville's
Universai-Metallbearbeitungsmaschine.
Das Princip der sogenannten Universalmaschinen, welches sich in der
Holzbearbeitungstechnik so allgemein eingeführt und bewährt hat, beginnt sich
allmählich auch in der Metallbearbeitung Eingang zu verschaffen. Eine äuſserst
interessante Lösung der schwierigen Aufgabe tritt uns in der Construction von E. F.
Delamare-Deboutteville in Rouen (*
D. R. P. Kl. 49 Nr. 16381 vom 6. Mai 1881) entgegen.
Als Vorzug dieser Maschine ist anzugeben, daſs dieselbe bei geringer
Raumbeanspruchung bei möglichster Freiheit für das Werkstück folgende Arbeiten
zuläſst: Drehen, Hobeln, Fräsen, Bohren, Gewindeschneiden und schlieſslich auch
Theilen mit genügender Genauigkeit. Die in Fig. 5 Taf.
31 in senkrechtem Schnitt dargestellte Maschine hat an der vorderen Seite des
Trägers B die Werkzeuge und Aufspannvorrichtungen für
das Werkstück, an der hinteren die Betriebsmechanismen. Der Arbeitstisch A wird an den Ständer B
angeschraubt, während der Werkzeugträger C in den
Auslegern a geführt ist. Der Antrieb geht von der
Stufenscheibe P aus; diese leitet die Bewegung durch
die Kegelräder p, k und die Stirnräder p1, e nach zwei Richtungen. Die erstere Drehung wird
mittels der Kegelräder l und M auf den Werktisch, die letztere durch Zahnräder f bis j auf den Werkzeugträger C übertragen.
Das Werkzeug wird entweder in dem Halter b, oder an der
Spindel O befestigt; der Schlitten C kann auf und nieder bewegt werden. Die verticale
Bewegung wird bewirkt durch die Verzahnung an der rückwärtigen Seite H1 des Schlittens, in
weiche die Schnecke u eingreift; letztere kann aus-
oder eingerückt werden, ein Riegel hält dieselbe aber in ihrer jeweiligen Lage.
Während sich der Schlitten G von Hand langsam durch
eine unter u angeordnete Sperrklinke heben oder senken
läſst, wird eine rasche auf und nieder gehende Bewegung mittels einer Pleuelstange
erzielt, welche den Schlitten mit der Kurbelscheibe P1 verbindet. Die Pleuelstange ist sowohl
an C, wie an P1 verstellbar.
Der Werktisch ist in der Horizontalen geradlinig nach zwei Richtungen beweglich und
auſserdem drehbar. Die Verschiebung auf der Bank geschieht einmal langsam durch eine
Schraube V und dann schnell durch die Kurbelscheibe M, je nachdem man fräsen oder hobeln will. Im ersteren
Falle werden die beiden Hälften der Mutter d mittels
eines Excenters gekuppelt, so daſs sie sich in die Gänge der Schraube V einpressen, welche dann den Werktisch mitnimmt. Im
zweiten Fall wird die Mutter geöffnet, dagegen aber die in ihrer Länge verstellbare
Pleuelstange H in der radialen Nuth der Kurbelscheibe
M festgestellt.
Wird die lose Riemenscheibe q1 am vorderen Ende der Spindel V mittels der
Kupplung v1 eingerückt,
so bewegt diese eine parallel zur Spindel gelagerte Welle, welche durch Kegelräder
die Schraubenspindel v antreibt und so die Querbewegung
des Tisches bewerkstelligt.
Die drehende Bewegung erhält die Planscheibe p2 durch ein Schraubenrad und die Schnecke x1, welche von der
Schraubenspindel v aus durch ein- und ausrückbare
Stirnräder bewegt wird. Auf der Schnecke x1 sitzt ferner die Theilscheibe Q, deren entsprechend eingeleitete Drehung wieder durch
die Schneckengetriebe x1 auf die Einspannscheibe p2 übertragen wird.
Beim Hobeln erhält der Werktisch eine rasch hin- und
hergehende Bewegung mittels M und nach jedem Hube eine
geringe Seitwärtsbewegung durch ein Gesperre. Beim Bohren und Ausbohren rotirt die Planscheibe
p2, während das im
Stahlhalter b befestigte Werkzeug unter Einwirkung des
Klinkhebels l1
niedergeht. Beim Stanzen steht der Werktisch still, das
Werkzeug ist an O befestigt und wird sammt dem Stück
C niedergedrückt. Beim Hämmern erhält der Werktisch die eine oder die andere geradlinige
Bewegung: das Werkzeug sitzt an b fest und erhält eine
rasche auf- und niedergehende Bewegung durch P1 und die Pleuelstange; dasselbe stützt sich mit
seinem oberen Ende auf den Anschlag w. Beim Façoniren wird die Fräse an O befestigt und der Werktisch dem zu fräsenden Profil entsprechend bewegt.
Beim Theilen wird die Planscheibe p2 durch die
Theilscheibe Q bewegt und das Werkzeug an einem
Nebensupport angebracht.
Mg.
Tafeln